PVDC高阻隔热收缩膜收缩率影响因素的研究
2020-05-12尹作柱张建岭岳金娜王文芳赵鑫犇马从礼路迪邱丽霞
尹作柱,张建岭,岳金娜,王文芳,赵鑫犇,马从礼,路迪,邱丽霞
(1.浙江衢州巨塑化工有限公司,浙江 衢州 324004;2.天津百瑞高分子材料有限公司,天津 300000;3.巨化集团有限公司,浙江 衢州 324004;4.浙江巨化股份有限公司电化厂,浙江 衢州 324004)
随着经济的发展和社会的进步,人们对肉品的需求量逐渐增加,然而肉品完成其价值链要经过屠宰、切分、运输、分销及食用环节[1-2]。如何在这些环节延长肉品的保鲜期,保障肉品的营养价值和风味是肉品生产厂家比较关心的问题。高阻隔冷真空收缩包装技术可以使肉品的保质期延长至30天以上。肉品可在储存和运输的同时,在包装内自然熟成嫩化,避免发生风干损耗、氧化、表面变色变质带来的修整切割损失[2-3]。较长的保质期可以帮助肉品生产企业按需求进行跨区域灵活的调货,赚取额外差价,提升整体毛利率;还可以帮助肉品生产企业突破销售旺季的生产瓶颈,可在生产淡季或肉品价格较低时提前备货,为销售高峰做好准备。
多层共挤技术是高阻隔冷鲜真空收缩包装的核心技术。聚偏氯乙烯(PVDC ) 、尼龙(PA)及乙烯-乙烯醇共聚物(EVOH)是目前多层共挤包装常用的阻隔材料。PA及EVOH由于存在较多的亲水基团,在高湿度的情况下对氧气的阻隔性能较差。目前,PVDC是高阻隔冷真空收缩包装膜常用的阻隔材料[4-5]。专有的技术可使包装膜在指定的收缩温度下具有较高收缩性,为肉品提供贴身的保护和出色的外观。收缩率过高会使薄膜制品在放置一段时间后自然收缩,导致制品尺寸变小,难以满足客户对特定规格的要求[6-7];收缩率过低,包装膜会无法提供贴身的保护并影响包装产品的外观。本文中采用先进的三泡法工艺制备了PVDC高阻隔热收缩膜,研究了拉伸比、吹胀比、收缩温度、原料及加工温度对其收缩率的影响。
1 试验部分
1.1 试验原料
低密度线性乙烯(LDPE)、乙烯-α-烯烃共聚物、高分子质量聚乙烯(UPE)、茂金属聚乙烯(MLLDPE)、乙烯-醋酸乙烯共聚物(EVA)、PVDC树脂(VDC-MA共聚树脂)。
1.2 多层共挤膜的各层设计
外层为PE层,该层为UPE与乙烯-α-烯烃共聚物的混合物;外粘层为EVA 树脂;中间层由PVDC树脂与环氧大豆油、热稳定剂及润滑剂组成;内粘层为EVA树脂;外层为PE层,该层为LLDPE与MLLDPE的混合物。
1.3 多层共挤热收缩膜的工艺介绍
各层的原料经过各自的挤出机挤出至模头,经过流道在模芯内成型,在经模口挤出至冷水中冷却成型形成膜坯;膜坯经过牵引、加热至指定的温度后进行拉伸吹胀,形成二膜;用冷却风环将二膜进行骤冷,再经过牵引后进行加热定型,形成三膜;最后将三膜冷却至常温收卷。
拉伸比为吹胀拉伸时拉伸辊辊速与牵引辊辊速之比,吹胀比为二膜折径与膜坯折径之比。
1.4 收缩率的评价方法
将薄膜样品铺平,在横向或纵向划一条线段,长度记为L0;将薄膜样品置于一定温度的水浴锅内5 s,拿出冷却5 min,再用直尺测量该线段的长度,记为L1[7]。则收缩率S的计算公式如下:
S=(L0-L1)/L0×100%。
2 结果与讨论
2.1 拉伸比对薄膜收缩率的影响
在薄膜厚度为55 μm,吹胀比为4,拉伸比在2~4波动时,研究薄膜的拉伸比对薄膜横向及纵向收缩率的影响(薄膜的收缩率在85 ℃测得)。所得薄膜的横向及纵向收缩率与拉伸比的线性回归图见图1。
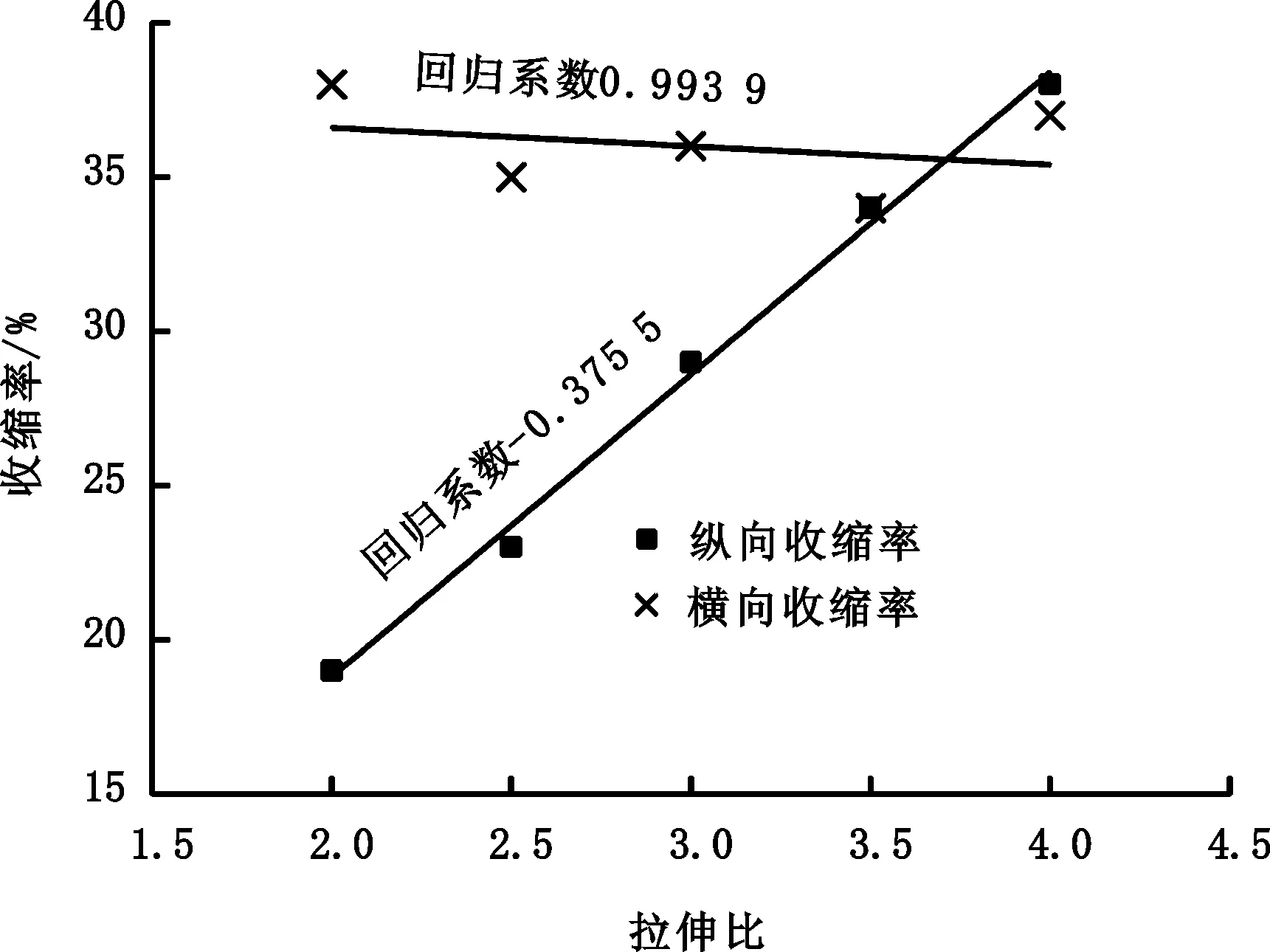
图1 拉伸比对横向及纵向收缩率的线性回归图
从图1可以看出:纵向收缩率随拉伸比的增大而增大,纵向收缩率与拉伸比的回归系数为-0.375 5,几乎成线性相关;而横向收缩率随拉伸比随机波动,横向收缩率与拉伸比的回归系数为0.993 9,线性相关程度较低。这是因为PVDC热收缩膜采用高聚物分子链拉伸定向原理设计,以急冷的方法成型。其物理原理是:当高聚物处于软化温度以上、熔融温度以下的高弹态温度时,对其横向和纵向的拉伸取向进行双轴拉伸,然后将高分子共聚物骤冷至玻璃化转变温度以下,分子取向被冻结形成薄膜;当薄膜被加热时,由于分子运动产生应力松弛,分子会恢复到原来的状态,从而产生收缩[6-7]。拉伸比只能影响纵向的拉伸程度,而无法影响横向的拉伸程度,故而只能影响纵向收缩率而无法影响横向收缩率。
2.2 吹胀比对薄膜收缩率的影响
在薄膜厚度为55 μm,拉伸比为3,吹胀比在3~5波动时,研究薄膜的吹胀比对薄膜横向及纵向收缩率的影响(薄膜的收缩率在85 ℃测得)。所得薄膜的横向及纵向收缩率与吹胀比的线性回归图见图2。

图2 吹胀比对横向及纵向收缩率的线性回归图
由图2可知:横向收缩率随吹胀比的增大而增大,横向收缩率与吹胀比的回归系数为0.991 8,几乎成线性相关;纵向收缩率随吹胀比在一定范围内随机波动,纵向收缩率与吹胀比的回归系数为-0.307 7,线性相关程度较低。同理,吹胀比只能影响横向的拉伸程度,而无法影响纵向的拉伸程度,故而只能影响横向收缩率而无法影响纵向收缩率。
2.3 收缩温度对薄膜收缩率的影响
在薄膜厚度为55 μm、拉伸比为3、吹胀比为4的条件下,改变水浴锅的温度,研究热收缩温度对薄膜收缩率的影响,所得薄膜横向及纵向收缩率对热收缩温度的线性回归图见图3。

图3 收缩温度对横向及纵向收缩率的线性回归图
从图3可以看出:横向及纵向收缩率随收缩温度的升高而增大, 横向及纵向的收缩率与收缩温度的线性相关系数分别为0.9 547和0.9 852,线性相关程度较高。这是因为:收缩温度从75 ℃升高到95 ℃时,收缩温度越来越靠近高弹态温度,分子运动产生的应力松弛越大,越容易回缩到膜坯的状态(吹胀比为4,拉伸比为3时,薄膜收缩至膜坯状态下,横向及纵向的收缩率分别为75%和66.7%),因而收缩率越高[7]。
2.4 原料对薄膜收缩率的影响
PE按分子链的支链数量及支链长短可以分为高密度乙烯(HDPE)、低密度乙烯(LDPE)、中密度乙烯(MDPE)及低密度线性乙烯(LLDPE)等,支链数量越多,长度越长,其对称性就越差,结晶度也就越低。PE材料的结晶度越低,材料的强度就越低,但是柔韧性会增强。EVA是乙烯与醋酸乙烯的共聚物,随着醋酸乙烯摩尔分数的增大,其结晶度降低,韧性增强[4]。PVDC是偏二氯乙烯(VDC)与丙烯酸甲酯(MA)的共聚物,随着MA含量的增大,PVDC的结晶度降低,其阻隔性能变低,但韧性增强[8-10]。
原料的性质决定了其在加工时的吹胀比及拉伸比。若原料韧性较好,在加工时就可以选择较大的吹胀比及拉伸比,薄膜就会有较高的收缩率。
2.5 加工温度对薄膜收缩率的影响
冷却膜坯的冷水温度一般低于10 ℃,若温度太高,膜坯结晶速度较快,导致膜坯吹胀时结晶度较高,从而降低吹胀与拉伸比,甚至难以吹胀和拉伸。膜坯在吹胀前应预热至软化温度以上、熔融温度以下。若预热温度超过熔融温度,膜坯强度太低,吹胀拉伸时容易爆膜;若预热温度低于软化温度,膜坯刚性太强,难以吹胀拉伸[10]。为防止薄膜的收缩率太大,回缩严重,可以通过在定型时调整定型温度来调整薄膜的收缩率(收缩温度越高,收缩率越大),定型温度越高,收缩率越小。
3 结论
本文中研究了拉伸比、吹胀比、热收缩温度、原料及加工温度对PVDC高阻隔热收缩膜收缩率的影响,结论如下:薄膜的纵向收缩率及横向收缩率与拉伸比的线性回归系数为-0.375 5及0.993 9,纵向收缩率几乎与拉伸比成线性关系,横向收缩率与拉伸比无关;薄膜的横向收缩率及纵向收缩率与吹胀比的线性回归系数为0.991 8及-0.307 7,横向收缩率几乎与吹胀比成线性关系,纵向收缩率与吹胀比无关;薄膜的横向收缩率及纵向收缩率与收缩温度的线性回归系数为0.954 7及0.985 2,横向及纵向收缩率与收缩温度的线性相关程度较高;吹塑的原料PE、EVA及PVDC是通过原料结晶度的高低来影响材料的韧性,从而影响吹胀比及拉伸比,进而影响制品的收缩率;冷却膜坯的冷水温度是通过影响膜坯的结晶速度进而影响吹胀比与拉伸比,预热温度是通过控制膜坯的分子链状态来影响拉伸比与吹胀比,定型温度是通过缓和收缩率,进而影响制品的收缩率。
