玉米皮膳食纤维脂肪替代物制备工艺研究
2020-04-14王悦王浩田晶王榕袁媛
王悦 王浩 田晶 王榕 袁媛

摘要:采用酶法制备玉米皮膳食纤维脂肪替代物。在单因素试验基础上,以葡萄糖当量值(DE值)为评价指标,采用响应面法优化脂肪替代物制备工艺条件。结果表明:在pH值5、酶解时间51 min、木聚糖酶浓度0.32%、纤维素酶浓度0.20%条件下,所得玉米皮膳食纤维脂肪替代物的DE值最高。
关键词:玉米皮;膳食纤维;脂肪替代物;工艺优化
中图分类号:TS210.9 文献标识码:A 文章编号:1674-1161(2020)01-0045-03
玉米皮为玉米加工的副产物,由胚乳的糊粉层、残留的胚乳厚壁组织、种皮和果皮构成,总膳食纤维含量为73.2%~86.0%,其中可溶性纤维为0.2%~2.6%、不溶性纤维为70.6%~86.0%。然而玉米皮一直作为废弃物用于饲料生产或丢弃,未得到充分合理的利用。本课题以玉米皮膳食纤维为研究对象,采用酶法改性,通过单因素试验和响应面试验优化改性条件,以期获得能模拟脂肪口感和加工性质的脂肪替代物,为膳食纤维脂肪替代物的开发与应用和玉米皮高值化利用及工业化生产提供理论依据。
1 材料与方法
1.1 材料与试剂
玉米皮:范县双鹰工贸有限公司;蒸馏水:实验室自制;α-淀粉酶;碱性蛋白酶;纤维素酶;木聚糖酶;氢氧化钠;无水乙醇(95%);无水碳酸钠;3,5-二硝基水杨酸(DNS);葡萄糖;硫酸;盐酸。
1.2 仪器设备
JD2000-2型电子天平;RRHP-200型万能高速粉碎机;HH-6型数显恒温水浴锅;VP20002型电子天平;SHZ-D(III)型循环水式真空泵;Avanti J型高效离心机;BCD-200MCX型冰箱;UV-5100型紫外可见分光光度计;SKD-20S2红外智能消化炉;S433D氨基酸分析仪。
1.3 试验方法
1.3.1 玉米皮预处理 取玉米皮置于100 ℃烘箱中烘干,经高速粉碎机粉碎,过80目筛,得玉米皮粉末。按料液比1∶6(m∶v)加入無水乙醇,40 ℃下搅拌浸提1 h,抽滤。滤渣加入蒸馏水,调pH值,加入碱性蛋白酶,50 ℃下水浴加热,抽滤。滤渣加入0.1%碳酸钠溶液,搅拌均匀,然后加入α-淀粉酶,60 ℃及pH 值6~8条件下酶解30 min,抽滤,滤渣烘干。
1.3.2 脂肪替代物制备 取适量处理后的玉米皮→加蒸馏水,搅拌均匀→加木聚糖酶、纤维素酶→调pH值→酶解→调pH值、灭酶→离心→弃上清→干燥得膳食纤维脂肪替代物。
1.3.3 单因素试验设计 以DE值为指标,在其他条件相同的情况下,选择纤维素酶浓度(0.1%,0.2%,0.3%,0.4%,0.5%),木聚糖酶浓度(0.1%,0.2%,0.3%,0.4%,0.5%),酶解时间(30,40,50,60,70 min)和pH值(3,4,5,6,7)4个主要因素进行单因素试验。
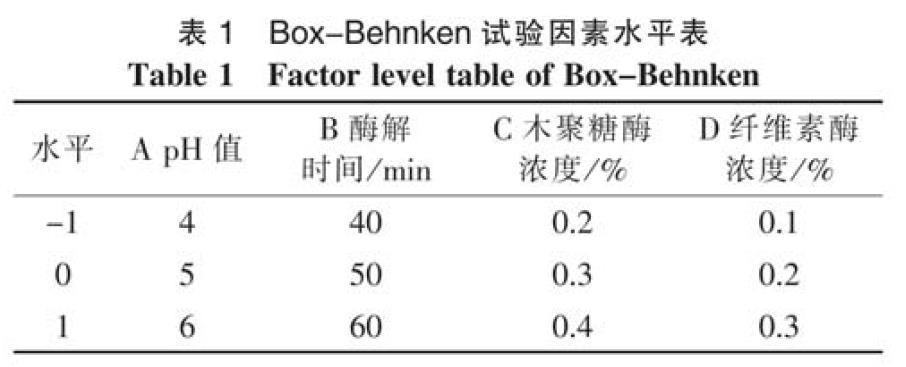
1.3.4 响应面试验设计 在单因素试验基础上,根据响应面Box-Behnken设计原理,以DE值为指标,以pH值(A)、酶解时间(B)、木聚糖酶浓度(C)和纤维素酶浓度(D)为自变量,设计四因素三水平响应面试验(见表1)。
1.3.5 DE值测定 DE值是指还原糖占干物质的量。DE值越大表示还原糖含量越高,提供的能量越多。
DE值=样品中还原糖的质量/样品质量×100%
2 结果与分析
2.1 单因素试验结果
不同纤维素酶浓度、木聚糖酶浓度、酶解时间和pH值对DE值的影响如图1所示。
由图1(a)可以看出:DE值随着纤维素酶浓度的增大先缓慢增大而后减小;当纤维素酶浓度为0.3%时,DE值最大。这可能是由于过高的纤维素酶浓度抑制了酶与底物的反应。由图1(b)可以看出:DE值随着木聚糖酶浓度的增大先逐渐增大而后减小;当木聚糖酶浓度为0.3%时,DE值最大。这可能是由于过高的木聚糖酶浓度阻碍了酶与底物的反应。由图1(c)可以看出:DE值随着酶解时间的增加先增大后减小;当酶解时间为50 min时,DE值最大。这可能是由于反应初期酶促反应迅速进行,而随着时间的增加,酶的作用逐渐充分,当反应到了一定时间后,酶逐步变性,反应速率降低。由图1(d)可以看出:DE值随着pH值的增大先迅速增大而后减小;当pH值为5时, DE最大。这可能是由于pH值对酶活力影响较大,pH值过高或过低都会影响酶蛋白的构象,甚至使酶变性失活,即使pH值变化不大,酶活力也会受到影响。其中纤维素酶的最适pH值为4~5,所以当pH值大于5后,DE值开始减小。
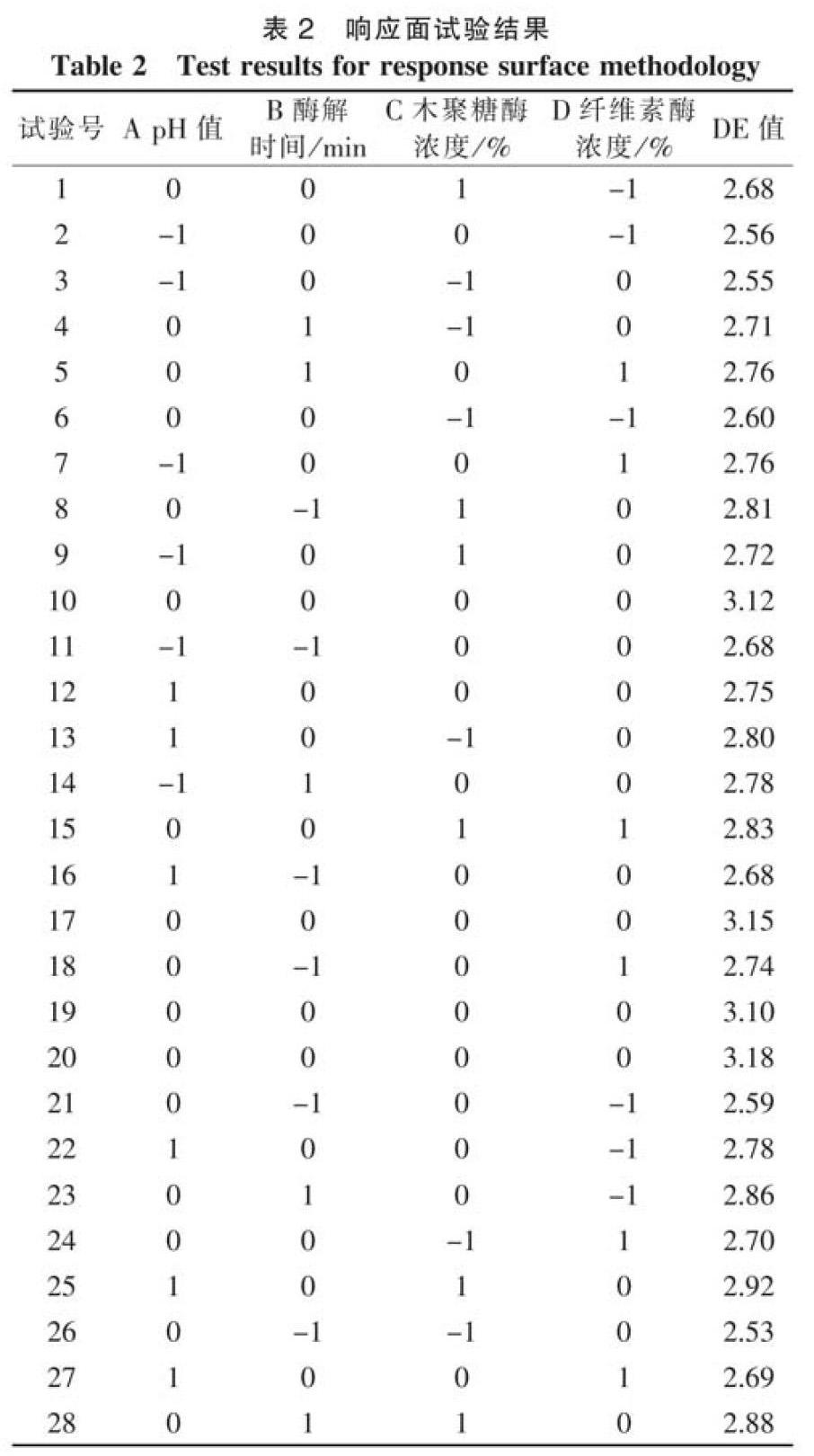
2.2 响应面试验结果
响应面试验结果见表2。
利用Design-Expert 8.0进行多元线性回归分析,得到二次多项式回归拟合方程为:Y=3.150+0.047A+0.059B+0.079C+0.034D-7.500×103×AB-0.013AC-0.072AD-0.028BC-0.063BD+0.012CD-0.210A2-0.200B2-0.210C2-0.230D2。由回归方程的显著性检验结果可知:失拟项不显著,表明方程的拟合度良好,随机误差的影响不显著。影响DE值的主次顺序为C>B>A>D,即木聚糖酶浓度>酶解时间>pH值>纤维素酶浓度。
2.3 最佳工艺条件验证
利用软件分析出的最佳参数为:pH值5.09、酶解时间51.25 min、木聚糖酶浓度0.32%、纤维素酶浓度0.20%,此时脂肪替代物DE值为3.16。考虑试验操作的便利,将最优试验参数修正为:pH值5、酶解时间51 min、木聚糖酶浓度0.32%、纤维素酶浓度0.20%,在此条件下重复3次试验,测得DE值为3.10±0.12,与预测值基本一致,说明该方程与实际情况相符合,拟合程度较好。
