提升活页加工效率的工艺改进设计
2020-03-24吴一帆
吴一帆

摘 要:在保证产品质量的前提下,提高生产效率,降低生产成本是企业追求目标。该文以活页埋头孔加工工艺为例,论述了加工工艺改进思路与方案,采用新工艺后,通过冲-钻孔的新方案,实现了生产效率的提升,降低了生产成本,取得了良好的经济效益。
关键词:活页 冲压 钻削 夹具 工艺
中图分类号:TG75 文献标识码:A 文章编号:1672-3791(2020)01(a)-0060-02
1 原加工工艺存在的问题
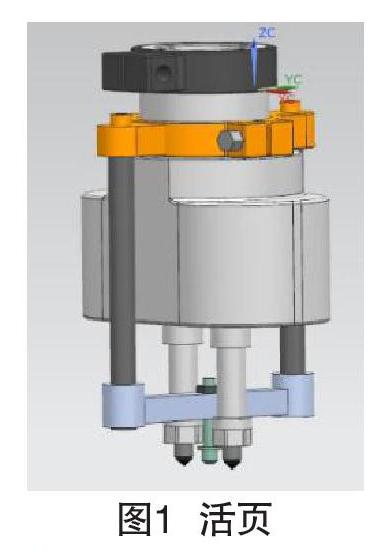
门窗活页是生活中常见的零件,结构简单。该文中所述活页(如图1所示),用于机场、车站、高层建筑玻璃幕墙,采用铝合金为原材料,厚度在4~5mm左右,表面喷涂处理,无毛刺、划伤等表面缺陷,对品质要求较高。采用JIT供货方式,保证最小的库存和最少的在制品数[1],都采用订单式加工,虽然活页加工数量很大,但品种规格也较多,同型号的一次订单量并不是很大,数百到数千件,生产纲领属中小批量的生产[1]。
原加工过程:电锯切断型材,采用多级钻在数控钻铣机床上钻出穿螺钉的直孔及容螺钉头的埋头孔。加工工件安装在夹具座内,用压板侧面夹持,装卸麻烦。钻削加工精度低,导向能力差,易钻偏;橫刃长,定心差,易偏斜;排屑困难,生产率低[3]。在、钻削时会产生切屑,每次安装时,必须把夹具座内部的切屑清理干净,因此综合加工耗时较多,生产效率不高。能否利用企业现有通用设备进行适当改造,能满足不同规格的活页加工,并能提高生产效率。
2 冲-钻工艺方案
根据企业现有设备,提出冲-钻加工工艺方案。孔的尺寸精度由冲头保证,质量稳定,普通压力机每分钟可生产几十件冲压件,是一种高效率的加工方法[4]。冲床无法很好地冲出孔口锥度,因此先用冲床冲出穿螺钉的直孔,再用钻床加工埋头孔,最后去毛刺及品质检验。所以其生产工艺为:锯料→冲孔→钻孔→去毛刺→品检。
2.1 冲压及冲夹具的设计
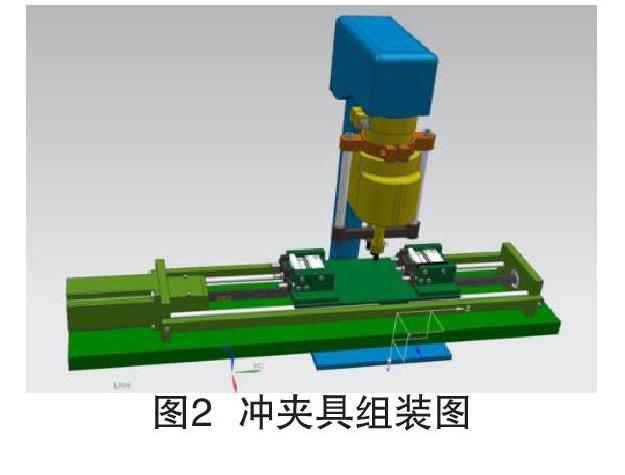
根据锯料误差及加工精度要求(形状尺寸及孔间距公差为0.1),设计了柔性冲夹具(如图2所示)。
冲夹具由底座、前后4个限位挡块、夹具座和推杆组成。在右限位块和推杆上安装有弹性螺钉,当工件安装入推杆座中推杆上的弹性螺钉会把工件向左顶紧,推动推杆进入冲模中,档块会顶住工件,这时工件会顶紧在前挡块上,这样以工件的前面和左面作为加工基准,加工基准与设计基准一致,无基准误差。
采用冲孔,4个孔一次冲压成型,孔间距精度高,加工无切屑,安装方便快捷,生产效率很高。
2.2 钻孔工装夹具设计
2.2.1 夹具座设计(如图3所示)
活页生产纲领属中小批量、产品形状类同,计设可扩展使用范围的夹具座,在夹具右侧加限位板、垫圈和弹簧,可调夹具宽度;在夹具后部装限位板、导柱、螺杆,可调整夹具长度。
2.2.2 顶杆设计(见图4)
在采用该工艺初期,出现了一些品质问题:(1)倒角有偶发性的切深;(2)偶发性的倒角不圆。
原因分析:钻孔速度快,会使切削力很大,同时会造成切屑过大而排屑不畅,当工件没有被夹紧时,工件会振动上浮,造成了钻深。
解决方案:加装顶杆,顶杆由抱箍、支架、顶针调节螺钉和弹簧组成。
顶针应高于钻头,在随主轴下移过程中,钻头先与工件接触,完成自动定心,在钻头继续下移钻孔过程中,顶杆顶住工件,使工件不会上浮。
2.2.3 选用双轴头(见图5)
双轴头的优点是轴头体积小,重量轻,不用做支架,可直接悬挂在钻床,操作方便,安全隐患少;速率1∶1,满足铝加工的高速切削要求;做好孔距规后,两轴间尺寸调整相对比较方便。
2.2.4 钻孔过程(见图6)
采用两个相同夹具交替工作的方法是缩短辅助时间的措施之一[3]。钻孔采用自动钻床,设计为双工作台,可轮流装卸,在钻头区域前部和两侧加装护板,工作台两侧装有限位开关,夹具座底部安装传感器,工作台移动至安装位置时停止移动,当感应开关一开一合,即感应到工件被装卸一次后,工作台才会再次移动。
2.3 全自动产线构想
采用先进制造自动化技术不仅能显著提高劳动生产率、大幅提高产品质量、降低制造成本、提高经济效益,还能有效地改善劳动条件、提高劳动者的素质、带动相关技术的发展,大大提高企业的市场竞争能力[4]。人工成本的不断增加,高柔性全自动化加工制造的是未来发展的必然趋势,为此构想设计了全自动化加工产线,把各加工模块有序地组织在一起。
工件放入料盘内,以气缸为动力源,推杆把工件推至机械手夹持位,然后由机械手把工件依次送至冲、钻加工位进行加工,最后放入周转箱中。采用上述夹具产品更换方便,可迅速调整好产线。图7为自动化生产构想图。
3 结语
此次工艺改进的核心是解决了工件快速装卸的问题,通过对夹具的设计和设备工装的简单改造,降低了生产成本,在使用了新工艺后,生产效率提高了150%。虽然多了一道工序,多用了一个作业员,但操作简单,普工经过简单培训就可替代数控操作技术工人上岗,人力成本增加不多,综合经济效益增加显著,为进一步向着全自动化方向技改打下了基础。
参考文献
[1] 陈中中,王一工.先进制造技术[M].北京:化学工业出版社,2016.
[2] 王杰,李方信,肖素梅.机械制造工程学[M].北京:北京邮电大学出版社,2004.
[3] 王凤平.机械制造工艺学[M].北京:机械工业出版社,2017.
[4] 成虹.冲压工艺与模具设计[M].北京:高等教育出版社,2006.
