自动行车在陶瓷仓储中的应用
2020-03-22张厚来
张厚来
(广州大学,广东 广州 510006)
0 引言
从现有的技术上讲,当前国内的行车定位都是通过人工操控的,这样的控制方式误差很大,效率低、速度慢,毫无定位精度。本文介绍的自动行车能精准定位,解决了目前存在的定位误差大的问题。而且,自动行车不仅仅可以用于陶瓷行业,也可以应用在其他物流仓储中,市场需求很大。
1 自动行车机构介绍
图1为自动行车的空间架构,主要由起升机构、行走机构组成。
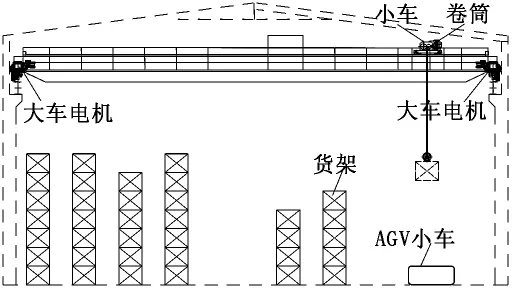
图1 自动行车架构
1.1 起升机构
自动行车起升机构主要由联轴节、电动机、减速器(包括制动器)、卷筒和钢丝绳等组成。起升机构应具有良好的调速性能,而且能够准确监控起升的高度;起吊陶瓷制品时能够轻拿轻放,最大程度地保护产品,防止碰撞冲击。液压推杆常闭式制动器与卷筒相连接,制动效果好,制动器摩擦因数非常稳定,在长时间频繁的使用中依然能够确保准确地停在设定的位置。
起升机构设有下降深度及起升高度的位置限制、起重重量检测、速度限制等一系列安全联锁保护。
1.2 行走机构
自动行车大车、小车的驱动均采用西门子三合一减速电机,大车和小车通过编码器实现定位,编码器上安装有齿轮,齿轮与安装在行走路径上的直齿条啮合,如图2所示。由于行车行走的枕轨上可能有多台行车,为了防止行车在行走的过程中与其他行车相撞,在相邻的行车上都会安装限位开关,当两行车靠近到一定距离时会先触发限位开关而停止,从而防止碰撞的发生。

图2 定位机构
1.3 卷筒
卷筒由钢板弯曲焊接而成,焊接后需将卷筒做退火处理和探伤检查,筒体需要经过静平衡检测。钢丝绳在卷筒上单层缠绕,以确保钢丝绳的偏角恒定。主钩在最低极限位置时,卷筒上应该留有三圈安全绳;主钩在最高极限位置时,卷筒上应该还有空余的绳槽;卷筒直径与钢丝绳直径的比值应大于25。
2 自动行车硬件组态与控制功能的实现
2.1 硬件组态
如图3所示,整个控制系统的硬件采用SIMATIC 1512SP-1PN配置方案,采用PROFINET作为通讯网络并连接各个部分。电控系统采用西门子S7-1500可编程控制器(PLC)和G120变频器,对系统进行全闭环控制,精度更高、速度更快、更可靠稳定。使用人机界面可随时修改坐标位置,更加方便直观。图3中,W774-1 RJ45为无线AP,W722-1RJ45为客户端连接器。
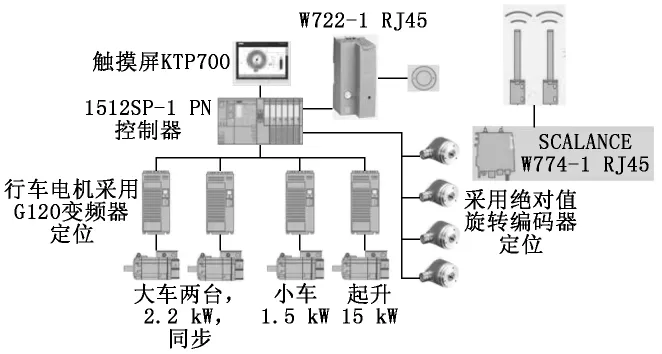
图3 自动行车硬件配置
使用西门子的SIMATIC 1512SP-1PN控制器进行融合控制。SIMATIC ET 200SP是具有高度灵活度可扩展的分布式I/O系统,通过现场总线把过程信号传输到上一级的控制器。ET 200SP设计紧凑,集高密度通道于一身,明显地节省了控制柜的安装空间和应用成本。
环境会计又称绿色会计,是估量某个特定的经济主体的活动对环境的影响的会计。它是以环境资源、环境费用、环境效益等会计要素为核算内容的一门专业会计。根据中国出版发行的“现代会计会计辞典”,环境会计是一项管理活动,从各个角度衡量和报告社会活动对企业,机构和其他组织的环境影响和管理。它旨在指导最有效地利用经济资源和最佳部署来改善整体社会效益。环境会计利用会计和环境管理的基本理论和方法,利用货币计量和非货币计量属性对企业生产经营活动中涉及的环境因素和结果进行测量,记录,揭示和评估。环境会计主要采用会计基本原理和方法,采用多种计量方法和属性反映和控制企业的环境活动和与环境有关的经济活动和现象。
行车电机均采用G120变频器驱动。由西门子G120变频器来驱动三相交流电动机,不仅经济而且能够精确地控制电机的转矩和转速。
图4为人机界面,采用西门子的KTP700Basic触摸屏。在实际生产运用中,利用人机界面不仅可以实现集中管控,还可以单独地控制起升、大车和小车,通过触摸屏可以设置系统相关的数据和操作权限。

图4 人机界面
图5 为无线通讯模块。由于自动行车行走距离较长,用通讯线和调度系统等外部设备连接不现实,因此,需要配置一种工业无线通讯网络。本文采用W722-1RJ45和W774-1RJ45无线AP模块作为无线通讯工具,安全高效,可靠性强。
2.2 控制功能的实现
2.2.1 大车两电机的同步功能
自动行车跨距较大,如果大车两电机不同步则行走过程中会出现啃轨和异响。本文是以西门子变频器G120为基础配置的整套控制系统。在大车双轴同步控制方案中,主从控制方式的应用比较多,但是在双轴通过齿轮的硬连接机械系统中,采用速度同步或主从位置同步的控制方案难以取得良好的效果,且极易因为双轴定位误差而发生偏载情况,甚至可能发生电机由于过载而停机的故障。因此本文运用主从控制方案中转矩同步的控制策略,使主轴在速度控制模式下工作,从轴在转矩控制模式下工作,从动轴跟随主动轴的实时转矩输出来运动。

图5 无线通讯模块
通过西门子软件博途V14中的工艺对象来设置大车从动与同步功能,且在程序中运用指令“MC_GearIn”来实现大车的主从同步,如图6所示。

图6 在程序中启动同步功能
大车两电机的同步效果非常不错,采用转矩同步控制策略,机械运行平稳,保证定位精度的同时,负载能够均匀地分布在两轴上,电机工作状况良好,无偏载、过载现象出现。
2.2.2 定位的实现
本方案选用绝对值旋转编码器作为位置传感器。没有采用G120变频器本身的定位功能,而是采用西门子1512SP-1PN控制器本身的工艺对象定位功能。用PROFIdrive报文来设定接口,为每个定位轴分配驱动,用PROFIdrive报文来分配绝对值编码器。定位轴工艺对象能根据编码器的设置计算位置设定值,并将相关的速度设定值输出给驱动装置。在位置控制模式中,定位轴所有的动作都在速度控制下进行。在进行绝对位置定位中,定位轴工艺对象已知物理位置,因而能精确定位。
2.2.3 无线通讯方案
运用工业无线通讯网络,解决了有线连接的弊端,可同时运行多台行车。在应用无线局域网时,信号强度对保障设备之间的正常通讯非常重要。本文采用的工业级无线AP型号为 W774-1RJ45及客户端 W722-1 RJ45,此无线AP还分别安装了KEY-PLUG W780卡。
3 行车与AGV小车协同工作
3.1 AGV小车简介
如图7所示,AGV小车有四个车轮,前面两个轮为驱动轮,分别由两个电机控制负责驱动和转向,AGV小车底盘下面装有磁道轨迹传感器,AGV小车行走的路径上贴有磁条,磁条上每间隔一米贴有地标磁片用以换算小车的实际行驶速度和传达当前位置。小车车头上安装有障碍检测器,避免小车在运行过程中发生碰撞。小车前端装有人机界面,用以显示信号、速度和电量等一系列的参数。小车电机完全由充电电池供电,当小车电池电量低于额定电量的20%时会自动行走到充电桩进行充电。
3.2 协同工作
自动行车夹取陶瓷制品出入库的流程为:生产线上的陶瓷成品由AGV小车运送到入库的固定工位,小车到达固定入库工位后PC端收到小车就位指令,调度软件给行车发出入库指令,行车选择最优路径运动到小车上方进行夹取并堆垛,堆垛完成后等待下一步指令,入库夹取过程如图8所示。出库过程与此类似。

图7 AGV小车

图8 行车与AGV小车协同工作(入库)
通过昆船的软件对AGV小车进行监控和参数设置,可以监控在线AGV小车的数量和运行状态,也能单独给小车发送指令控制小车的运行,图9为行车和AGV小车配合工作的调度系统界面,行车下方的货架位置坐标都储存在调度软件中,行车会根据指令将不同坐标的货物夹到AGV的固定停靠位置,当调度系统收到AVG小车已就位的指令后会将夹取过来的货物放在AGV小车上。
4 结语
自动行车在仓储物流方面的应用较广,主要用于搬运货物,解决了主钩与货物之间的定位问题。本文介绍的陶瓷仓储行车较传统行车速度更快,效率更高,更安全可靠且噪声小。相比于传统行车,经过测试,此自动行车大车速度达到42m/min,小车速度达到61 m/min,起升速度达到29m/min。在最大速度范围内的额定载重量达到1t。
本仓储行车主要用于高密度陶瓷制品的仓储,解决了货物堆叠时的定位问题,这种高精度定位的起重机器也可以应用于其他物流仓储中。
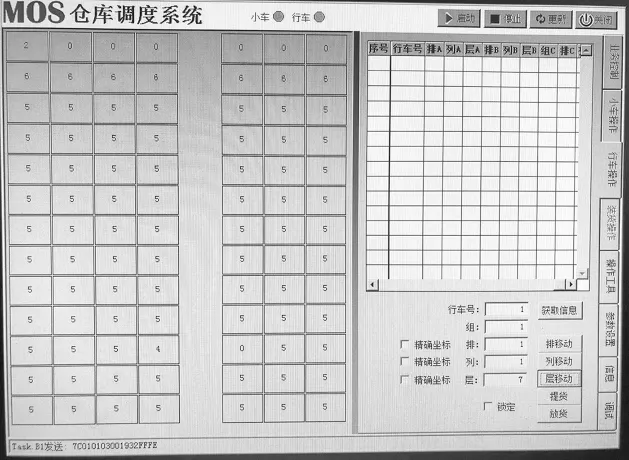
图9 行车与AGV小车配合工作的调度界面
