T4003铁素体不锈钢T形接头MAG焊工艺研究
2020-04-20付傲戴红周坤方乃文李丹晖
付傲 戴红 周坤 方乃文 李丹晖

摘要:采用MAG焊方法焊接厚度为6 mm的T4003铁素体不锈钢T形接头,并通过射线探伤、宏观与微观金相、硬度试验、X 射线衍射、高速摄像等测试手段对其进行评价分析。结果表明,T形接头焊缝成形良好,未见气孔、裂纹、未熔合、夹渣等缺陷;焊接接头组织没有明显硬化现象,焊缝微观组织为γ固溶体+δ铁素体,过热区组织为马氏体+铁素体,晶粒度约为3级;焊接过程为粗滴过渡,飞溅较少,电弧形态基本保持不变,焊接过程稳定。
关键词:铁素体不锈钢;T形接头;MAG焊;焊接工艺
中图分类号:TG 442
Abstract:The Tjoint of T4003 ferritic stainless steel with thickness of 6 mm was welded by MAG process and then analyzed and evaluated by Xray detector, macro and micro metallography, hardness test, Xray diffraction (XRD), highspeed camera etc. methods. The results showed that Tjoint without porosity, crack, lack of fusion and inclusion etc. defects was obtained and had good formality. Welds microstructure was γsolid solution + δferrite without apparent hardening of the phenomenon. Overheated HAZ microstructure was martensite+ferrite with level 3 grain size. Welding process was the coarse drop transition with less spatter, basically same arc and stable welding process.
Key words:ferritic stainless steel;Tjoint;MAG welding;welding process
0 前言
近年来,由于镍资源日趋紧张、含镍奥氏体不锈钢价格不断攀升等因素,而铁素体不锈钢作为一种不含或含镍少的不锈钢,与奥氏体不锈钢相比,其价格更为低廉[1-3],在很多领域将逐渐代替奥氏体不锈钢。随着真空冶炼技术的发展,碳氮总含量小于0.015%的成分设计变得容易实现[4],这使得铁素体不锈钢应用范围不断扩大,特别是在铁路货车箱体制造领域。然而,焊接性是限制铁素体不锈钢应用的最大障碍之一,其热影响区仅有少量甚至没有γ相变,晶粒剧烈长大,冲击性能将剧烈降低[5-7]。所以,引入奥氏体形成元素扩大α+γ两相区,形成更多奥氏体来阻碍铁素体长大,是解决这一问题的有效方法。
阮强等人[8]采用ER309LSi奥氏体不锈钢焊丝焊接T4003铁素体不锈钢,通过研究发现T4003铁素体不锈钢的高温热影响区组织为70%马氏体+铁素体,晶粒尺寸为30 μm,获得良好的焊接接頭,这不仅与 C,N元素含量低有关,更重要是由Mn,Ni奥氏体元素诱导高温热影响区中产生大量低碳马氏体,从而阻碍铁素体晶粒长大所致。张勇等人[9]采用ER309焊丝焊接T4003铁素体不锈钢,结果表明,由于T4003铁素体不锈钢中Ti和Mn元素含量偏低,导致T4003 铁素体不锈钢的晶粒长大倾向较明显。焊接接头存在较大的热影响区,热影响区的组织比母材晶粒明显粗大。鲁二敬等人[10]通过拉伸试验、弯曲试验、硬度试验和金相组织分析,研究MAG焊方法焊接的3 mm厚T4003铁素体不锈钢对接接头的力学性能和显微组织。结果表明,采用奥氏体不锈钢焊丝的 MAG焊接头,其焊缝组织均为板条状或网状铁素体和奥氏体,接头硬度较高,铁素体晶粒的粗化对接头的强度和硬度有不利影响。
相关学者在T4003铁素体不锈钢对接接头的研究较多,但在T形接头领域研究较少,而T形接头往往在重要结构中有较多应用。文中对T4003铁素体不锈钢的T形接头进行了焊接性研究,为其在铁路车辆的广泛应用提供理论依据和技术支撑。
1 试验材料与方法
1.1 试验材料
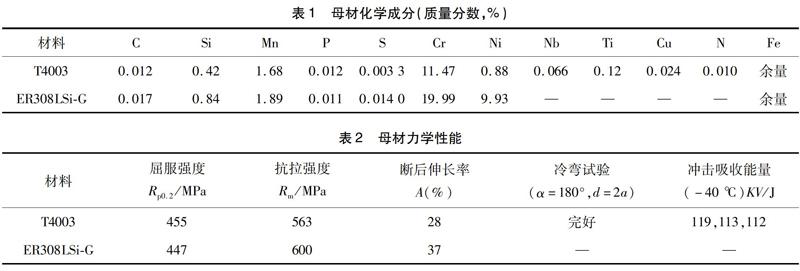
试验选用T4003铁素体不锈钢板材,规格为150 mm×300 mm×6 mm。焊前通过机械加工的方法去除试板的氧化皮,同时使用酒精清洗待焊区域附近的油污。焊接试验选用选用直径为1.2 mm的ER308LSiG奥氏体不锈钢焊丝。T4003铁素体不锈钢母材及ER308LSiG焊丝化学成分见表1,母材和焊丝熔敷金属的力学性能见表2。图1为T4003母材微观组织形貌,为铁素体组织。
1.2 T4003铁素体不锈钢与国内外同类材料比较
选择国内外几种与T4003铁素体不锈钢为同类材料进行冲击试验,其冲击韧性比较结果,如图2所示。试验结果表明,T4003铁素体不锈钢的冲击韧性最好,这是由于当C,N元素含量一定时,随着Cr元素含量降低,会抑制σ相析出,同时降低了脆性敏感性,从而增加了冲击韧性;又由于其Ni含量较高,可以扩大a+γ相区,有利于冷却过程中马氏体的产生,从而使T4003铁素体不锈钢冲击韧性明显优于其它材料。
1.3 试验方法
焊接试验采用焊接电源型号为奥地利福尼斯TPS4000焊机。表3为T4003铁素体不锈钢T形接头焊接时采用的焊接工艺参数。为了保证焊脚长度差,焊枪与试板间成45°,其相对位置关系,如图3所示。T形接头采用单道焊接,在立板的两侧各焊接一道。T形接头焊接完成后依据GB/T 3323—2005《金属熔化焊焊接接头射线照相》进行无损检测。焊接接头性能试样尺寸要求、取样方法和试验方法等参照GB/T 19869.1—2005《钢、镍及镍合金的焊接工艺评定试验》、GB/T 26955—2011《金属材料焊缝破坏性试验 焊缝宏观和微观检验》、GB/T 2654—2008 《焊接接头硬度试验方法》标准执行,并对该焊接工艺条件下的T4003铁素体不锈钢T形接头的组织及性能进行分析。
2 试验结果与分析
2.1 T形接头射线探伤结果
T形焊接接头经射线探伤后发现无任何不良缺陷,其具体射线探伤结果,如图4所示。
2.2 T形接头硬度试验结果分析
图5为T4003铁素体不锈钢的T形焊接接头硬度测试打点位置。图6为T4003铁素体不锈钢的T形焊接接头硬度分布。相对于母材而言,T形焊接接头熔合区和热影响区位置硬度较高,但没有明显硬化倾向。尽管焊缝处的晶粒比母材的粗大,但是由于在熔合区形成了马氏体组织,马氏体是硬脆相,相比较于母材的铁素体、焊缝区域的γ固溶体+δ铁素体,仍表现出较高的硬度。
2.3 T形焊接接头宏观和微观组织分析
图7为T4003铁素体不锈钢T形焊接接头宏观形貌。从图7可以发现,在上述焊接参数下进行焊接得到的接头结合良好,未见气孔、裂纹、未熔合、夹渣等缺陷。图8为T4003铁素体不锈钢T形接头微观组织形貌。焊缝区组织为γ固溶体+δ铁素体;过热区组织为马氏体+铁素体,晶粒度约为2~3级;正火区组织为马氏体+铁素体+少量δ铁素体;不完全正火区组织为铁素体+少量δ铁素体。T4003铁素体不锈钢由于具有较高的镍当量,奥氏体相区较宽,高温铁素体相区间被压缩,焊接过程中铁素体晶粒来不及长大就发生相变,有效阻碍晶粒长大,所以焊缝区晶粒尺寸仅为40 μm,如图 8a所示。Ti元素在液相和N元素反应析出TiN相,C元素则会在冷却时保留在马氏体中或者在铁素体晶内形成Nb和Ti的碳化物,这样避免碳氮化合物在晶界析出,同时马氏体板条状束位向各不相同,这对提高焊接接头冲击韧性十分有效。
2.4 X射线衍射结果分析
采用XRD测试手段对T形焊接接头中的焊缝中心及过热区位置进行测试,其测试结果,如图9所示。从图9可以发现,焊缝区组织为γ固溶体+δ铁素体;过热区组织为马氏体+δ铁素体,其中马氏体含量约占90%以上,这与微观组织分析相吻合。
2.5 电弧形态
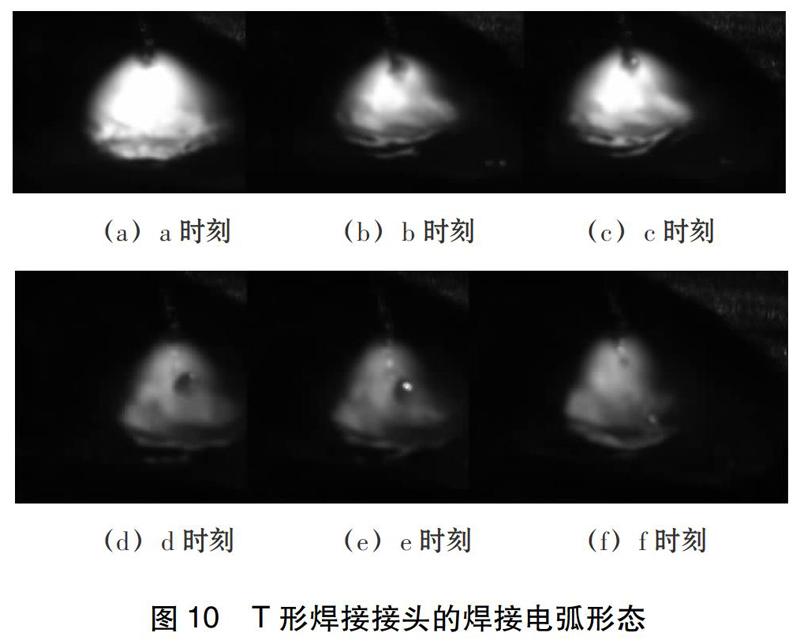
图10为在焊接电流为230 A、电弧电压为21.4 V下的电弧形态。整个电弧形态呈钟罩形,且形态稳定。a时刻,熔滴开始形成,熔滴尺寸略大于焊丝直径;b~c时间段内熔滴不断长大,且偏离焊丝轴向并绕焊丝末端旋转,同时电弧也随熔滴的旋转而发生偏转和形态的变化;d~e 时间段为熔滴脱离焊丝,开始向熔池发生过渡阶段,以粗滴形式过渡并伴有少量飞溅;f 时刻,熔滴进入熔池,下一个熔滴过程即将开始发生过渡[11]。
3 结论
(1)T4003铁素体不锈钢T形焊接接头接头结合良好,未见气孔、裂纹、未熔合、夹渣等缺陷。T形接头的焊缝组织为γ固溶体+δ铁素体;过热区组织为马氏体+铁素体;正火区组织为马氏体+铁素体+少量δ铁素体;不完全正火区组织为铁素体+少量δ铁素体。
(2)T形焊接接头熔合线和热影响区位置硬度较高,但没有明显硬化倾向,尽管焊缝处的晶粒比母材的粗大,但是由于在熔合区形成了马氏体组织,马氏体是硬脆相,相比较于母材的铁素体、焊缝区域的γ固溶体+δ铁素体,仍表现出较高的硬度。
(3)T4003铁素体不锈钢T形焊接接头的焊接过程为粗滴过渡形式,飞溅较少,电弧形态基本保持不变,焊接过程稳定。
参考文献
[1] 康喜范. 铁素体不锈钢[M].北京:冶金工业出版社.2012.
[2] 杨文平,闫志峰,王文先,等. 443铁素体不锈钢随焊激冷焊接接头的组织性能[J]. 材料热处理学报, 2012, 33 (10):96-100.
[3] Villaret V,DeschauxBeaume F,Bordreuil C, et al.Characterization of gas metal arc welding welds obtained with new high CrMo ferritic stainless steel filler wires[J]. Materials & Design,2013,51:474-483.
[4] Xu Y T,Chen Z P,Zhang G.Kinetic model of decarburization and denitrogenation in vacuum oxygen decarburization process for ferrite stainless steel [J].Metallurgical and Materials Transactions B,2009,40(3) 345-352.
[5] Zhang S X,Guan S K,Liu X T,et al.A study of the microstructure and grain size at the welding heat affected zone of a ferrite stainless steel [J].Materials Science Forum,2008,575-578:627-632.
[6] Lakshminarayanan A K,Balasubramanian V.Assessment of sensitization resistance of AISI 409M grade ferritic stainless steel joints using modified strauss test [J].Materials & Design,2012,39:175-185.
[7] Lakshminarayanan A K,Balasubramanian V.An assessment of microstructure,hardness,tensile and impact strength of friction stir welded ferritic stainless steel joints [J].Materials & Design,2010,31(10):4592-4600.
[8] 阮強,李具仓,王军伟,等.铁素体不锈钢高温热影响区组织及焊接性能分析[J].铸造技术,2015,36(6):1554-1558.
[9] 张勇,覃作祥,许鸿吉,等.经济型铁素体不锈钢焊接接头组织与耐蚀性能[J].焊接学报,2012,33(12):18-22.
[10] 鲁二敬,张艳辉,钮旭晶,等.不同焊接方法下T4003铁素体不锈钢焊接接头组织与性能[J].电焊机,2018,48(3):176- 180.
[11] 王雪, 李伟坡, 何建英,等.不锈钢的药芯焊丝焊接过程中熔滴过渡行为分析[J].热加工工艺, 2012, 47(5):169-172.
