某铝包复合材料芯软铝型线绞线断裂原因分析
2020-04-23
(上海国缆检测中心有限公司, 上海 200093)
与传统钢芯铝绞线(ACSR)相比,复合材料芯绞线(ACCC)具有载流和传输效率高(线损小,持续运行温度高)、弧垂特性好(单位长度质量小,线膨胀系数小)、耐腐蚀性优良等显著优势[1-4],被大量应用于线路增容改造工程,在某些新建线路中亦有广泛应用[5]。但是,普通ACCC导线的芯棒耐弯折、抗冲击性能较差,且施工工艺复杂[6],无法按照传统压接工艺进行施工。为方便施工,一些厂商开发了铝包复合材料芯棒或绞合型复合材料芯棒,这类芯棒在传统复合材料芯棒外部包覆一层软铝或套上一软铝套管,提高了产品的抗冲击性能;在用改进型钢锚后,可像压接传统钢芯铝绞线的钢芯一样压接芯棒,大大简化了施工工艺,同时降低了金具成本。
宁夏某在建输电线路采用了天津某厂生产的铝包复合材料芯软铝型线绞线,其型号规格为JLRX1/F1B-350/40,该线路某档在安装完成后当晚绞线发生断裂。断线档距为399 m,紧线时环境温度为15 ℃,紧线张力为23.56 kN,在该档距中央(即第4和第5个间隔棒中间处,该线路采用二分裂结构)发生了绞线断裂,如图1所示。为查明绞线断裂的原因,笔者对断裂绞线进行了一系列检验和分析。

图1 断裂绞线的宏观形貌Fig.1 Macro morphology of the fractured conductor
1 理化检验
1.1 宏观观察
截取适当长度同批次新绞线,拆解并测量绞线结构,发现该绞线由两层梯形软铝型线围绕一根铝包复合材料芯棒同心绞合而成,外层铝线根数为16根,内层铝线根数为12根。各部位尺寸测量结果见表1和表2,可见该绞线结构符合GB/T 32502—2016 《复合材料芯架空导线》、GB/T 29324—2012《架空导线用纤维增强树脂基复合材料芯棒》、 GB/T 29325—2012《架空导线用软铝型线》和Q/NJL0001S—2018L《铝包复合材料芯架空导线》的技术要求。根据表1和表2的测量结果和导线技术规范绘制断裂绞线的结构示意图,如图2所示。
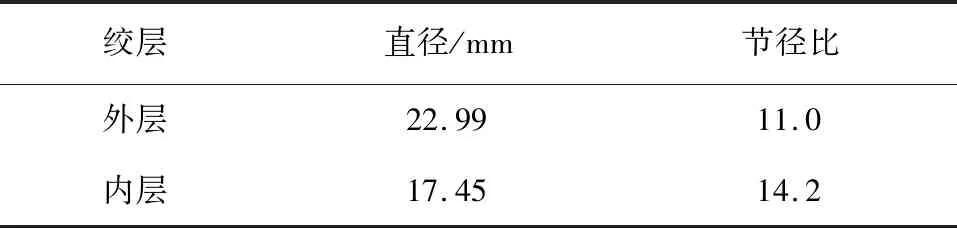
表1 绞层尺寸测量结果Tab. 1 Test results of the conductor layer dimension
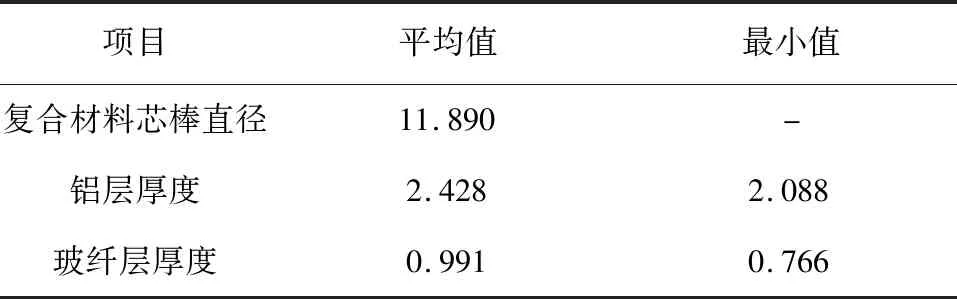
表2 复合材料芯棒尺寸测量结果Tab. 2 Test results of the composite core dimension mm

图2 断裂绞线结构示意图Fig.2 Structure diagram of the fractured conductor
1.2 力学性能试验
1.2.1 绞线综合拉断力
按照GB/T 32502—2016要求,截取长度为10 m的绞线3根,端部压接配套的耐张线夹后,进行综合拉断力测试,测试结果分别为123.1,125.9,120.3 kN,可见绞线综合拉断力均大于120 kN,且结果较为稳定,符合Q/NJL0001S—2018L的技术要求。
1.2.2 铝包复合材料芯棒拉断力试验
截取适当长度的同批次新绞线,剥除铝绞层后,对铝包复合材料芯棒进行拉断力试验。铝包复合材料芯拉断力试验结果分别为:81.64,79.80,87.74,86.12,86.72 kN,可见所有试样的拉断力均符合Q/NJL0001S—2018L的要求。检查断后试样发现,铝包复合材料芯棒拉伸断裂位置均位于钢锚压接位置,其中2根芯棒断裂位置和铝层断裂位置一致,其余3根试样的铝层断裂后,芯棒从钢锚内拔出。
试样的典型拉伸曲线如图3所示,所有试样拉伸曲线均表现同一特征,即张力在70 kN左右时会突然下降(图3中椭圆处所示),随后张力持续增加,直至试样断裂。这种张力下降现象是由于铝层断裂所致,这表明在铝包复合材料芯棒正常拉伸断裂过程中,总是铝层率先发生断裂。观察图3中椭圆位置,发现张力下降了约4.5 kN,该力值与生产商提供的资料显示的铝管能够承受的拉力数值吻合(70 mm2×65 MPa=4.55 kN)。
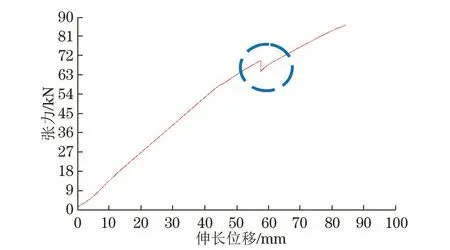
图3 铝包复合材料芯棒的典型拉伸曲线Fig.3 Typical tension curve of the aluminum-clad composite core
1.2.3 铝包复合材料芯棒径向耐压试验
截取5根长度约为100 mm的铝包复合材料芯棒,在电子万能材料试验机上进行径向耐压试验,试验结果分别为:88.75,90.10,87.71,88.31,86.35 kN,符合Q/NJL0001S—2018L的技术要求。该试验结果远高于普通未包覆铝层的复合材料芯棒,表明包覆铝层对于提升复合材料芯棒的耐压能力有较大提升。试样压扁后端部形貌如图4所示。

图4 铝包复合材料芯棒径向耐压试验后端部宏观形貌Fig.4 Macro morphology of end of the aluminum-clad composite core after radial crush test
由图4可见试样的铝管已压扁,径向严重变形并产生芯棒分离,芯棒均已开裂错位,但铝管受压位置表面依然光洁平整,未见任何明显损伤。
1.3 机电性能试验
从绞层的外层和内层随机选取3根软铝型线,进行等效直径、抗拉强度、电阻率测试,测试结果表明,外层铝线平均等效直径为3.499 mm,平均抗拉强度为86.8 MPa,平均电阻率为0.027 103 Ω·mm2·m-1;内层铝线平均等效直径为3.546 mm,平均抗拉强度为84.1 MPa,平均电阻率为0.027 239 Ω·mm2·m-1,均符合GB/T 29325—2012的技术要求。
1.4 断口分析
1.4.1 铝线断口
检查图1所示断裂绞线,发现所有软铝型线断口颈缩明显,均呈现拉伸延性断裂特征,断口附近铝线表面未见任何损伤。这表明铝线断裂的根本原因在于轴向负荷过大,超过了铝线的强度极限。
1.4.2 铝包复合材料芯棒断口
(1) 宏观形貌
铝包复合材料芯断棒口如图5所示,可见断口端部铝层颈缩明显;断口两端铝层外表面沿纵向方向连续分布着明显的鱼鳞状凸起。在B端断口,紧邻凸起部位铝层出现明显凹陷。观察发现这种鱼鳞状凸起在断口两端均连续存在,在A端断口后方,延续长度约40 cm,在B端断口后方,延续长度约29 cm。铝层表面的鱼鳞状凸起和凹陷在断口两端均出现了旋转和倾斜,A端倾转长度约10 cm,B端倾转长度约8 cm。这表明在铝层拉伸断裂过程中,发生了较大幅度的扭转。

图5 铝包复合材料芯断口宏观形貌Fig.5 Macro morphology of fracture of the aluminum-clad composite core
在铝管断口内部,A端复合材料芯棒断口缩进约5 mm,断面较平整。B端复合材料芯棒断口在铝管断口内深不可见,仅发现玻纤层断裂后拔出外露,露出长度约15 mm。
采用车床将A端断口铝管切断,并缓慢拔出,观察铝管内壁,发现铝管内壁光洁,未见明显缺陷,其内部芯棒断口如图6 a)所示。可见断面延伸长度约85 mm,芯棒表面多处有明显损伤痕迹,如图6 b)所示。由图6 b)可见,芯棒的断口可分为3个区域,如图中标示位置。1区芯棒表面有一巨大径向裂缝,该裂缝几乎贯穿了芯棒圆周,导致一半芯棒断裂分离,在裂缝后端,芯棒沿纵向开裂,肉眼可见开裂长度约25 mm。2区芯棒的玻纤层表面沿径向分布5条近乎平行排布的外力冲击痕迹,靠近左端的芯棒断裂脱离。3区断口靠近铝管断裂位置,断面平整,玻纤层表面亦可见明显外力冲击痕迹。

图6 A端复合材料芯从铝管拔出后及断口宏观形貌Fig.6 Macro morphology of a) the composite core after pull off the aluminium tube and b) the fracture of the end A
(2) 复合材料芯断口微观形貌
图7所示为1区断口宏观形貌,可见复合材料芯棒断裂位置形成3层阶梯,下层阶梯平面穿过芯棒横截面圆心,将芯棒分成两半;中间层阶梯大约处于玻璃纤维(以下简称玻纤)层下方;上层阶梯即芯棒表面玻纤层。下层与中间层阶梯之间垂直抬升,而中间层与上层阶梯之间,由于玻纤层断口呈剪切状,两层之间呈阶梯状。
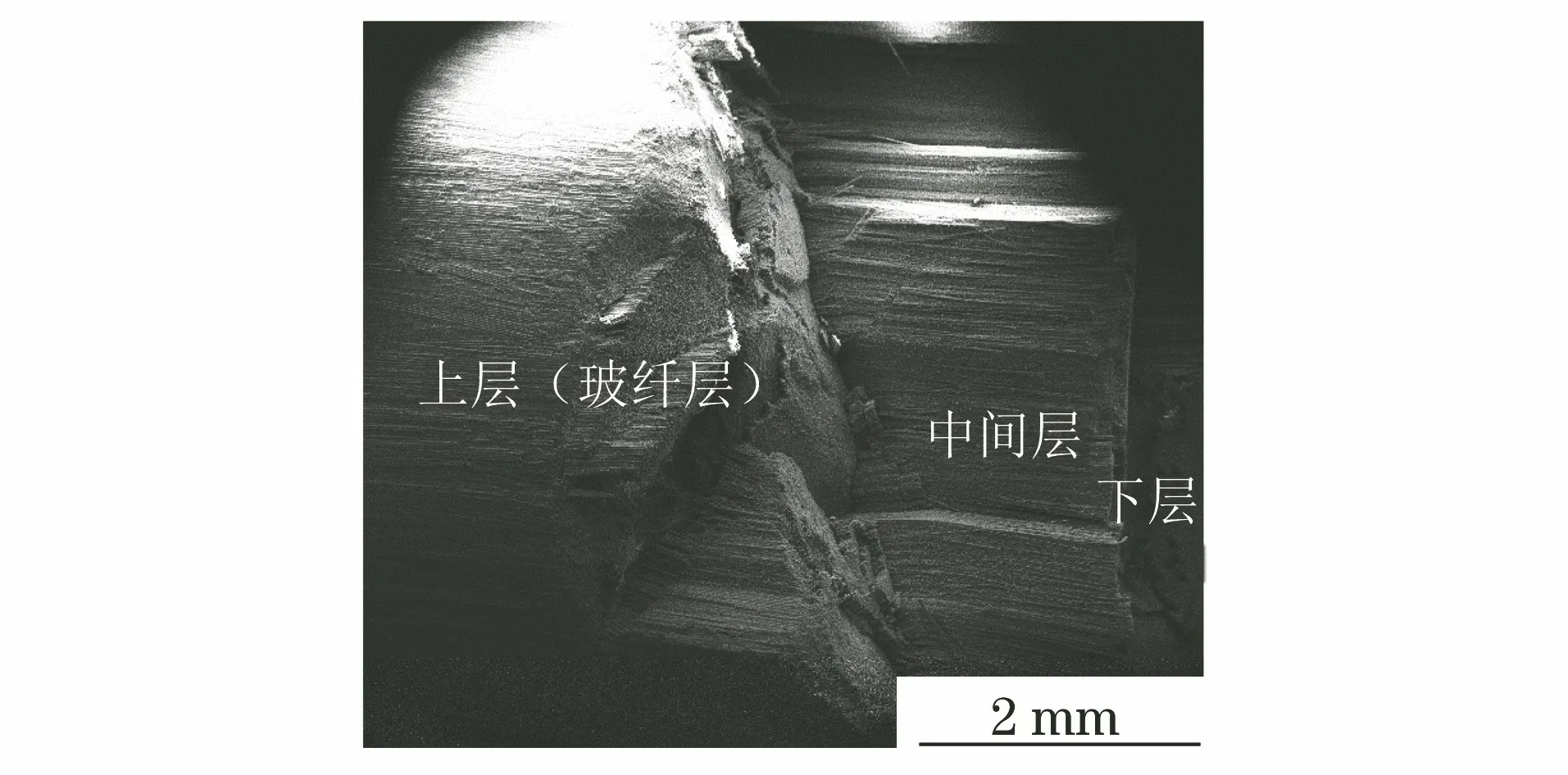
图7 1区断口宏观形貌Fig.7 Macro morphology of zone 1
图8 a)所示为1区玻纤层断裂微观形貌,可见玻纤断裂位置参差不齐,在断口端部后方,环氧树脂与玻纤大面积分离,如图8 a)中A区所示。在断口端部呈现较浅的蜂窝状,即玻纤断裂后拔出痕迹,如图8 a)中C区所示。在断口端部与后方的结合部,图8 a)中的B区所示,可见环氧树脂受力变形后包裹了部分玻纤断口。放大该区域观察发现部分纤维断口呈现剪切断裂特征,如图8 b)所示。
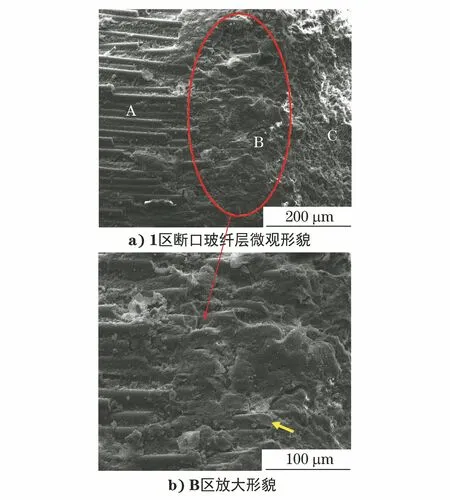
图8 1区断口玻纤层微观形貌Fig.8 Micro morphology of a) the fiberglass layer of zone 1 fracture and b) the mognification morphology of zone B
图9 a)所示为玻纤层与中间层断面结合部位的微观形貌,可见玻纤层下方的碳纤维断裂整齐,且层次分明,另可见中间层与玻纤层结合部断面上纤维碎裂成一束束较短纤维,所有纤维的方向与芯棒纵向方向基本一致。在玻纤层与中间层之间的阶梯,则是由于碳纤维在不同位置断裂后纤维拔出形成的。
图9 b)所示为中间层断面与下层断面结合部位的微观形貌,可见中间层碳纤维断裂端面凹凸不平,在同一端面纤维断裂位置几乎一致,纤维方向与芯棒纵向一致。在中间层与下层结合部,可见大量纤维碎屑,沿芯棒径向分布。表明在外力冲击过程中,部分纤维断裂后,从中间层塌落至下层结合部位。

图9 1区断口微观形貌Fig.9 Micro morphology of zone 1: a) micro morphology for junction part of fiberglass layer and middle layer; b) micro morphology for junction part of middle layer and lower layer
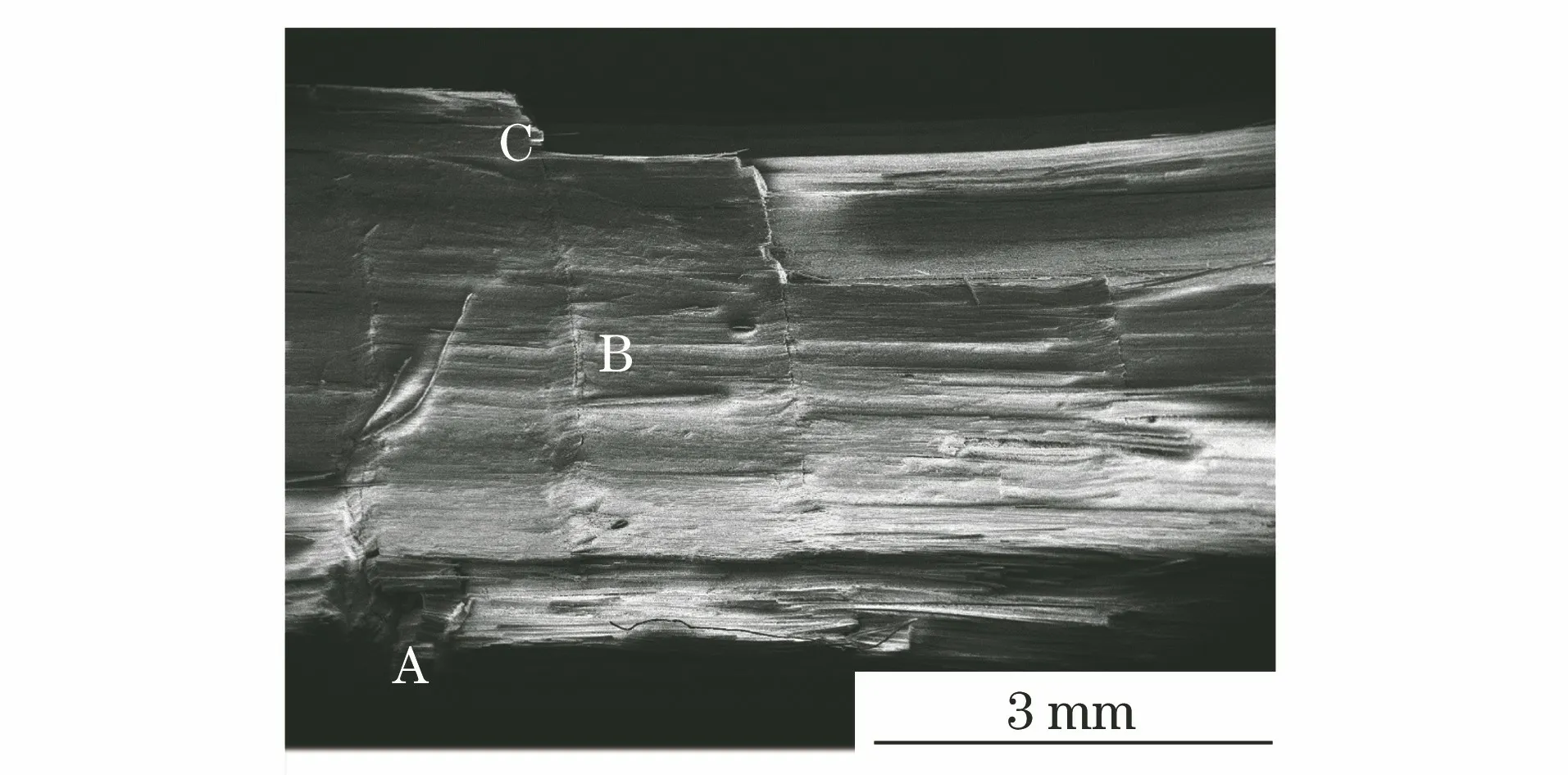
图10 2区断口宏观形貌Fig.10 Macro morphology of zone 2
图10所示为2区断口宏观形貌,图中A区所示为玻纤层损伤位置,B区所示为芯棒纵向开裂面,可见在该表面沿径向分布4条巨大裂痕,裂痕贯穿整个试样截面,C区所示为一裂痕端部纤维断裂区域。
图11所示为玻纤层表面(即图10中A区)损伤状态微观形貌,可见玻纤层呈粉碎性破裂,环氧树脂碎裂严重,纤维断裂参差不齐,损伤深度达到了859.5 μm。结合表2可知,该损伤已经波及芯棒内部碳纤维。
图12所示为芯棒内部纵向开裂面(即图10中B区)的微观形貌,可见这种径向贯穿裂痕的实质是碳纤维断裂后痕迹,碳纤维在冲击负荷作用下发生断裂,由于碳纤维复合材料的结构特性,断后纤维呈层状分离[7],形成高低梯度。图13所示为图10中C区微观形貌,可见碳纤维大规模断裂后拔出,形成凸台。
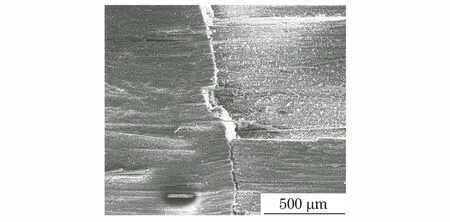
图12 2区断口的B区微观形貌Fig.12 Micro morphology for zone B of zone 2 fracture
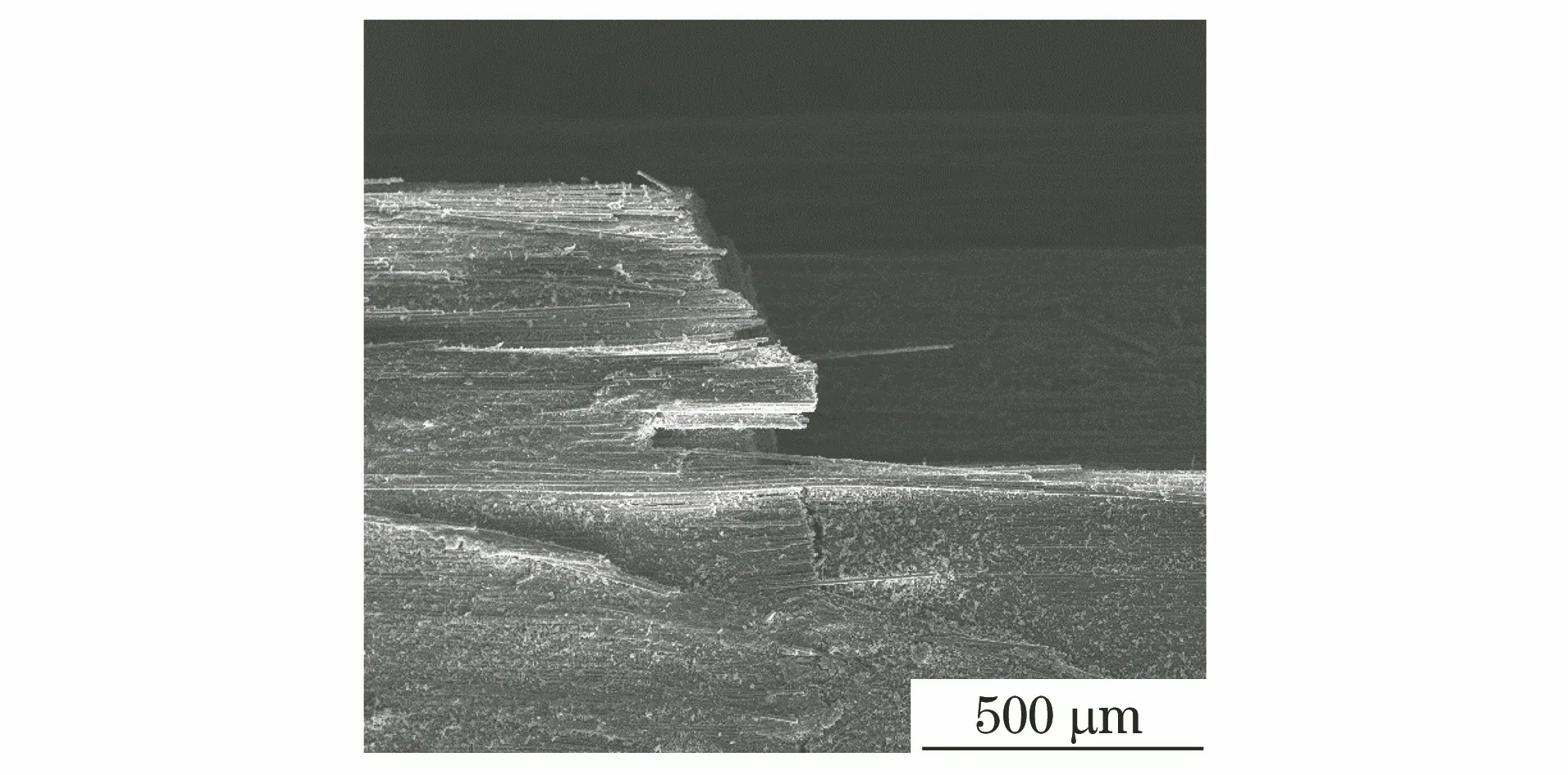
图13 2区断口的C区微观形貌 Fig.13 Micro morphology for zone C of zone 2 fracture
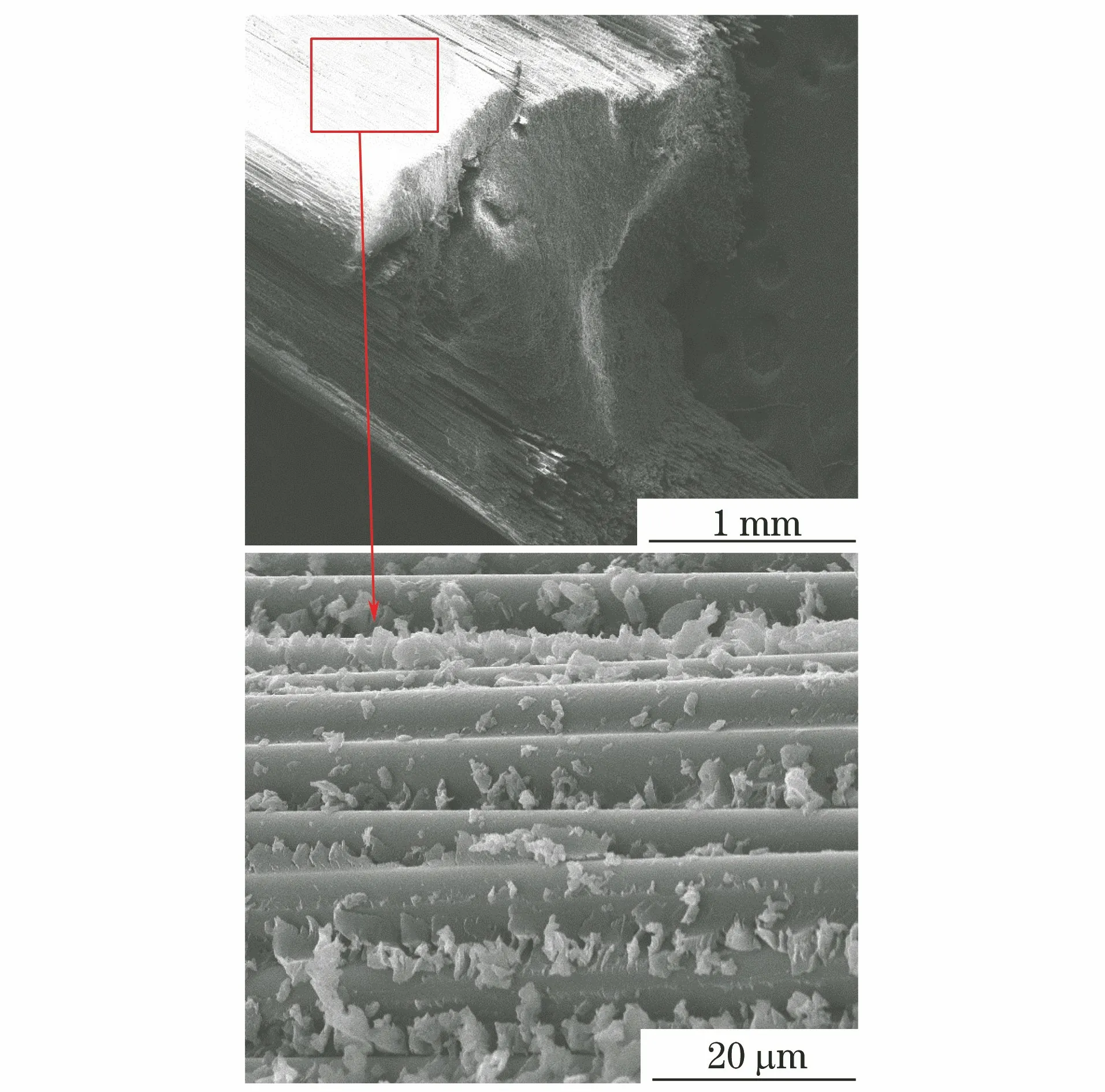
图14 3区断口形貌Fig.14 Morphology of zone 3 fracture
图14所示为3区断口形貌,可见玻纤层断裂后玻纤参差不齐,而内部碳纤维断面平整,冲击断裂特征显著。放大图中可见碳纤维表面的环氧树脂撕裂,呈鱼鳞状分布,部分变形严重呈倒钩状。这表明芯棒多处断裂后,在拉伸应力作用下,芯棒沿断裂位置分层拔出[8]。
1.5 金相检验
截取图6中1区后方约8 cm处的铝包复合材料芯棒,切断时发现,此处芯棒表面玻纤层拔出,其后拔出距离仍不可知。对截取的试样端部密封后(避免浇注时环氧树脂进入缺口内部),用环氧树脂浇注试样,待彻底固化后,研磨、抛光试样表面,用金相显微镜观察,如图15所示。
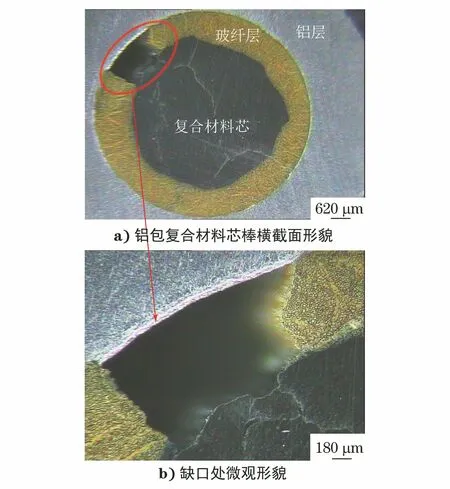
图15 铝包复合材料芯棒横截面缺口处微观形貌Fig.15 The a) cross section and b) notch position of the aluminum-clad composite core
图15 a)所示为铝包复合材料芯棒横截面形貌,可见复合材料芯棒外部玻纤层局部缺失,芯棒内部碎裂成多块。玻纤层缺失位置,正好位于前文所述铝管凹陷和凸起位置斜下方。观察铝管内壁,所有位置与玻纤层紧密贴合,未见明显异常状态。芯棒内部碎裂从玻纤层缺失位置起源,裂纹扩展至缺口位置相对一侧玻纤层。图15 b)所示为缺口位置微观形貌,测量缺口位置尺寸,靠近铝管一侧宽度为2 064 μm,靠近芯棒一侧宽度为1 485 μm,平均厚度为962 μm。
2 分析与讨论
2.1 复合材料芯棒断裂机理分析
由芯棒径向耐压试验可知,想要将包覆铝管的芯棒压缩至开裂,载荷需达85 kN以上,在此载荷下铝管变形严重,并与芯棒分离。但观察断裂位置的铝包复合材料芯棒,铝管除上文所述表面缺陷和扭转外,未见与芯棒分离或内表面缺陷。由此可知芯棒表面的冲击损伤以及开裂并非在铝管包覆之后形成,而是发生在铝管包覆之前。由于未知的外力冲击,在复合材料芯棒表面形成一段长度达到15 cm以上的损伤,并最终导致芯棒断裂。
2.2 绞线断裂机理分析
由以上理化检验结果可知,该断裂绞线的铝层和铝管能承受的极限张力约为28.72 kN。该铝包复合材料芯棒的相关缺陷未能在绞制前被发现,致使其被绞入绞线中,在施工架线过程中,所有张力由铝绞层及芯棒外部铝管承担。
施工现场信息表明,该绞线在15 ℃时紧线张力为23.56 kN,导线断裂次日上午测试断裂档内气温仅为3 ℃,查阅相关气象资料,该地区在该季节夜间最低温度可达-3 ℃,且常有4~5级风。大的温差使导线弧垂降低,张力增大[9]。图5所示铝管表面扭转形态则表明,在铝管拉伸过程中线路发生了扭转,而这种绞线扭转在架线完成之后只能是由于风载荷引发的线路舞动引起[10]。在弧垂降低以及风载荷[11]的共同作用下,线路张力增大到了铝管和铝层所能承受的强度极限,最终导致该铝包复合材料芯软铝型线绞线断裂。
3 结论及建议
断裂绞线的各项性能均符合标准要求,但该断裂绞线的复合材料芯棒在包覆铝管前已多处受损及断裂,复合材料芯棒断裂的绞线在架线后,所有张力都由软铝层和铝管承担。因夜间温度降低,且风载荷作用引发线路舞动,使得绞线所受张力超过软铝层和铝管的强度极限,最终导致绞线断裂。
建议绞线生产商在复合材料芯棒生产过程中,加强质量监控,杜绝带有隐患的芯棒投入到后续的生产中。
