气门芯智能装配系统的设计研究
2020-03-24袁利祥
袁利祥
摘 要:智能装配系统是自动化生产线和智能制造基本组成单元,随着智能控制技术、精细化加工技术的不断提升得到了极大的发展。气门嘴上装气门芯由于其控制难度较高,目前主要依靠人工来完成。文章设计的气门芯智能装配系统实现了选料和锁气门芯的自动化,并融合了检测系统对装配不良品进行分拣。采用PLC和HMI人机界面进行系统控制,机械结构设计合理。本系统的设计完成极大的提高了气门嘴上装气门芯的生产效率,并为该类系统建设提供借鉴。
关键词:气门嘴;气门芯;智能装配;系统设计
中图分类号:TP273 文献标志码:A 文章编号:2095-2945(2020)09-0097-02
Abstract: Intelligent assembly system is the basic unit of automatic production line and intelligent manufacturing, which has been greatly developed with the continuous improvement of intelligent control technology and fine machining technology. Because the valve core on the valve is difficult to control, it mainly depends on manual work at present. The valve core intelligent assembly system designed in this paper realizes the automation of material selection and lock valve core, and integrates the detection system to sort the defective products. The system is controlled by PLC and HMI man-machine interface, and the mechanical structure is designed reasonably. The design of this system greatly improves the production efficiency of the valve core installed on the valve, and provides reference for the construction of this kind of system.
Keywords: valve nozzle; valve core; intelligent assembly; system design
引言
氣门嘴是汽车常见的零配件,随着汽车保有量的迅速提升,气门嘴的需求量也在不断的增大。但是,常见的气门嘴上装气门芯自动化程度依然较低,并且锁气门芯无法实现自动化,气门芯的安装高度也不能有效的检测,致使不良产品率高[1]。鉴于这一问题,本文设计了一种气门嘴上装气门芯的智能装配系统,可以有效的解决以上问题,提高生产效率和良好率。
1 气门芯及其装配工艺难点分析
本研究在吸收其他自动化装配系统的设计经验后,并对已有的半自动化装配系统进行分析,依据对气门芯的装配工艺流程的模拟仿,对系统的机械部分进行了全新设计。在系统设计方案中力争做到使机械部分的加工要便利,使成本达到最低,零件总装要简便易行,并使系统具有一定的开放性和可扩充性,为增强系统的可靠性和高效性,提高系统的性价比奠定良好的基础[2]。
气门芯装配系统从其机械结构设计上主要分为三大块,分别为:处于工作台左上角的两件装配部分,处于左下角的三件装配部分和位于工作台右边的七件总成装配部分。两件装配的工艺难点在于如何保证密封圈圆形,在切割的过程中,会受到刀片轴向的挤压力,因此容易产生变形[3]。其次,在装配的过程中,当转配工装组件上检测到有芯杆时,需要通过振动来实现门芯不同组件之间筛选和装配,因此,其各个部件落在相应的位置成为该装配环节的工艺难点所在[4]。以上问题是现阶段气门芯装配中导致不良品率上升的主要原因。基于次,本文对气门芯装配的流程进行了优化,并增加了良品检测系统,提高气门芯装配的合格率。
2 气门嘴上装气门芯智能系统设计
2.1 智能气门芯装配方案设计
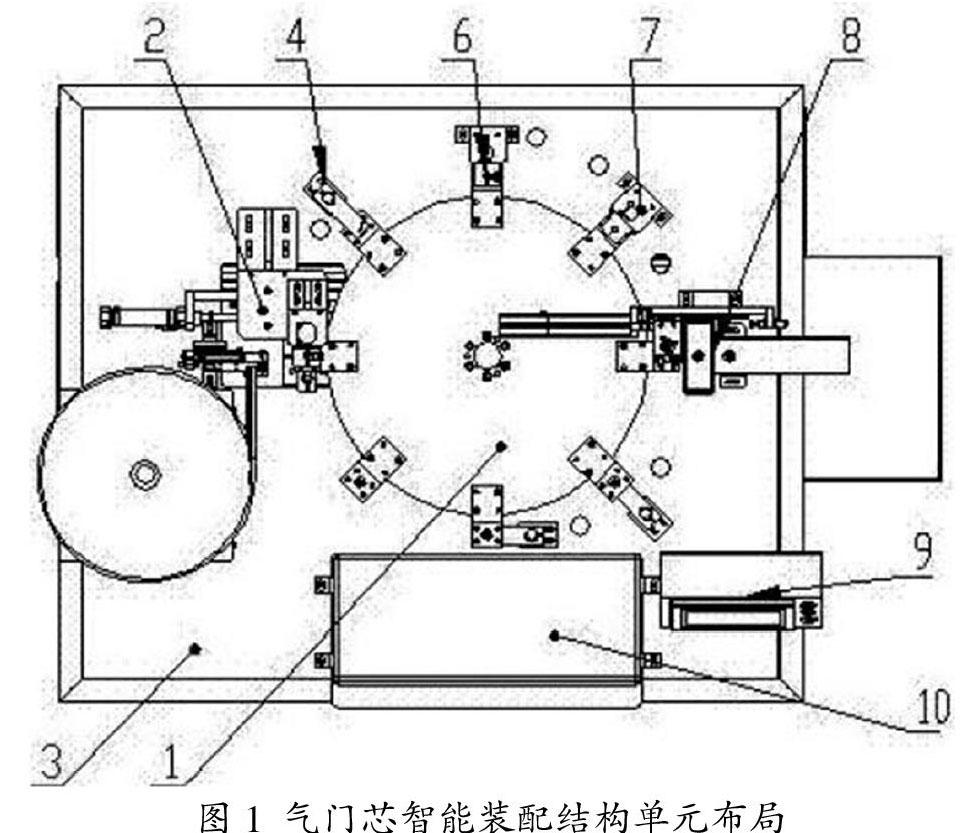
操作界面与PLC组成逻辑控制部分,检测系统与PLC双向信息流通,进行装配系统状态数据的采集和控制信号的输出。驱动系统作为执行部分,直接由PLC输出部分进行信号控制。本系统除了上料系统需要人工辅助完成外,其他流程均实现了智能化装配。通过触摸屏实现了良好的人机交互,在机械设计中考虑到操作的便利性,将门芯放置盒与触摸屏相邻,其他工艺装配流程如:上门芯组件、机架、第一检测机构、第二检测机构、门芯顶开吹气组件、气门芯高度检测组件和下料机构,分别设置在转盘工装组件周围,实现了门芯装配的流水线生产布局。检测系统主要完成芯杆检测、安装高度检测、良品检测等,不仅实现了选料和锁气门芯的自动化,同时还保证了装配工艺流程的稳定性和高效率。系统各单元结构示意如图1所示。
如图1所示,转盘是整个工艺流程的中心环节,气门芯的装配通过转盘的带动来完成。当第二检测机构检测到待装配元件时,发送信号给控制系统,控制系统协调各工艺单元工作。首先震动盘将门芯震出,并将其锁进气门嘴里。第一检测机构将没有安装成功的气门芯直接作为不良料进行筛选。组件6检测气门芯的通气是够合格,组件7检测气门芯的安装高度是否达标,以上三个环节均合格的产品才会被抓取到良品箱中,否则被视为不良品处理。
锁气门芯的智能装配是该系统设计的工艺难点。本设计中采用三气缸设计,滑台气缸控制放料保证放料的唯一性;第二气缸保证锁料杆与放料孔对齐,然后与滑台气缸配合,完成气门芯进入锁料杆,然后第二气缸继续推动整个锁料机构移动,至工装下方时吸嘴会吸住气门嘴。最后第三气缸推动锁料机构就位后,伺服电机将气门芯送进气门嘴中,完成气门芯的装配。这一过程保证了纵向和横向移动位置的精确性和唯一性,对门芯装配的工艺难点提供了一种良好的解决方案。
2.2 气门芯装配系统关键部件设计
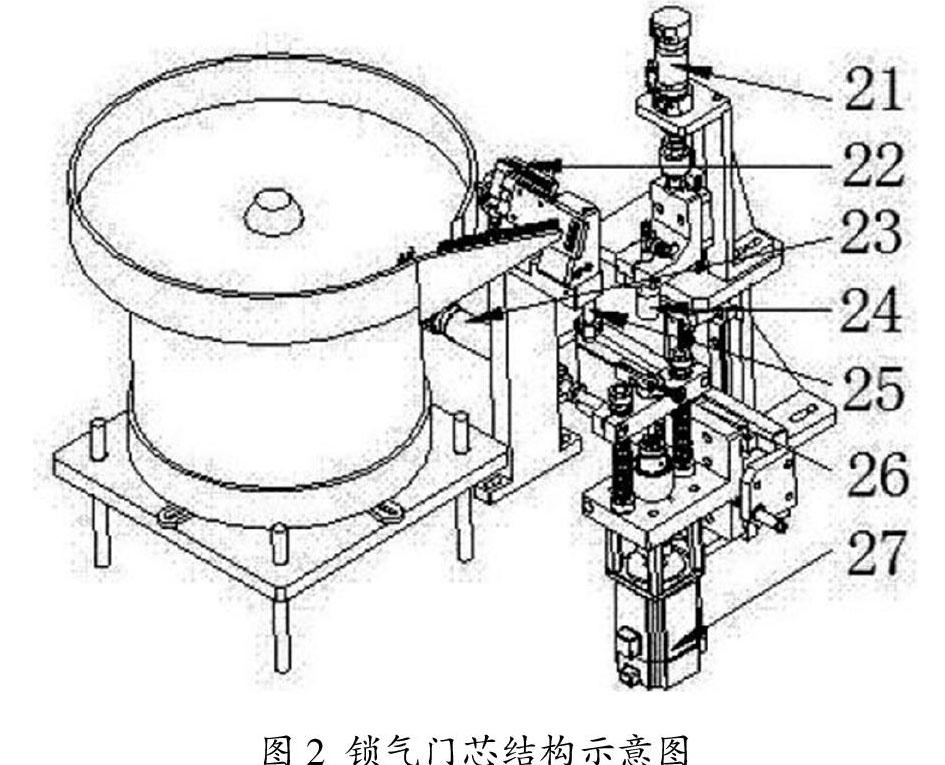
锁气门芯作为气门嘴上装气门芯的关键工艺,对于气门芯移动位置的精确性要求非常高,因此需要纵向和横向机构的协调配合来完成。该部件的设计中将其分解为单个动作,气门芯的放料动作、锁料杆锁料动作和气门嘴上装气门芯动作。其机械结构如图2所示。
从图2可以看出,锁气门芯装配机械结构分为三个部分。三个部分协调工作但又不相互影响,当独立动作完成后,气缸推动机构移动至下一个装配位置。为了确保移动位置的精准度,采用电气控制和机械限位的综合设计,将误差控制在1.4mm之内。气门芯和气门嘴中心同轴,伺服电机才可以推动气门芯顺利的进入气门嘴,否则就会导致零部件的损坏。
机械结构的卡顿或者电气信号的异常脉冲,都会导致装配工作出现微小的偏差。从而出现气门芯装配完成后通气性能不达标,装配高度不合格等导致产品的不合格。系统设计中充分的考虑了这一因素,吹气检测和高度检测来分拣不良产品。
2.3 气门芯装配控制系统设计
本设计中控制系统主要包括PLC逻辑控制、伺服电机驱动系统、检测系统和HMI人机界面组成。伺服驱动系统主要有伺服电机、减速器等组成,接收信号后推动机械部件动作。伺服系统可以在PLC的控制下实现精确的定位以及速度调节。检测系统包括光电传感器、光线传感器、激光传感器等,主要实现了定位检测、零件检测与识别、工序时序匹配等功能。HIM人机界面采用图形化编程模块,可以实现良好的人机交互。操作人员直接可以通过操作界面控制系统,同时装配的流程和参数也可以直接通过界面展示。
系统可以通过操作界面选择手动装配模式和自动装配模式,自动模式下系统根据装配流程自动进行装配,手动操作模式下系统单步运行,每个操作动作不会连续运行。系统程序的执行从转盘转动子网络开始,PLC输出控制信号控制,伺服电机驱动装盘转动。当转盘携带气门芯到相应的工艺流程位置时,该工艺流程子程序运行,执行部件根据控制信号执行相应动作。
3 结束语
气门嘴上装气门芯工艺流程并不复杂,但是对于工艺的精细化要求较高。因此,在工业生产中以人工装配和半自动化装配为主,其性能和质量不稳定。本文设计了一种气门嘴上装气门芯的智能化装配系统,实现了选料和锁气门芯的自动化,并通过检测系统对气门芯装配的通气性能和安装的高度进行检测,并将检测结果自动上传给控制系统,实现不良产品进行自动分揀。提高了气门嘴上装气门芯的工作效率和产品的稳定性。
参考文献:
[1]肖九梅.简述摩托车内胎气门嘴的结构特点及其使用维修[J].摩托车技术,2019(02):58-62.
[2]苏海军.气门嘴芯自动组装线智能控制与监测系统研究与设计[D].吉林大学,2018:31.
[3]胡晓峰,泮战侠,白培谦,等.气门嘴早期失效分析及改进[J].汽车实用技术,2017(19):104-105.
[4]宋秋实.全自动气门嘴精加工数控机床研究[D].山东科技大学,2011:19.
