基于T形焊接接头的埋弧焊横焊工艺开发
2020-03-24孔庆勇
孔庆勇

摘 要:针对横焊位置,无间隙组对,全焊透T形接头,开发了埋弧焊(SAW)横焊工艺。埋弧焊横焊焊接严格控制坡口形式以及焊缝每层每道的焊枪角度,使焊缝背面无需进行清根就能够达到全焊透合格的焊缝。埋弧焊横焊工艺代替了焊条电弧焊(SMAW),减少了背面碳弧气刨清根和清根后打磨工序,不仅提升了焊接效率,而且使焊件变形得到控制,保证了焊接质量。
关键词:T形接头 全焊透 埋弧焊 横焊 焊接变形
中图分类号:TG457.11 文献标识码:A 文章编号:1672-3791(2020)01(a)-0051-04
Abstract: A submerged arc welding (SAW) process was developed for full penetration T-joint with transverse welding position and no-gap fitting-up. The groove type and the torch angle for each layer of the weld are strictly controlled in the process; A qualified full penetration weld seam can be achieved without back gouging. The Submerged arc welding (SAW) technology developed can be applied to replaces typical shielded metal arc welding (SMAW), and the carbon arc air back gouging and grinding process are reduced accordingly, leading to improved welding efficiency and ensured welding quality with welding deformation under control.
Key Words: T-joint; Full penetration; Submerged Arc Welding; Transverse Welding; Welding Deformation
公司某產品其中的一个大型组件为T形接头,由于产品结构设计与组装顺序关系,翼板与腹板的焊接位于横焊位置,组对不留间隙,要求全焊透,并且要求严格控制变形,控制收缩余量。其中翼板40mm,腹板25mm,材质为Q345B,焊脚高要求不低于13mm(如图1所示接头形式)。
1 试验方案
试验过程中,我们设计了3种方案,并进行模拟试板焊接进行比较,最终开发出合适的埋弧焊横焊工艺。
方案一:T形接头设计为K形对称坡口,采用SMAW不清根焊接。
焊后切取试样宏观检查,发现中间3~5mm未焊透,存在夹渣(见图2)。
方案二:T形接头设计为K形不对称坡口,采用SMAW背面清根焊接。
由于无间隙组对,打底层熔深浅,并且夹渣严重,为了能焊透,在单面打底焊后,背面进行碳弧气刨清根。清根时发现必须气刨得非常深才能彻底清除缺陷,由图3、图4中可看出,腹板母材也被刨削掉一部分,刨槽深而宽,并且砂轮打磨困难,后续焊缝填充金属增加,焊后焊缝收缩引起的变形增大。
方案二中,尽管采取了多层多道和分段焊接的措施控制焊接变形,但是为了达到焊透,必须增大焊接坡口或者深清根,伴随焊缝填充金属的增加,焊缝收缩引起角变形越大。
方案三:开发T形接头埋弧焊横焊工艺。
埋弧焊是以焊丝与焊件之间形成的电弧作为热源,以覆盖在电弧周围的颗粒状焊剂及熔渣作为保护介质,而实现的一种焊接方法。埋弧焊焊剂及熔化后形成的熔渣,起着隔绝空气,使焊缝金属免受大气污染的作用,同时也具有改善焊缝性能的作用。埋弧焊熔池不可见,加之一般只适合平焊位置焊接,使其应用范围受到了限制。所以T形接头埋弧焊横焊工艺必须解决熔渣的横向排出,以及熔化金属和焊剂侧向流淌的难题。对此我们对普通的埋弧焊机导电杆进行改进,见图5的弯曲成C型。导电杆改进后焊丝能横向内伸入坡口,用较小的焊接电流、电弧电压和高的焊接速度,获得在横向上的焊缝成型,其焊接原理同普通埋弧焊相同。
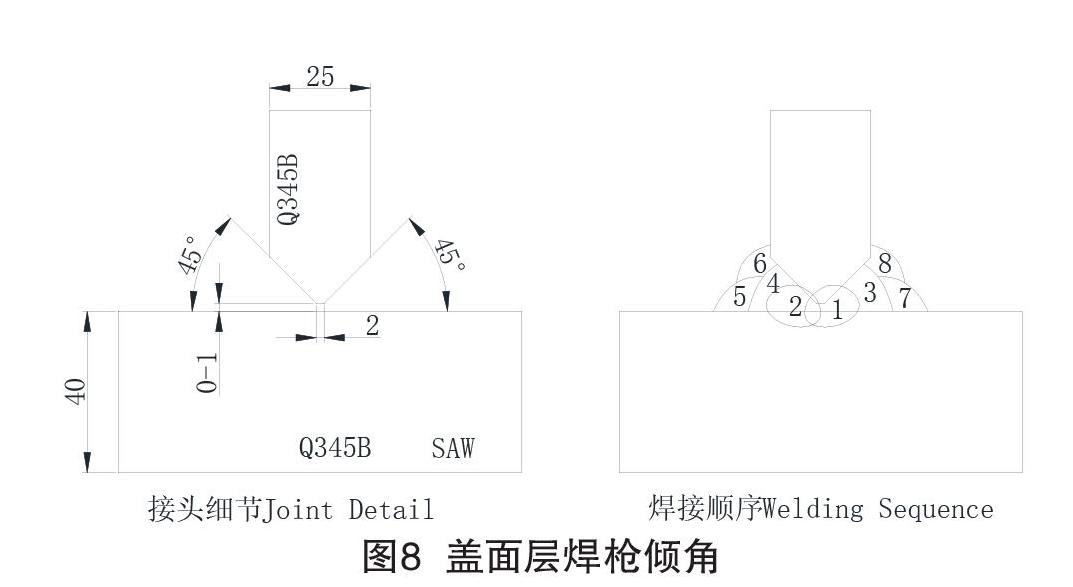
试验选用大西洋焊材焊丝CHW-S3(Φ3.2),焊剂CHF101(F5A2-H10Mn2)(10~60目),坡口钝边要求在(2±1)mm。接头细节和焊接顺序见图6。
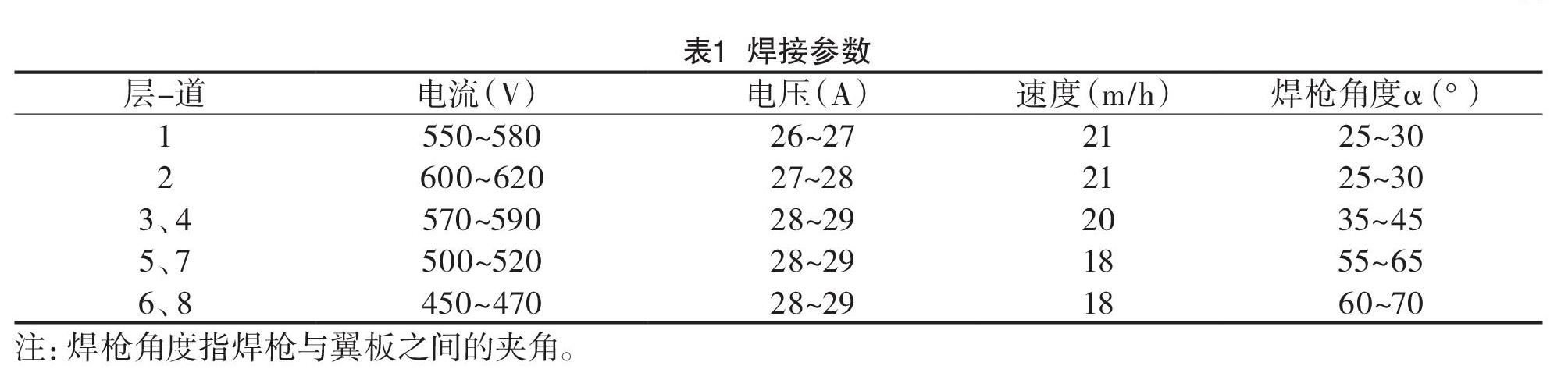
打底层采用改进的C型导电杆,严格控制焊枪角度,焊枪角度与翼板夹角一般在25°~30°左右;焊丝伸出长度为25~30mm;盖面层采用原装直型导电杆,焊枪角度与翼板一般在60°~70°左右(见图7、图8)。另外,采用后退焊法(左向焊法),即焊枪指向已完成的焊缝一侧,焊枪角度与焊缝夹角成60°左右,类似拖着焊丝走。背面无需碳弧气刨清根,只用砂轮机轻轻打磨清理部分渗透过去的焊渣。焊接参数见表1。
焊后对焊缝进行检测,焊缝成型美观,边缘匀直,宽窄差小于3mm。按GB/T 11345-2013进行超声波检测合格(GB/T 29712-2013-2级);对焊缝表面按JB/T 6061-2007磁粉检测(GB/T 50661-2011-Ⅱ级),未见记录性缺陷显示;按GB/T 226-2015进行宏观金相10%硝酸酒精溶液(10%Nital)检测,未发现有肉眼明显可见的焊接缺陷,评定合格(见图9);按GB/T 2654-2008进行焊接接头硬度试验,符合GB 50661-2011中Ⅱ类钢材焊缝及母材热影响区维氏硬度不超过HV350,试验位置见图10所示,检测结果见表2。
在方案三埋弧焊横焊试验中采用双面对称坡口,在得到完整、无超标缺陷焊缝的前提下,尽可能采用较小的坡口,减小焊缝截面积。由于结构限制,对口无间隙,坡口角度偏小,此T形接头埋弧焊横焊是否能达到不清根全焊透焊接,对于坡口形式、焊枪(焊丝)的夹角、焊接参数,以及电弧的指向或对中控制要求非常严格。如果参数设置不正确,容易造成焊穿或者未焊透、夹渣、咬边等缺陷。焊接线能量过小,钝边过厚,焊缝熔深不够,未将母材焊透;焊接线能量过大,钝边过小,则容易焊穿;焊枪角度偏离也会造成未焊透,或者焊渣无法完全横向排出而造成夹渣。另外,焊脚高盖面层的层道布置与焊枪角度则会影响焊缝外观的成型,图11为焊枪角度不正确造成的焊缝外观成型不良。
2 方案对比
3种方案对比情况见表3。
焊接生产效率,从某种角度上讲,主要是由单位时间内填充金属的熔化量-熔敷速度来衡量的。方案三T形接头埋弧焊横焊工艺的生产效率最高,仅为SMAW清根焊的1/3。提高熔敷速度意味着热输入的增加,将致使焊接变形增大。尽管SAW热输入大,通常为SMAW热输入的1.5~2倍,但是T形接头埋弧焊横焊工艺减少了采用碳弧气刨清根工艺带来的大坡口和高熔敷量、变形不受控等一系列不必要的工作量和隐患。在保证了焊接质量,得到合格的焊缝外,提升了效率,变形在可接受范围。
3 缺陷防止
T形接头埋弧焊横焊工艺能得到合格的焊缝,除了对坡口,对焊枪角度,对变形控制的严格要求外,还要防止其他因素造成缺陷的出现。
产生焊缝缺陷主要有两类:一是受操作者操作因素产生的缺陷,主要有夹渣、未焊透、焊穿、咬边及溢满等;二是受冶金因素影响产生的缺陷,主要有气孔、裂纹等。为此,我们要根据缺陷产生的原因来分析并对其加以控制。
(1)夹渣主要是坡口焊渣清理不干净,或电弧过长、焊接角度不对、焊层过厚、焊接线能量小、焊速快等,导致熔池中熔化的杂质未浮出而熔池凝固造成。
(2)未焊透是每层焊缝熔化区彼此未相接以及参数不合理,主要原因是焊接电流过小,焊速太高,或电弧电压偏高,以及焊丝位置不对造成的,因此焊接时一定要执行焊接工艺规范,并在焊接过程中予以适当调整。
(3)气孔主要是坡口有潮氣、铁锈、油、漆等污物,另外,焊剂不干燥或焊剂覆盖不够也易产生气孔。为此,焊前一定要将坡口及热影响区的污物彻底清除干净,对于使用的焊剂必须经过烘干处理,焊接时随时调整焊剂覆盖量,以确保焊接质量。
4 变形控制
焊接变形的矫正费时费工,甚至造成产品报废。因此,在结构件进行焊接前就需要考虑变形的控制。焊接变形控制主要目的是保证构件或结构要求的尺寸。对于T形长焊件,本身刚性较大,如板厚较大,截面本身的惯性矩较大,容易发生扭曲和中间起拱桥变形。此时主要靠提高板材平整度和构件组装精度,使坡口角度和间隙准确,电弧的指向或对中准确,以使焊缝角变形和翼板及腹板纵向变形值与构件长度方向一致。另外,焊接内应力由局部加热循环而引起,焊缝在施焊后,由于冷却引起了收缩应力,施焊的焊脚尺寸愈大,则收缩应力愈大。为此,在满足设计要求的条件下,不应过分加大焊脚尺寸,要转变焊缝越大越安全的观念。
必要时,采用卡具夹具、支撑固定法增加刚性强制限制变形。但与此同时实际上也增大了焊后的残余应力和焊接裂纹倾向,而减小焊接残余应力的控制措施则与之相反需要降低焊件刚度,创造自由收缩的条件。因此,需要衡量的是增加刚度限制变形,还是降低焊件刚度减小焊接残余应力,或者相应采取一些消除焊接残余应力的措施。比如采取合理的工艺措施、装焊顺序、热量平衡等方法来降低或平衡焊接变形,或者进行锤击法消应力,振动时效法消应力,或者焊后消应力热处理等措施。
5 结语
T形接头埋弧焊横焊工艺采用对称坡口形式,无需背面清根,控制焊缝每层每道的焊枪角度,选择合理的焊接参数,可以有效解决产品要求的组对无间隙,焊接位于横焊位置,要求全焊透的问题。既保证了焊接质量,得到合格的焊缝,又提升了焊接效率,变形在可接受范围。
参考文献
[1] 陈祝年.焊接工程师手册版[M].2版.北京:机械工业出版社,2009.
[2] 机械工业技师考评培训教材编审委员会编.焊工技师培训教材[M].北京:机械工业出版社,2001.
[3] 焦馥杰.焊接结构分析基础[M].上海:上海科学技术文献出版社,1990.
[4] 中国机械工程学会焊接学会编.焊接结构(修订本)[M].3版.北京:机械工业出版社,2014.
[5] 傅积和,孙玉林.焊接数据资料手册[M].北京:机械工业出版社,1994.
