闭式整体叶盘电火花加工时间预测研究
2020-04-29阮虢凯陶旭牧野康小明
阮虢凯,陶旭牧野,康小明
(1.上海交通大学深圳研究院,广东深圳 518057;2.上海交通大学机械与动力工程学院,上海200240)
电火花加工因具有加工过程中无机械切削力、能进行复杂型面加工等特点,被广泛应用于精密模具和航空航天等领域[1-2]。闭式整体叶盘是航空航天发动机的核心零件,其流道形状复杂且工件材料硬度较大,难以切削加工,电火花成形加工是目前针对该类零件较适合的加工方法。随着现代化生产的普及,越来越多的学者开始关注如何在电火花加工技术中融入信息化、智能化[2]。准确、合理地预测零件的电火花加工时间对自动化生产意义重大,对于加工时间动辄上百小时的闭式整体叶盘类零件更是如此。
电火花加工时间不仅受到加工过程中的电参数及冲液条件的影响[3-6],而且也受到加工轨迹和电极进给的影响。电极的加工轨迹越复杂、进给深度越大,工件材料去除量与加工时间的非线性就越明显。闭式整体叶盘由于流道形状弯扭较大,电极形状和进给轨迹较复杂,需通过四~六轴联动进行加工;电极的进给深度通常为数十毫米,这些因素使闭式整体叶盘的电火花加工时间的准确预测非常困难。
传统电火花加工时间预测方法是利用形状和尺寸类似于实际加工的电极进行预加工,将加工时间作为预估时间,或通过简单形状的棒状电极进行加工实验,获取材料去除率并用来预测加工时间[7]。上述方法在整个工件加工过程中假定材料去除率恒定,仅适用于加工轨迹较简单、加工深度不大的情况,若用于闭式整体叶盘的加工时间预测时,既不准确也不合理。本文提出一种闭式整体叶盘电火花加工时间预测方法,适用于四~六轴联动进给,在不同的进给深度采用不同的材料去除率,有望更准确地预测闭式整体叶盘电火花加工的时间。
1 加工时间预估算法
闭式整体叶盘电火花加工时间的预估算法流程见图1。在实施该算法时,首先通过电极加工实验获取各个伺服轴在不同加工深度段的材料去除率,并拟合所获得的各伺服轴材料去除率随着电极进给变化的规律;其次利用加权平均法得出各伺服轴对加工效率的影响规律;接着将闭式整体叶盘型腔在进给主方向上划分为若干段并获取各深度段的体积,计算得到各深度段的加工时间;最后,加和得出叶盘总的加工时间。
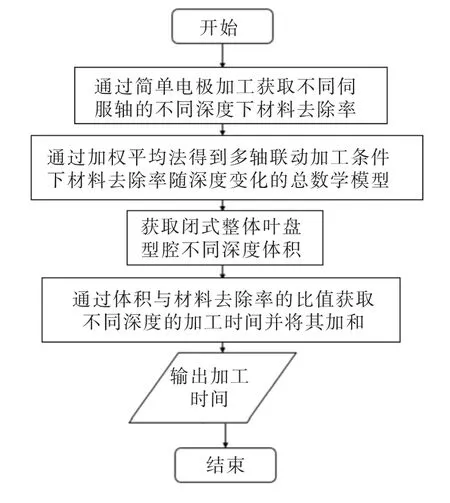
图1 加工时间预估算法
前已述及,闭式整体叶盘需多轴联动电火花加工。多轴联动电火花加工的材料去除率MRR与各伺服轴单独加工时的工件材料去除率关系如下:

式中:η为面积系数,通过实验获得;αi为伺服轴i的权重;MRRi为伺服轴i的材料去除率,mm3/min,其大小通常随着进给深度的增加而减小。
权重αi的计算方式如下:

式中:Δi为加工过程中伺服轴i的进给量。
式(2)中直线轴的进给量能通过G代码直接得出,即直线轴走过的最大距离;旋转轴的进给量需通过以下方式确定,即:由于叶盘与电极分别安装在B、C轴上,并且最大回转半径处易放电,旋转轴的进给量可由式(3)、式(4)计算:

式中:c为C轴最大旋转角;rC为电极最大旋转半径,mm,由于叶盘流道是从两边分开加工的,故电极具有两个回转半径(图2a);b为B轴最大旋转角;rB为叶冠内半径(图 2b),mm。
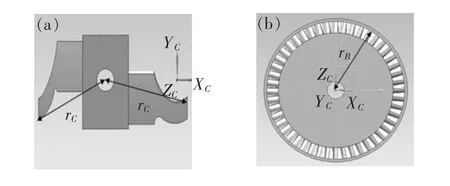
图2 电极与叶盘回转半径选择
如图3所示,将叶盘加工型腔在深度方向上平均分为j段,并通过式(5)计算总加工时间T:

式中:Vj为不同深度下每一小分割段的体积,mm3;MRRj为每一分隔段对应的材料去除率,mm3/min,通过式(1)计算获得。
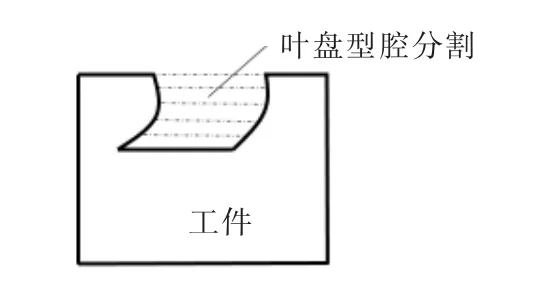
图3 叶盘型腔分割
2 实验设计及结果分析
若要准确预测闭式整体叶盘电火花加工的时间,就需要知道式(1)中的面积系数η及各伺服轴的材料去除率MRRi。为此,本文设计了不同横截面的电极和不同伺服轴的加工实验,最后归纳得出相应的加工规律,为加工时间的预估做好前期准备。
需要说明的是,本实验是在给定的电极、工件材料和加工参数下进行的,如果实际加工条件与本实验不同,则可遵循本文给出的方法进行相应的实验设计,以获得适用的加工规律。实验条件见表1,实验在自主开发的六轴联动电火花成形机床上进行,见图4。
2.1 不同横截面电极的加工实验
实验记录了不同直径的石墨棒电极在单轴加工不同深度下所用时间(表2)。其中,“该深度段材料去除率”为该深度下加工1 mm的材料去除率。例如:当加工深度为2 mm时,该项是指从1 mm深度加工到2 mm深度时的材料去除率。
图5a是用不同石墨电极在不同深度下加工的用时,可见,直径较大的石墨电极在相同深度下的进给速度较慢,这是因为电极直径较大时,去除的工件材料较多。同时,直径越小的电极,其稳定加工的深度较小,因为深径比越大,排屑效果越差,加工越不易进行。将“该深度段材料去除率”作为该深度段中间值的材料去除率,得到的结果见图5b,可见,随着加工深度的增加,材料去除率逐渐减小,当达到一定深度时,放电极其不稳定,加工难以进行。
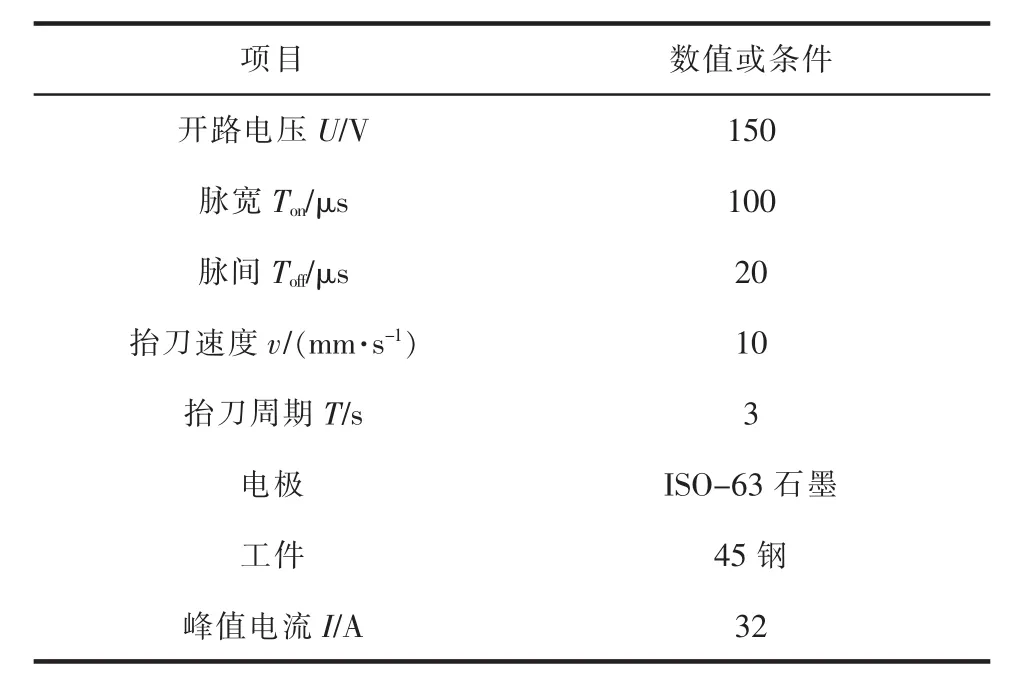
表1 加工参数表

图4 实验用六轴联动电火花成形机床
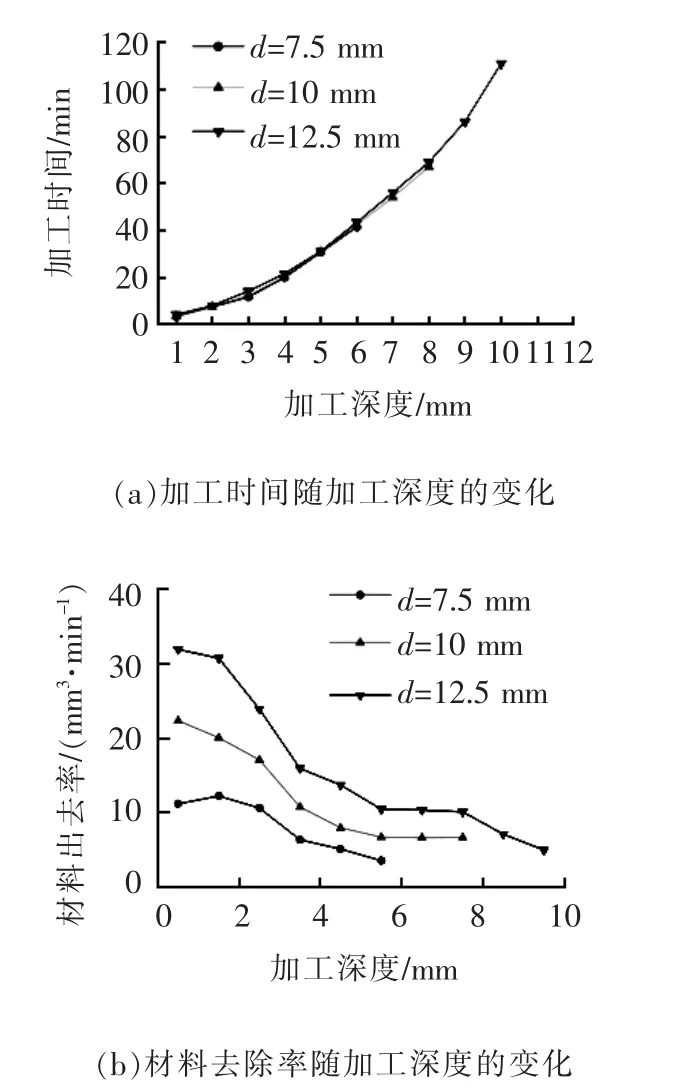
图5 加工时间和材料去除率随加工深度的变化

式中:MRR为需要预测加工时间的电极材料去除率,mm3/min;MRRφ10为直径 10 mm 的电极材料去除率,mm3/min;S为需要预测加工时间的电极横截面积,mm2;Sφ10为直径 10 mm 的电极横截面积,Sφ10=78.5 mm2。
2.2 不同伺服轴的加工实验
在闭式整体叶盘加工时,需多个伺服轴联动加工,本文针对直线轴设计了相同深度的加工实验,
根据表2可归纳得出在此条件下,石墨电极的材料去除率与横截面积的变化关系:针对旋转轴设计了相同时间的加工实验,其中电极横截面积均为78.5 mm2,与直径10 mm电极的横截面积相同。由表3、表4所示实验记录可见,直线轴X轴、Y轴的材料去除率较接近且均小于Z轴的材料去除率,这是因为X轴、Y轴相较于Z轴的负载较大。将旋转轴与直线轴相比,安装工具电极的C旋转轴的伺服加工效率低于直线轴;由于叶盘工件安装在B轴上,叶盘摆动对流场的扰动增强了排屑效果,故B轴的加工效率高于C轴。
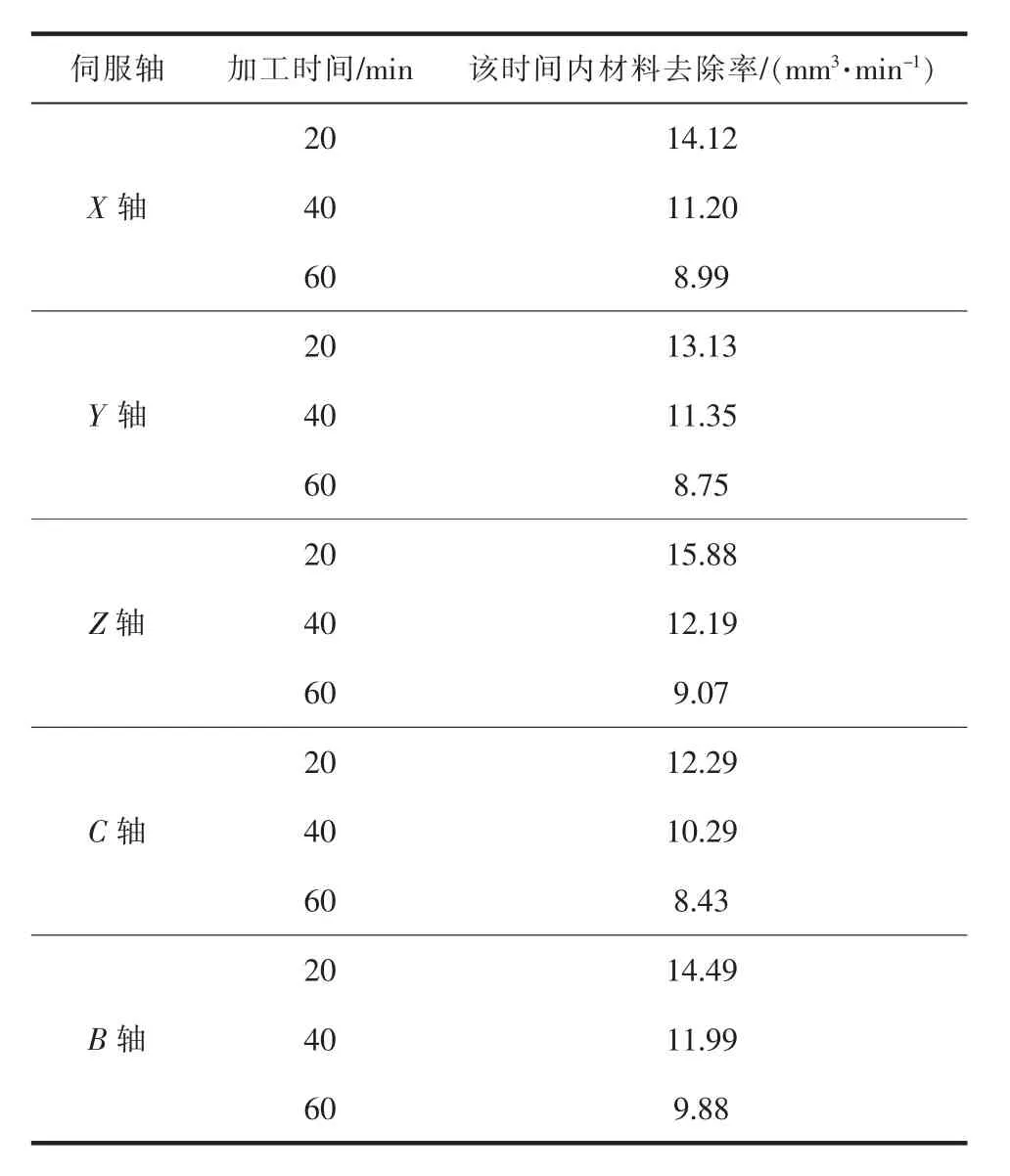
表4 直线与旋转伺服轴加工数据
根据表3和表4,利用指数差值拟合得出不同伺服轴的材料去除率表达式;对于旋转轴而言,由于无法直接测量加工深度,可采用式(10)和式(11)的形式表达:
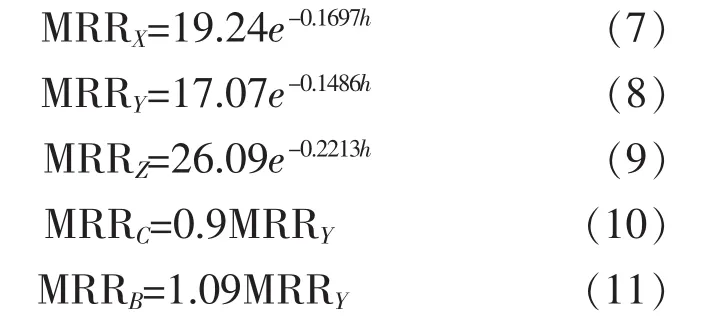
式中:MRRX、MRRY、MRRZ、MRRC、MRRB为各伺服轴的材料去除率,mm3/min;h为加工深度,mm。
3 闭式叶盘加工时间预测及实验验证
为了验证上述多轴联动电火花加工时间预测算法的有效性,针对某闭式整体叶盘采用圈内电极部分进行加工时间预测及实验验证。加工电极及叶盘模型见图6,加工参数同表1。闭式整体叶盘的加工过程分为进给运动及拷贝运动两个阶段,电极首先从叶盘的外面进入流道并进给至终点位置,再沿着叶盘的周向进行旋转,通过拷贝运动获得叶盘的叶盆和叶背形面。
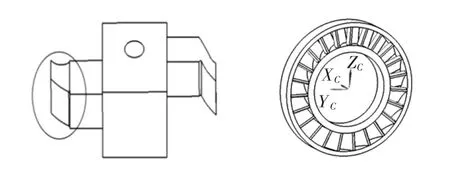
图6 加工电极及叶盘模型
若要获取不同深度下的多轴联动电火花加工材料去除率,首先需要电极及进给轨迹的参数,具体为:电极加工进给深度ΔY=6 mm,平均横截面积Sφ=64.9 mm2,叶盘平均厚度为 10.03 mm;进给主方向为+Y,轨迹沿X轴、Y轴的进给量ΔX=0.08 mm、ΔY=6 mm,C 轴转动量 c=2°、B 轴转动量 b=0.59°;叶盘的叶冠半径rB=64.6 mm,电极最大旋转半径rC=26.9 mm。进给运动涉及X、Y、C三轴联动,且依据式(3)可得ΔC=0.94 mm;拷贝运动涉及 Z、B两轴。依据式(1)可得进给运动材料去除率表达式为:

依据式(2)可得出 αX=0.08/7.02、αY=6/7.02、αC=0.94/7.02,联立式(7)、式(8)、式(10)和式(12),可得到多轴联动下材料去除率随着深度的变化规律:

然后,还需获取工件在不同深度下被去除的体积。利用自行开发的电火花加工材料去除过程仿真软件[8-9],可动态计算出不同深度下工件被去除的体积和工件与电极的轮廓。最终,根据式(5)预测出进给运动时间44.32 min,实际加工时间42.12 min(图7a),误差5.2%;拷贝运动由于加工时间较短,材料去除率采用了B轴与Z轴在短时间内加工的平均值,为15.19 mm3/min,得出拷贝时间为3.97 min,而实际拷贝时间为4.93 min;实验预测的总加工时间为48.29 min,实际总加工时间为47.05 min(图7b),误差为2.6%。图7c是电极未进给到终止位置前、加工中间状态时的工件和电极轮廓。
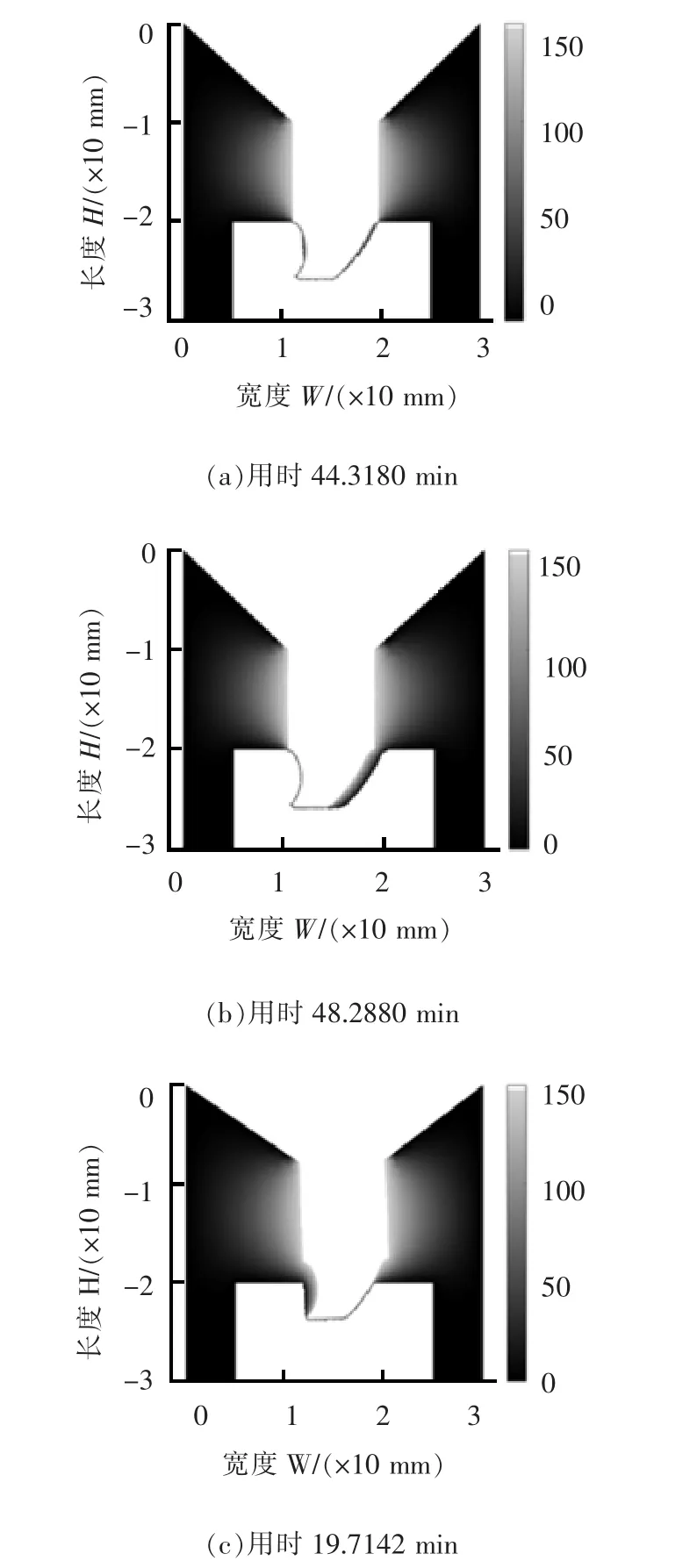
图7 预测加工时间图
4 结论
本文提出了一种适用范围广、实时性强的多轴联动电火花加工时间预测方法。该加工时间预测的关键在于利用单个伺服轴的材料去除率数学模型,通过加权平均算法得到多轴联动加工条件下材料去除率数学模型,并用来进行加工时间预测。闭式整体叶盘加工实验结果表明,使用该预测方法预测的加工时间与实验结果一致,从而为闭式整体叶盘电火花加工的生产规划提供了一定的参考。
