微生物絮凝剂产生菌的选育及发酵罐放大试验研究
2020-04-14司晓光张晓青张爱君曹军瑞
司晓光,张晓青,杜 瑾,张爱君,曹军瑞
(自然资源部天津海水淡化与综合利用研究所,天津 300192)
微生物絮凝剂是一类由微生物代谢产生的特殊高分子化合物[1-2],包括多糖类、蛋白类、脂类以及糖脂类等,是一种新型的絮凝剂。因其来源于微生物自身的生理代谢,微生物絮凝剂大多易于降解、安全无毒、无二次污染,能满足绿色生产要求。目前,微生物絮凝剂已经成为絮凝剂研究的一个新热点,并已在很多领域开始了应用,如水处理、食品、化工等领域[3-4]。
目前,我国已从多种环境中分离出具有絮凝活性的微生物菌种。虽然微生物絮凝剂的相关研究已经进行了多年,但仍未取得突破性的研究成果,也未进行工业化生产,原因主要包括以下3个方面:(1)微生物絮凝剂本身的稳定性差,贮存及运输条件要求较高,影响其絮凝能力;(2)微生物絮凝剂的研究主要集中在菌种筛选和絮凝性能开发上,缺少与实际应用的结合;(3)与传统絮凝剂相比,微生物絮凝剂的成本过高,市场前景堪忧[5-8]。
微生物絮凝剂的开发对于缓解絮凝剂应用中存在的问题起到了一定的作用,但还需从降低生产成本、提高稳定性等方面进行相关研究,如开发廉价培养基配方、优化发酵参数、开发微生物絮凝剂粉剂等[9-11]。作者以产微生物絮凝剂的芽孢杆菌DHS-63为出发菌株,对其进行常压室温等离子体(ARTP)诱变选育,并进行发酵罐放大试验,拟为其工业化生产提供参考。
1 实验
1.1 菌种、培养基与仪器
芽孢杆菌(Bacillussp.)DHS-63,筛选自塘沽入海口的污泥,保存于自然资源部天津海水淡化与综合利用研究所海水净化与水再利用技术研究室。
斜面培养基:酵母粉 5 g·L-1,蛋白胨 10 g·L-1,NaCl 10 g·L-1,2%琼脂粉,pH值7.0,121 ℃灭菌30 min。
种子培养基:葡萄糖30.0 g·L-1,尿素5.0 g·L-1,酵母提取物1.0 g·L-1,Na2HPO4·12H2O 3.0 g·L-1,KH2PO40.8 g·L-1,MgSO4·7H2O 0.15 g·L-1,FeSO4·7H2O 0.1 g·L-1,pH值7.0,115 ℃灭菌30 min。
摇瓶发酵培养基:大豆油1.0%,豆粕水解液5.0 g·L-1,Na2HPO4·12H2O 2.5 g·L-1,KH2PO40.6 g·L-1,MgSO4·7H2O 0.1 g·L-1,FeSO4·7H2O 0.1 g·L-1,pH值7.0,121 ℃灭菌20 min。
发酵罐培养基:大豆油1.5%,豆粕水解液6.0 g·L-1,Na2HPO4·12H2O 2.5 g·L-1,KH2PO40.6 g·L-1,MgSO4·7H2O 0.1 g·L-1,FeSO4·7H2O 0.1 g·L-1,pH值7.0,121 ℃灭菌20 min。
ARTP-Ⅱ型诱变系统,北京思清源生物科技有限公司;10 L发酵罐:上海保兴BIOTECH-10BGZ在位灭菌发酵罐;70 L发酵罐:NBS BioFlo 610发酵罐。
1.2 菌种选育方法
1.2.1 菌悬液制备
从斜面培养基挑取1环活化好的菌种接种到装有150 mL种子培养基的500 mL三角瓶中,30 ℃、180 r·min-1摇床振荡培养20 h,获得种子液;取种子液,以1%的接种量按照上述方法进行培养,6 h后获得处于对数生长期的种子液;取对数生长期的种子液1 mL,8 000 r·min-1下离心6 min,弃上清得到菌体,用无菌生理盐水洗涤2次,重新悬浮于无菌生理盐水中,获得菌悬液。
1.2.2 ARTP诱变
在无菌条件下,取10 μL菌悬液均匀涂布于不锈钢载片上,晾干,置于ARTP诱变系统中照射;照射结束后,将载片置于含有生理盐水的离心管中,振荡洗涤,涂布到固体种子培养基平板。ARTP诱变条件见表1。
表1ARTP诱变条件
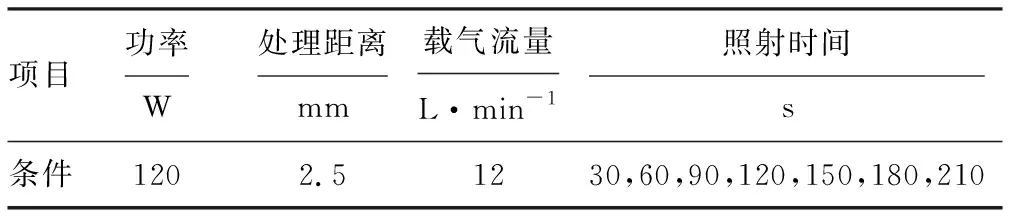
Tab.1 ARTP mutation conditions
1.3 菌种筛选方法
筛选方法分为初筛和复筛,详见文献[12]。
1.4 10 L分批发酵
10 L发酵罐中的装液量为6 L,转速设为300 r·min-1,通气比最大为1.5 vvm,温度设为30 ℃,接种量为5%,pH值控制在7.0,发酵周期为48 h,每隔4 h取样,测定发酵液的絮凝活性和菌体量(OD),并记录溶氧、pH值等参数。
1.5 70 L分批发酵
70 L发酵罐中的装液量为50 L,转速设为150~300 r·min-1,通气比范围为10~30 SLPM,温度设为30 ℃,接种量为5%,pH值控制在7.0,发酵周期为48 h,每隔4 h取样,测定发酵液的絮凝活性和菌体量(OD),并记录溶氧、pH值等参数。
1.6 分析方法
絮凝活性及絮凝剂产量测定方法详见文献[13]。
2 结果与讨论
2.1 ARTP诱变结果(图1)
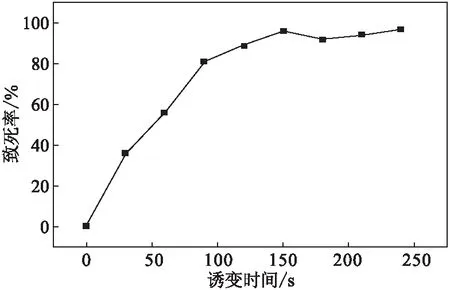
图1 芽孢杆菌DHS-63的致死率曲线Fig.1 Lethal rate curve of Bacillus sp.DHS-63
ARTP诱变系统以氦气(He)为载气,产生的活性离子能穿透细胞结构,破坏细胞内基因、蛋白质等分子造成微生物死亡,而微生物会启动自身的修复机制抵抗这种破坏存活下来,在此过程中发生基因突变。研究发现,ARTP诱变系统与微生物致死率之间存在着量效关系,随着诱变时间的延长,致死率逐渐升高。由图1可以看出,随着诱变时间的延长,菌株DHS-63致死率升高。查阅微生物育种的相关文献,当致死率为90%以上时,有效突变率最高。因此,选择150 s作为最佳诱变时间,此时的致死率为91.3%。
2.2 突变株筛选及稳定性分析
经初筛和复筛,选取絮凝活性提高最大的10株突变株,其絮凝结果见表2。
表2突变株絮凝结果

Tab.2 Flocculation results of mutant strain
由表2可以看出,10株突变株的剩余浊度均显著低于出发菌株DHS-63的,絮凝活性显著提高,表明ARTP诱变系统是一种切实可行的诱变育种方法。
经诱变选育出的突变株在传代过程中会出现遗传性状的“衰退”,进而影响突变株的遗传稳定性。对上述10株突变株的遗传稳定性进行分析,结果如图2所示。
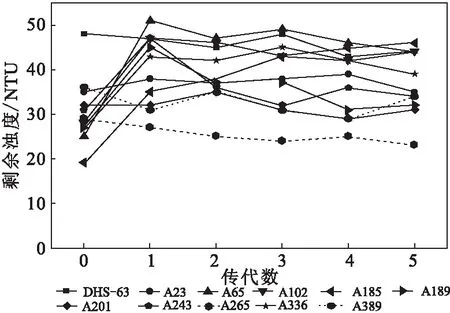
图2 突变株的遗传稳定性Fig.2 Genetic stability of mutant strain
由图2可以看出,突变株在传代过程中剩余浊度呈现不同的变化,其中突变株A65、A102、A185、A189、A243和A336的剩余浊度逐渐增加,表明菌株的絮凝活性逐渐降低。经过传代培养选育出的菌株A265则表现出稳定的絮凝活性,且较出发菌株的絮凝活性显著提高。其中,传代5代,出发菌株DHS-63、菌株A265的剩余浊度分别为44 NTU、23 NTU。提取絮凝剂发现,DHS-63的絮凝剂产量为0.957 g·L-1,而A265的絮凝剂产量为1.08 g·L-1,提高了12.9%。
2.3 10 L发酵罐分批发酵
菌株A265在10 L发酵罐中发酵过程曲线如图3所示。
由图3可以看出,0~8 h,菌体含量较少,菌株处于适应期;8~28 h,菌株进入对数生长期,菌体含量迅速增加;28 h后处于稳定期。发酵过程中发酵液的剩余浊度逐渐降低,48 h时达到最低值,为22 NTU,分离提取获得絮凝剂10 g,即发酵液中絮凝剂产量为1.64 g·L-1。
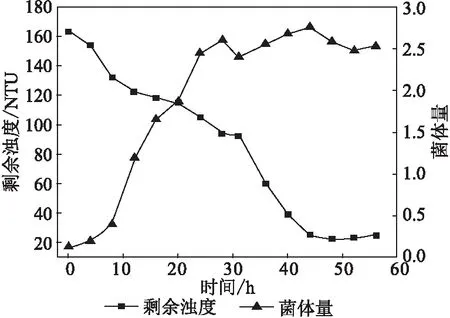
图3 10 L发酵罐发酵过程曲线Fig.3 Fermentation process curve of mutant strain A265 in 10 L fermentor
2.4 70 L发酵罐分批发酵
菌株A265在70 L发酵罐中发酵过程曲线如图4所示。
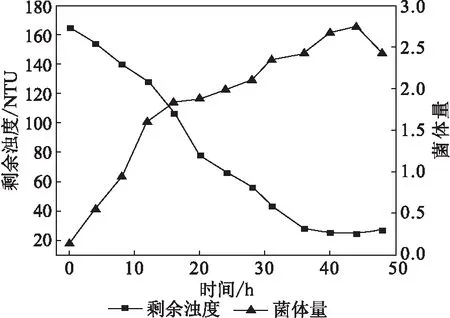
图4 70 L发酵罐发酵过程曲线Fig.4 Fermentation process curve of mutant strain A265 in 70 L fermentor
由图4可以看出,种子液接入发酵罐后迅速进入快速生长期,12 h后进入稳定期,而絮凝活性则在12 h后进入快速升高期。44 h时,发酵液的剩余浊度出现最低值,为24 NTU,分离提取获得絮凝剂80.6 g,即发酵液中絮凝剂产量为1.55 g·L-1,发酵时间缩短了4 h。
2.5 讨论
微生物的生长繁殖以及分泌特定的活性产物都需要一定的条件和适宜的发酵参数,发酵温度、溶氧、培养基pH值等都会影响微生物的生长状况和代谢产物的生成。
本研究采用ARTP诱变系统对实验室获得的一株产絮凝剂菌株DHS-63进行诱变,获得了突变株A265,该突变株的絮凝活性得到了进一步提高,而且遗传性状稳定,是适合工业生产的优良菌株。通过10 L和70 L发酵罐试验发现,菌株A265在发酵过程中,菌株生长到稳定期后絮凝活性迅速升高,因此可以认为菌株A265产生的絮凝剂为次级代谢产物。另外,与10 L发酵罐中发酵时间为48 h相比,70 L发酵罐中的发酵时间仅为44 h,发酵时间缩短了4 h。发酵时间的缩短有利于降低发酵成本,并减少发酵过程的染菌几率,对于大规模生产具有重要的经济效益。
3 结论
利用常压室温等离子体诱变絮凝剂产生菌芽孢杆菌DHS-63,通过筛选和稳定性分析获得了高产菌株A265。与出发菌株相比,菌株A265的絮凝活性提高了12.9%,且遗传性状稳定,适合放大生产。经10 L和70 L发酵罐放大试验发现,菌株A265产生的絮凝剂主要在菌体达到稳定期开始,初步认定絮凝剂为次级代谢产物;由10 L扩大到70 L发酵过程中,絮凝剂产量由1.64 g·L-1下降到1.55 g·L-1,发酵时间缩短了4 h,发酵体积的增加有利于缩短发酵周期。此研究为大规模生产微生物絮凝剂提供了参考。
