控制柜DIN导轨安装方式探讨
2020-03-24赵志勇
赵志勇
摘 要:DIN导轨目前已广泛应用各类电气自动化设备现场安装环境中,目前大多情况下采用螺丝连接安装,文章尝试一种新的安装方式——机器人点焊,以提高生产过程自动化水平,提高生产效率。
关键词:DIN导轨;点焊机器人;生产效率
中图分类号:TM505 文献标志码:A 文章编号:2095-2945(2020)09-0128-02
Abstract: At present, DIN guideway has been widely used in the field installation environment of all kinds of electrical automation equipment, and screw connection is used in most cases. This paper tries a new installation method-robot spot welding, in order to improve the automation level of production process and improve production efficiency.
Keywords: DIN guideway; spot welding robot; production efficiency
1 概述
DIN导轨是电气控制柜及自动化设备中常用的一个零部件,符合德国的工业标准。由于其安装电气元器件的便捷性,被广泛应用于自动化、工业及民用等多个领域中。DIN导轨常用材料主要为铁和铝合金,每一种材质的DIN导轨都有多种规格型号,其中最常用的DIN导轨规格为35mm(宽度)×7.5mm(深度)×1mm(厚度)。目前很多电气设备厂商都已推出符合DIN35标准的产品,例如西门子、施耐德、ABB、菲尼克斯等著名厂商的可编程逻辑控制(PLC)、空气开关、电源、端子等,不同厂商的电器元器件都可以安装在同一个规格的DIN导轨上,很大程度上提高了电气元器件安装的便捷性及互换性。
本文尝试一种新的DIN导轨安装方式——机器人点焊,以提高生产效率,提高生产线的自动化程度。
2 电阻点焊原理及特点
2.1 电阻点焊原理
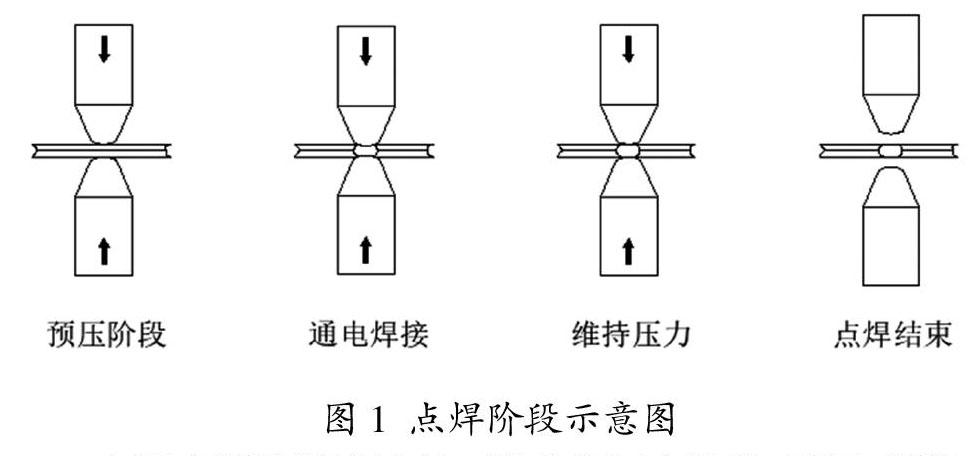
点焊技术是Elihu Thomson在1877年偶然发现的,属于压接技术的一种,因为其组合便捷、速度快、变形量小、机械应力(拉力、剪力、弯曲、弯曲等)好、富有弹性等特点,被广泛应用在汽车制造、航空航天等领域。点焊是将两块金属重叠在一起,施加压力并通以一个大的电流,由于金属件接触部位存在阻抗而产生热量形成高温,当温度达到金属的熔点时,金属件将会开始融化,在施加的压力作用下,两块金属被压合在一起形成焊点。如图1所示,利用焦耳定律得知,金属块之间焊点产生的热量Q为:
其中i、rew、rw、rc分别为电流值、电极与金属块的接触电阻值、金属块的自有阻抗值、金属块之间的接触电阻,t为电流的作用时间。
电阻点焊的焊接过程一般分为四个阶段:预压、焊接、维持和休止,如图1所示。
在预压阶段,包含压力上升和压力恒定两个部分,为了保证焊接质量,必须根据金属块的材质和厚度选择对应的压力,目的是建立稳定的电流通道(F>0,I=0)。
在焊接阶段,焊接电流通过金属块,随着温度的上升,接触部位的金属逐渐融化,从而获得尺寸变化小的焊点(F>0,I>0)。
在维持阶段,切断焊接电流,焊接压力继续维持恒定,焊点因水冷系统迅速冷却(F>0,I=0)。
在休止阶段,电极开始提起离开焊接位置,回到起始状态(F=0,I=0)。
2.2 电阻点焊特点
点焊时焊件成搭接接头并压紧在两电极之间,其主要特点如下:
(1)电阻点焊的热量非常集中,焊接时间短、焊接变形量小。
(2)电阻点焊不需要填充材料,不需要气体保护。
(3)电阻点焊因其操作工艺非常简单,对操作人员的技能要求不高,非常容易实现自动化。
(4)电阻点焊劳动强度小,不产生污染气体,工作环境好。
(5)电阻点焊可以焊接同一种金属或不同类型金属。
(6)电阻点焊由于其电流大,对电网的冲击比较大。
(7)电阻点焊的设备复杂且不易于维修。
(8)电阻点焊缺乏在线检测焊接质量的技术手段。
3 点焊机器人系统及工作原理
3.1 点焊机器人系统的结构
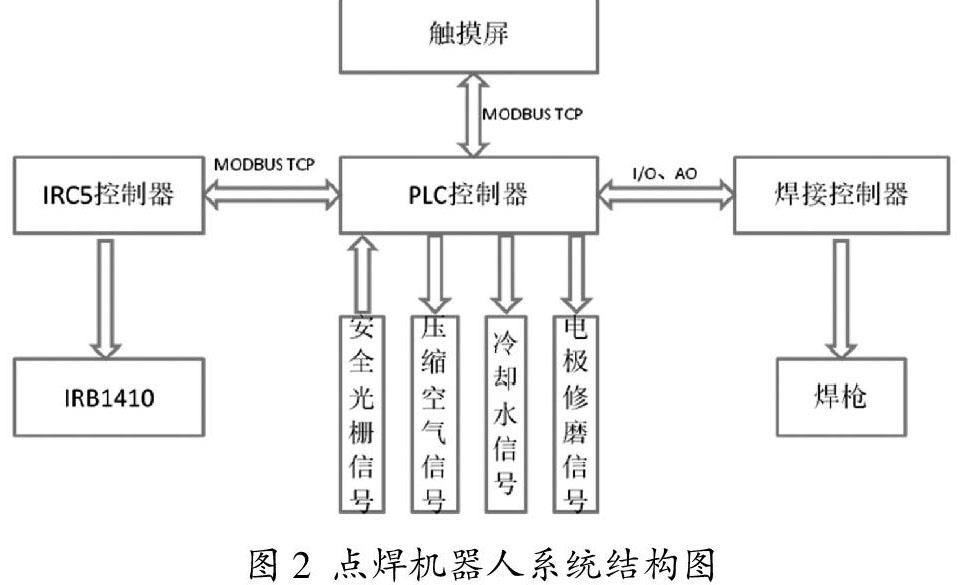
点焊机器人系统架构及工作原理如图2,该系统由可编程控制PLC、点焊机器人(IRB1410和IRC5控制器)、焊枪、焊接控制器及焊接辅助设备(压缩空气、冷却水、电极修磨器)构成。
图2 点焊机器人系统结构图
3.2 点焊机器人系统工作原理
为确保点焊机器人系统各工作单元数据传输的可靠性和实时性,采用MODBUSTCP+数字I/O+模拟量实现相互通信,MODBUSTCP是当今工业控制领域中广泛使用的一种现场总线,因传输速度快、抗干扰能力强和距离传输远等特点,广泛应用于各种工业领域的控制系统和分散式I/O之间的通信。
上电后自动进行系统的初始化:检测各系统部件的状态,主要包含点焊机器人是否回到安全位置、焊接工作是否完成;传感器、气源压力等是否正常。对于安全信号,进行分级处理,重要的安全信号通过硬线连接,触发设备停机;对于低级别的安全信号,则有PLC控制器发送停止信号。焊接过程中,实时检测各工作单元的工作状态,假如任何一个工作单元发生故障,系统自动停止工作,并通过声光方式提醒操作人员,同时在触摸屏上以故障列表的形式显示故障部件、故障原因及解决方法等信息。焊接电流、焊接时间、焊接压力、焊接位置等焊接参数均可通过触摸屏进行设定,可根据实际需要进行调整,方便快捷。
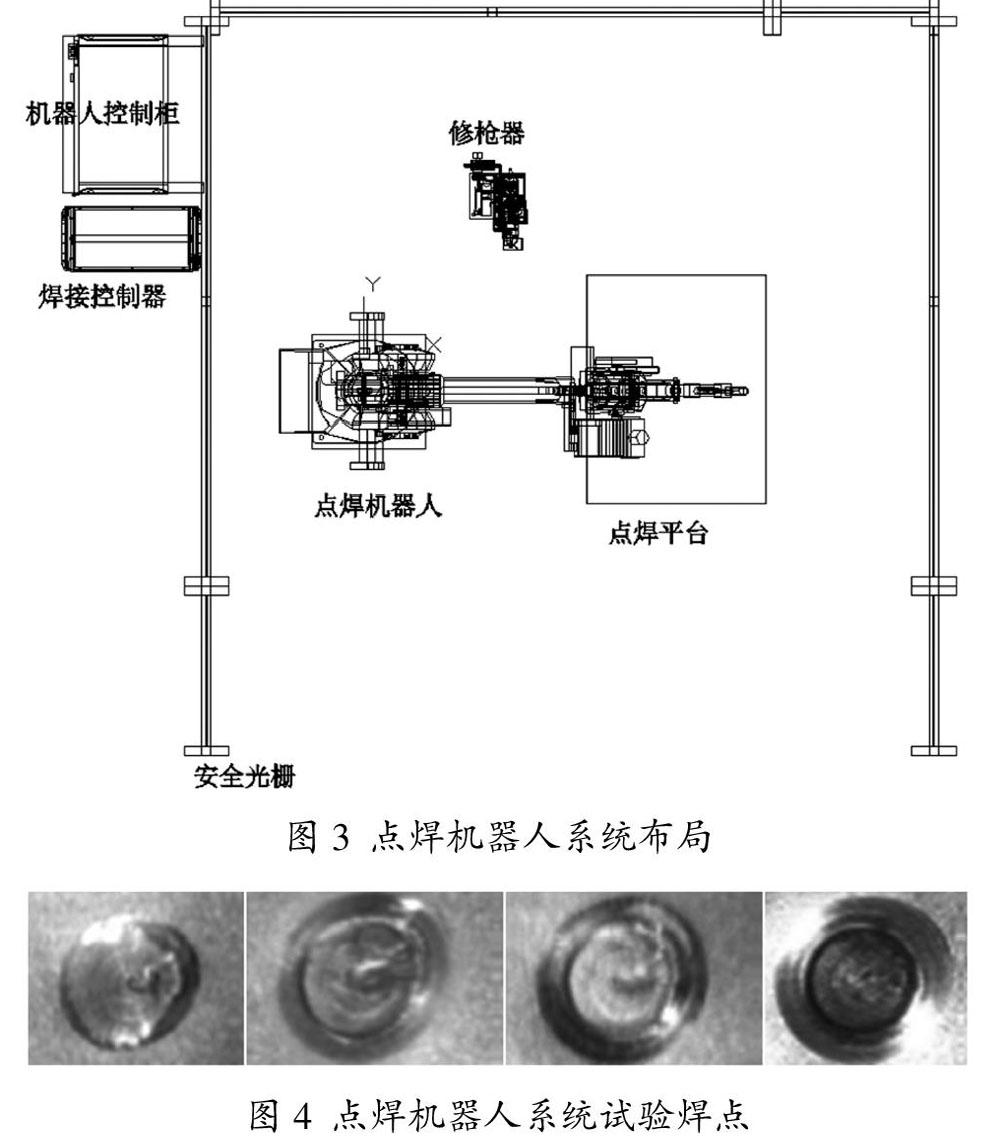
3.3 点焊机器人系统布局
图3为点焊机器人系统布局。
3.4 实验
为验证DIN导轨点焊机器人系统的可行性与焊接参数优化,选择一组DIN导轨进行试验,在焊接压力为2250N的情况下,调整焊接电流、焊接时间,得到如图4所示的焊点。
考虑到生产效率和焊接质量稳定性,电流设置偏差在正负20A以内,搏动在40A以内,参照实测焊点情况,焊接压力设置偏差允许在±300N以内,波动在均值±90N以内。
4 结论
目前,DIN导轨焊接安装方式已进行研究试验验证,但目前还需要进一步开拓市场应用。其实现难度有两点:(1)控制柜背板的材质无法统一,PVC板、镀锌板、铁板、喷塑板材等,各种材质的板材导电率不一样,甚至无法导电;(2)DIN导轨与电气器件直接机械卡扣连接形式不一,各大电气器件厂商都有自己对应的卡扣形式,没有形成统一的标准。
参考文献:
[1]毕洲武,戴正文.工业自动化领域现场电气器件DIN导轨安装改进方法调查与研究[J].科技创新与应用,2016(34):56-57.
[2]姜龙,张力,陈建锋.微型导轨式安装电能表及其应用[J].低压电器,2008(16):66-68.
[3]佚名.ABB多款導轨安装元件全新上市[J].自动化信息,2012(8):15-15.
