面板过孔设计对聚酰亚胺液扩散的影响
2020-05-11刘金贵殷盛杰顾可可李光强李云泽罗建勇
刘金贵,殷盛杰,顾可可,李光强,申 名,李 啸,杨 妮,李云泽,罗建勇
(重庆京东方光电科技有限公司 重庆,400700)
1 引 言
聚酰亚胺(PI)由于其优异的成膜、机械、取向和电气性能,被广泛用作液晶分子的配向剂[1-2]。通常PI膜经过摩擦取向作用,在表面微沟槽[3]和短程分子间作用力[4]的作用下,使液晶分子实现水平或垂直方向的取向。目前PI膜制备有辊涂转印和喷墨打印两种涂布方式,前者使用高粘度PI液利用APR版转印原理生产窄边框、高预倾角等精度高的产品,但尺寸切换困难、材料浪费多、生产效率低[5-6];后者使用低粘度PI液利用喷墨打印原理生产各种不同尺寸产品,产品切换容易、效率高。现在高世代线倾向于使用喷墨打印机进行生产。
但相对于辊涂转印,喷墨打印使用PI液粘度较低,PI液在TFT(阵列基板)上扩散时,由于走线段差较大、过孔较多、周边布线密度大等原因,PI液的均匀扩散遇到很大的阻碍[7-8],PI液会在某些难扩散区域聚集形成不良,同时PI膜周边波动范围大,周边形貌控制难度增加。
针对TFT周边PI液扩散不均形成的周边黑线不良,徐长健等[9]通过配向膜边界外扩、预固化温度和环境压力降低、配向膜厚度减小等措施有效减少PI液在过孔周边堆积,进而解决此类不良问题。对于该周边黑线不良,王海成等[10]通过更改公共电极过孔的密度及大小并结合PI液预固化工艺的优化,也改善了周边Mura不良。赵成明等[11]研究了阵列基板的设计对配向膜扩散的影响,研究表明Mura区较正常区PI膜厚偏厚。对比实验结果表明TFT过孔设计、钝化层厚度和表层公共电极对不良影响较大,过孔密度小于1/3、钝化层厚度小于350 nm(兼顾TFT特性基础上)、取向膜印刷次数变更为2次可以有效改善印刷不良。
本文基于8.5代线13.3、14.0、15.6HADS产品使用喷墨打印机生产时,显示区过孔区域因为PI液扩散不均形成“线Mura”不良。从变更钝化层掩膜、减小过孔数量和周期、改变喷墨打印涂布次数等几个方面的工艺参数调整或工艺过程优化,提高PI液涂布的均匀性,进而改善“线 Mura”不良。
2 实 验
2.1 HADS型不良面板制备
该实验所用“线Mura”不良屏幕采用15.6、14.0、13.3HADS产品屏幕,因3款产品皆有“线Mura”不良,且现象一致,其中14.0HADS产品该不良现象更突出,所以我们针对 “线Mura”不良主要以14.0HADS产品为基准展开讨论。PI膜涂布参数列于表1。

表1 PI膜涂布参数Tab.1 Coating parameters of PI film
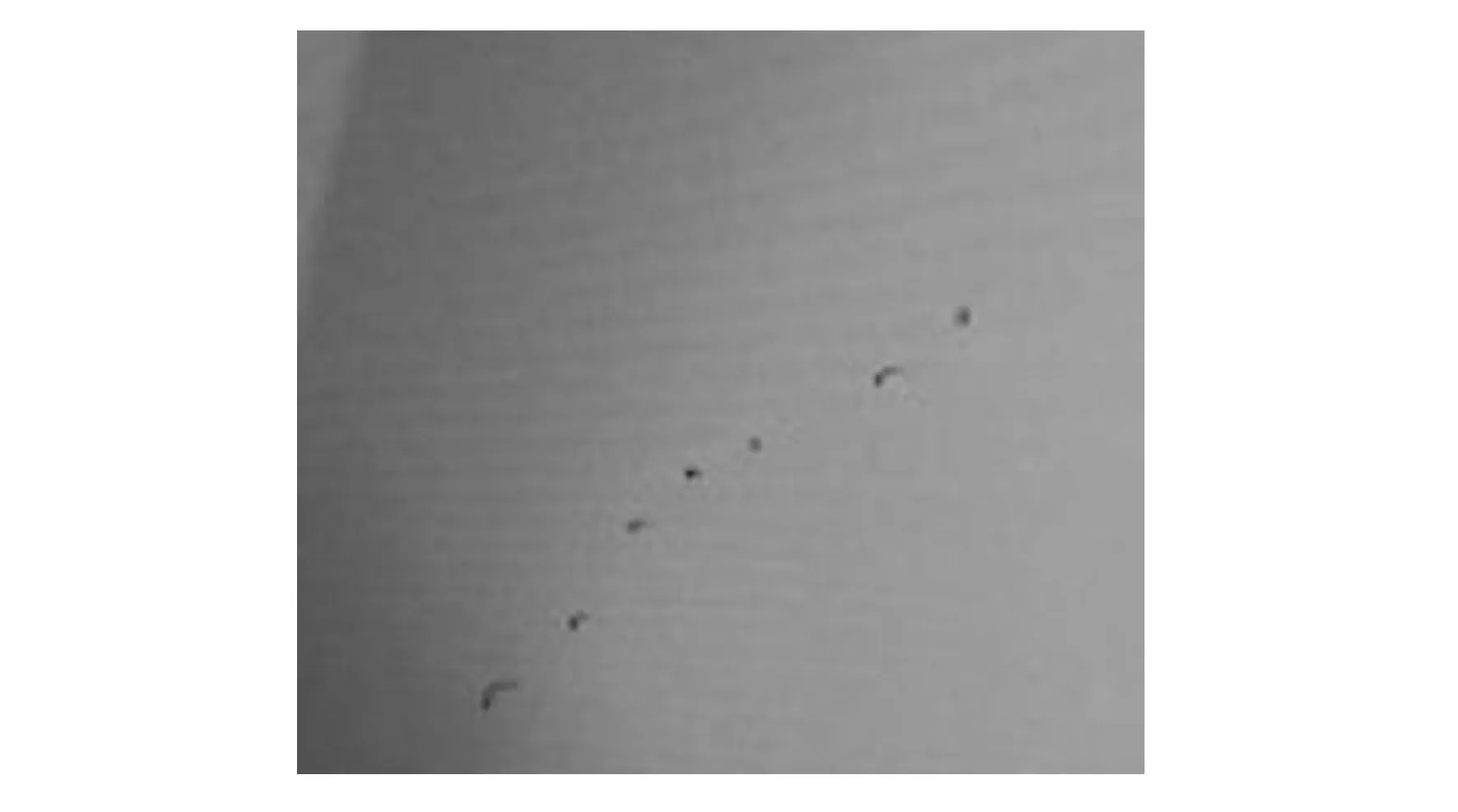
图1 AA区“线Mura”现象Fig.1 “Line Mura” in AA area
模组产出面板在实验室不加电旋偏光片情况下可见AA区局部细纹状Mura(图1),出现位置不固定,发生率100%。
2.2 设备与测试
PI Inkjet Printer涂覆机,型号为IP-G85-VH-T15-CB-1180L,石井表记(Ishiihyoki)公司,涂覆PI膜厚100 nm;预固化设备,型号为14-146-N101,Zeus公司,预固化温度100 ℃;主固化设备,型号为CLBSB8-3H24,Hanwha公司,主固化温度230 ℃;日立液晶成盒设备,型号为SPV-2500-SF,日立(Hitachi)公司;液晶材料,牌号为BOE-F013,上海默克化工;偏光显微镜,型号为BX51,日本Olympus公司;原子力显微镜(AFM),TS-150,Nikon公司,AFM测试TFT/CF涂覆取向剂固化后的表面,实验采用100 μm扫描器,轻敲模式(Tapping mode),UL20B硅探针,力常数(Spring constant)是1.00 nN/nm,扫描速率1.22 Hz;扫描电子显微镜(SEM),型号为SU8000,日立(HITACHI)公司。
3 结果与讨论
3.1 “线Mura”不良分析
模组产出面板在实验室不加电旋偏光片情况下可见AA区局部细纹状Mura,拆屏后TFT膜面对应位置可见该不良,TFT侧除去PI膜后未见不良,彩膜侧膜面无异常,所以该不良是TFT侧PI膜面异常所致。
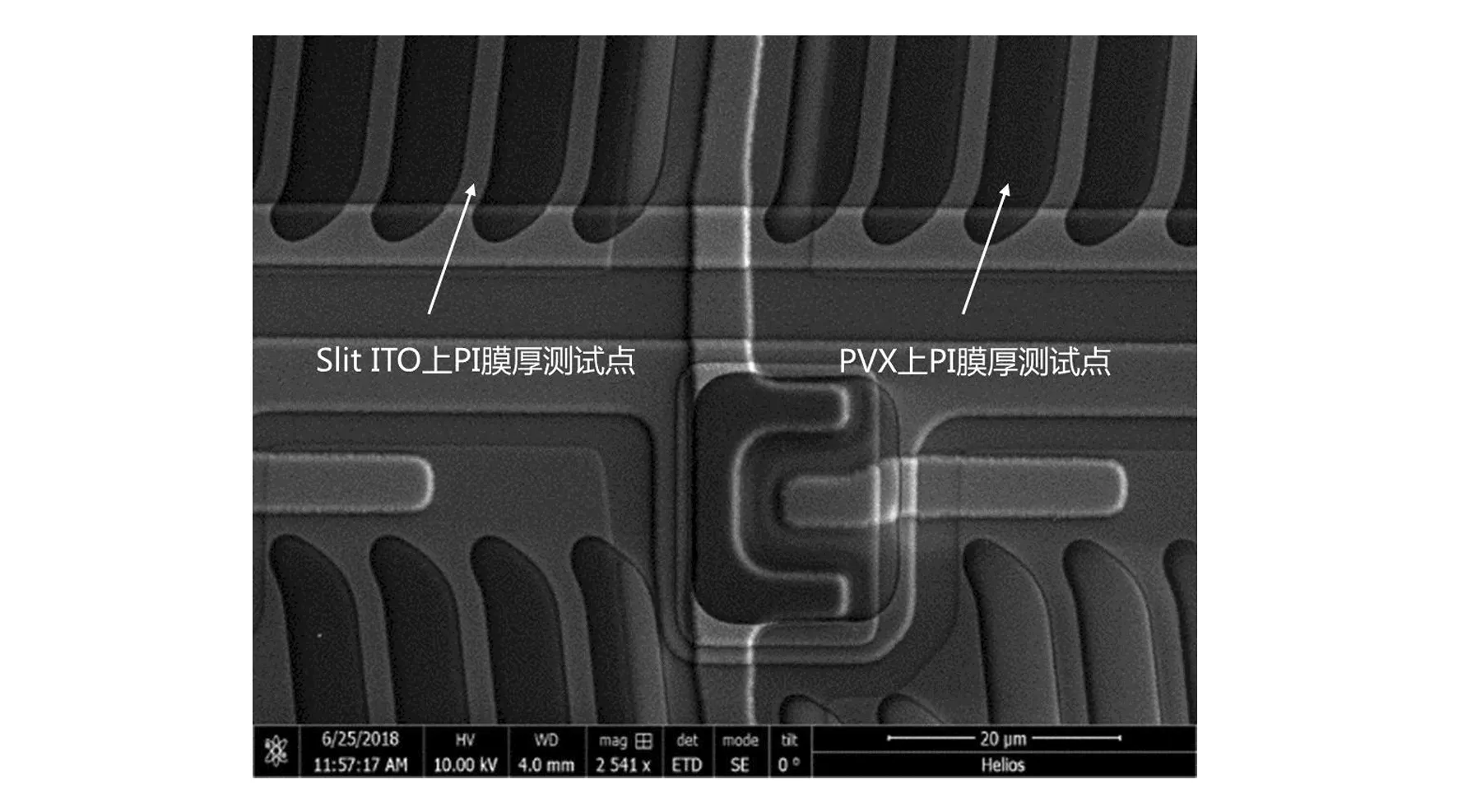
图2 NG区TFT PI膜厚测试点示意图Fig.2 Test point of PI thickness on TFT plate
图3 “线Mura”异常区和正常显示区PI膜厚对比Fig.3 Comparison of PI thickness between abnormalarea and normal area
通过测试TFT侧PI膜厚,从图3可以看出,异常区钝化层和Com ITO(铟锡氧化物)上PI膜厚比正常区偏厚,厚度分别约10 nm和5 nm,可能是异常区PI液扩散不均,导致该区域PI膜厚厚度不均而产生“线Mura”不良。钝化层膜层上PI膜厚比条形 Com ITO上厚约30 nm,这是因为像素区Com ITO膜层(厚度约70 nm)位于钝化层之上,PI液滴通过喷头均匀滴在ITO和钝化层上后,高段差位置(ITO层)PI液在重力作用下会往低洼处(钝化层)流动,结果造成ITO上PI膜厚比在钝化层上薄。
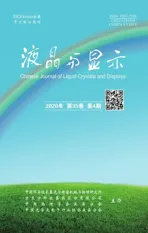
显微镜下对比“线Mura”异常区和正常区视野,发现异常区域有发光小亮点(图4箭头指示位置),分布无规律,而正常区域无此现象。放大发光小亮点区域,可看出该位置是钝化层过孔用来转接下层公共电极走线信号至表面条形Com ITO层(图5)。放大钝化层过孔并对比正常区(图5(a))和异常区(图5(b))发现,异常区有些钝化层过孔发亮,过孔内没有PI液进入,没有PI液进入的过孔呈现强金属反射光而发亮。
同时对比正常区和异常区钝化层过孔边缘发现,正常区钝化层过孔边缘和下方公共电极走线边缘重叠处有一定偏移(616.4 nm),该偏移造成正常区钝化层过孔周边处于半开放状态,PI液滴在自身重力作用下向钝化层过孔缺口扩散时, PI液流入过孔内只需要克服较低的势能就能实现,而钝化层过孔周围没有缺口时,过孔周边的PI液高度需要累积集聚,当集聚高度超过过孔段差时,PI液才能从过孔外边沿逐层向内部扩散。
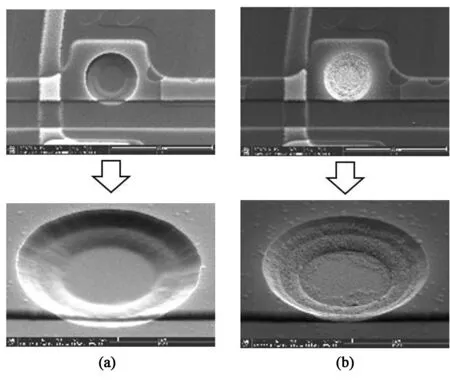
图5 视野正常区(a)和异常区(b)钝化层过孔放大图Fig.5 Enlarged picture of PVX via hole between normal area(a) and abnormal area(b)
由于HADS钝化层过孔尺寸较小(约5 μm),不利于观察PI液在过孔内扩散情况,下面以101.6 cm(40 in)COA(CF on Array)屏体钝化层过孔内(约15 μm)PI液的扩散情况加以说明。过孔内PI液的扩散是分步进行的:第一步,过孔周围PI液积聚量增加,液位高度持续增长至远大于过孔外沿高度时,才会发生PI液的扩散进孔现象。这是因为TFT固体表面与理想表面差别较大,表面存在平台空位、弯结、单原子台阶、增原子、台阶增原子、结晶区、非晶区和表面污染等缺陷[12],实际的固体表面接近于峰谷形貌(图6)。静置在这种表面上的液滴会处于亚稳平衡态(被能垒从其相邻状态中隔离出来的能谷),会出现接触角的滞后现象[13],即持续滴加液体只会使液滴变高,液滴周边并不会随之扩展,随着液滴滴加量的增加接触角随之增大,这是粗糙平面导致的液滴扩散滞后造成的,其根本原因是液滴的前沿存在能垒(式(1))。也就是说过孔周围PI液高度远高于过孔外沿才会出现PI液流入过孔现象;第二步,高液位PI液通过分子链段的协同作用由外往内逐层流动扩散[14],最终扩散至过孔中心完成PI液扩散,由于过孔内扩散是由外往内逐步扩散,并且过孔内PI液固化先后顺序不一样,导致在过孔固化后呈现颜色深浅不一的同心圆环,如图7箭头指示。如果过孔周围PI液积聚高度没有远超过孔周边高度,则该过孔不会被PI液填充,如图7箭头所示。
cosθw=rcosθy,
(1)
其中θy为Young接触角,θw为粗糙表面接触角,r为表面粗糙度,上述方程是Wenzel方程[15],它表明θy>90°时,表面粗糙化将使接触角变大。

图6 过孔周围表面峰谷形貌Fig.6 AFM surface topography near PVX via hole showing a peak-and-valley morphology

图7 101.6 cm(40 in) COA屏体TFT过孔内PI液扩散形成同心圆环Fig.7 Concentric circles formed by PI solution in the PVX via hole
相邻未被PI液填充的钝化层过孔数量较多时,大量相邻过孔周围积聚的PI液相互扩散连成一条近似直线,该直线就是我们观察到的“线Mura”不良现象。如图8所示,两个过孔异常亮点的直线连线距离是1.5 mm,这和我们肉眼观察到的“线Mura”在同一数量级。所以,只有在某一区域存在大量PI液过孔异常点,并且这些异常点积聚一起,才会形成宏观可见的“线Mura”,如果某一区域只有少数过孔异常点,并不会形成宏观异常不良现象。
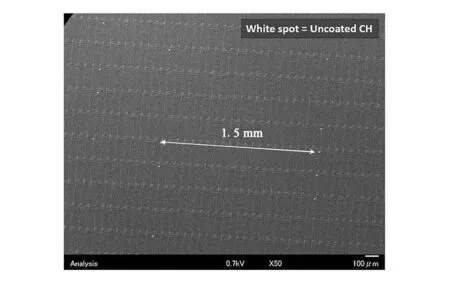
图8 PI液过孔异常点集聚形成“线Mura”不良Fig.8 PI solution accumulated in the surrounding area of PVX via hole and formed the “line Mura” defects
3.2 “线Mura”不良解决方案
3.2.1 钝化层掩膜变更方案
由3.1节“线Mura”不良分析可知,该不良是由于位于底层公共电极走线上方的钝化层过孔能垒较高,周边PI液无法通过提高自身势能进入过孔内,过孔周围PI液堆积形成宏观“线Mura”不良,通过变更钝化层掩膜设计以降低PI液进入过孔的难度是解决该不良的途径之一。
从图5(a)可看出,当钝化层过孔和下方公共电极走线有一定偏移,造成钝化层过孔上方有部分缺口时,PI液只需要较低的势能就能进入过孔内,而和公共电极走线没有偏移的钝化层过孔(图5(b)),PI液较难进入过孔而更容易产生不良。
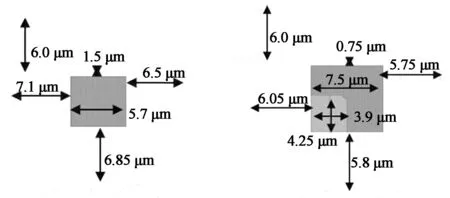
图9 钝化层掩膜变更方案。(a)变更前;(b)变更后。Fig.9 Schematic chart of changed schemes of PVX mask. (a)Before change; (b) After change.
该钝化层掩膜变更如图9所示,为增大钝化层过孔偏移量,公共电极走线岛状突出尺寸从19 μm缩小至11 μm,钝化层过孔尺寸从5.7 μm增大至7.5 μm,过孔偏移量变更为3.9 μm。为减小钝化层过孔数量的影响程度,过孔周期从1/3变更为1/6,掩膜版变更后,“线Mura”发生率从100%降低至15%,得到有效改善。
3.2.2 喷墨打印涂布方式改造改善方案
“线Mura”不良的产生一方面是由于钝化层过孔设计不利于PI液的扩散进入过孔导致;另一方面是由于PI液涂覆方式的变更导致。HADS产品的涂布设备从辊涂转印变更为喷墨打印,PI膜的成型也从APR版转印变更为PI液滴依靠重力和表面张力扩散成膜,APR版转印相比于喷墨打印,成膜更具均匀性和定向性,喷墨打印液滴距离为60 μm,如果相邻液滴通过自身扩散形成均匀PI膜,就必须在粗糙TFT表面跨越60 μm距离彼此融合。在每一滴液滴量恒定的情况下,可以通过多次滴定来提高液滴间扩散均匀程度。
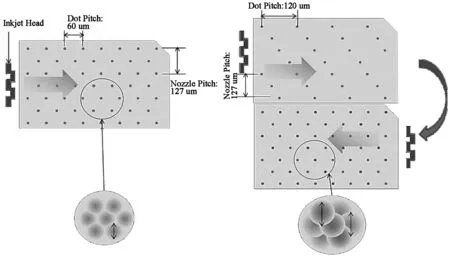
图10 不同涂布次数的喷墨打印示意图。(a)1 次涂布;(b) 2 次涂布。Fig.10 Schematic diagram of inkjet coating. (a) Once coating; (2) Twice coating.
为提高喷墨打印 PI液滴涂布均匀性,PI液滴涂布次数由1次变更为2次(如图10所示),涂布液滴间距由60 μm变更为120 μm,单次涂布时间16 s,在第二次涂布液滴滴下之前,第一次涂布滴定的液滴可以获得额外16 s的扩散时间,两次涂布的叠加效果是液滴间距更小,膜厚更均匀。“线Mura”不良率从15%进一步降为1%。
为改善喷墨打印涂布均匀程度,也可以通过改变机台角度来实现,因TFT上数据线、栅极线走线具有方向性,喷头涂布过程中吐出的液滴也具有方向性,通过改变液滴滴定的方向可以改变液滴在走线周围的扩散方向。通过验证机台角度0°/1°/1.5°/2°/3°涂布,发现机台角度2°时对“线Mura”有改善效果,不良发生率从1%进一步降为0.2%。
4 结 论
HADS产品从辊涂转为喷墨打印涂布PI膜时,涂布方式由APR版转印变为喷墨打印,涂布方式的变更造成了PI液滴在高段差钝化层过孔位置扩散的不均匀。这是因为钝化层过孔位于公共电极走线岛状结构之上,钝化层过孔段差较大导致了PI液滴扩散到过孔内部必须跨越过孔上沿的势能位垒。而过孔周围PI液滴扩散表面的粗糙性又导致了PI液滴接触角的滞后性,两者共同作用的结果是,PI液滴的低势能不足以跨越过孔障碍,钝化层过孔内由于没有PI液的填充而导致过孔周围PI液堆积而产生“线Mura”不良。解决“线Mura”不良,首先要降低PI液滴扩散至过孔内部所要跨越的势能位垒障碍。通过对比分析发现,正常显示正常区的钝化层过孔和Com走线有一定的偏移量,该偏移量使得过孔上部有一定缺口,PI液滴可以通过该过孔缺口扩散至过孔内部,而“线Mura” 区无此过孔偏移现象。通过变更钝化层掩膜来改变钝化层过孔的尺寸和偏移量,使得钝化层过孔和公共电极走线有一定偏移量(钝化层半过孔),该变更利于PI液通过半过孔缺口设计进入钝化层过孔内。为了减小钝化层过孔尺寸和数量对PI液扩散的不利影响,钝化层过孔数量周期从1/3变更为1/6,过孔尺寸从5.7 μm增大到7.5 μm。总之,钝化层掩膜设计变更极大改善了“线Mura”不良,不良率从100%降为15%。其次,我们也从提高PI液滴涂布均匀性方向出发,将喷墨打印涂布方式从1次涂布变更为2次涂布,两次涂布的叠加效果是相邻液滴间扩散时间更久,液滴间距更小,膜厚更均匀。“线Mura”不良率从15%降为1%。通过改变PI液滴在过孔周围走线的扩散方向来提高扩散均匀性,通过将台角度从0°变为2°,不良率从1%降为0.2%。