基于 XMH-PLJ/3拼接机的自动上下料装置研发*
2020-03-22张秋容黄文汉吴卓庚
张秋容,黄文汉,吴卓庚
(1.河源职业技术学院 机电工程学院,广东 河源 517000;2.深圳市艾特自动化有限公司,广东 深圳 518000)
0 引言
某眼镜制造企业拥有多台XMH-PLJ/3拼接机,该拼接机的主要功能是拼接眼镜架叶子料或桩头料,无需拼料水及其辅料,可直接拼接。目前,在整个拼接过程中上下料工序仍需要人工手动将塑料眼镜框放在设备中,然后再将鼻梁架放在塑料眼镜框上面,并调整好鼻梁架相对于眼镜框的位置;物料放置好后,启动拼接机压紧并拼接眼镜框和鼻梁架;拼接完成后,人工再把成品物料拿出来。针对此工序存在噪声大、操作危险、效率低下等问题,本文提出对XMH-PLJ/3拼接机上下料工序进行自动化升级改造,主要根据XMH-PLJ/3拼接机的现有工作条件,如拼接机工作流程、设备结构特征等,制定了上下料自动化装置的机械结构,再结合气压传统系统,通过PLC控制系统进行控制,实现上下料过程的无人化操作,提升了XMH-PLJ/3拼接机的生产效率,降低了生产成本,减少了工人操作的危险程度。
1 XMH-PLJ/3拼接机自动上下料装置机械结构
1.1 自动上下料装置整体机械结构
XMH-PLJ/3拼接机自动上下料装置主要由机械手、直线导轨、物料槽升降机构和物料定位机构组成,如图1所示。自动上下料装置有两个物料槽升降机构,一个是眼镜框物料槽升降机构,另一个是鼻梁架物料槽升降机构。升降机构会把两种物料提升到机械手指定吸取的位置,机械手先来到眼镜框物料的工位上,其Y轴下降,吸盘吸起物料,然后通过直线导轨移动到拼接机上,放下物料,再重复类似动作,吸起鼻梁架物料放在眼镜框物料上。在物料被吸走后,物料槽升降机构会向上爬升一个物料的高度,将下一个循环需要的物料放到相应位置。当眼镜框和鼻梁架上下摆放好后,定位机构会通过带定位块的气动机构固定住眼镜框物料,并把鼻梁架对中移动到眼镜框上的相应位置,等待拼接机加工完成。最后再由机械手把成品物料吸起并放在成品物料槽里。

图1 XMH-PLJ/3拼接机自动上下料装置整体机械结构
1.2 机械手机构
本机械手机构可实现三轴运动,由电机1带动滚珠丝杠光轴5和X轴导向杆4组成X轴轴向运动,Y轴和Z轴的轴向运动由气缸带动,三根轴配合真空发生器3及两个吸盘6组成机械手,如图2所示。

图2 机械手机构
1.3 物料槽升降机构
本装置的物料槽分为眼镜框物料槽和鼻梁架物料槽,两个物料槽的结构设计相同,物料槽的材料采用抗冲击力强、可塑性高、质轻的亚克力板。物料槽的升降机构采用T8型丝杠,配合电机传动,由铝型材固定,如图3所示。当最上层无物料时,升降电机通过联轴器带动丝杠运动上升一个物料的高度,使得眼镜框物料、鼻梁架物料到达机械手指定吸取位置,便于机械手上的吸盘成功取料。

图3 物料槽升降机构
1.4 斜料定位机构
斜料定位机构主要完成鼻梁架在眼镜框上位置的定位与固定。机械手将眼镜框物料放置于如图4所示的物料放置区,放置区设计有浅凹槽结构,防止眼镜框物料滑动,定位夹具机构的气缸推出,使定位夹具顶尖刚好卡在眼镜框物料的中心定位槽,从而完成眼镜框的定位及固定。接着机械手运取鼻梁架物料并放置在眼镜框物料上,放置的位置需要大于定位夹具的宽度,此宽度已由两个吸盘间的距离决定。放置好鼻梁架后,左右两边带斜块的定位气缸实现同步运动,将鼻梁架推动并靠紧定位夹具两边的斜边,完成鼻梁架相对于眼镜框的自动定位及固定。
2 自动上下料装置控制系统
自动上下料装置的控制系统包括电气控制系统和气动控制系统两部分。自动上下料装置的运动轴和气缸按照预定的程序顺序动作,具有运行效率高、响应速度快、稳定性好等特点。
2.1 电气控制系统
图5为电气控制系统原理图,主要由电机控制、电磁线圈控制两部分组成。因西门子PLC为高电平输入高电平输出,故输入与输出的公共端都与0V电相接;步进驱动采用共阴极接法,因驱动器脉冲输入口PUL+和方向信号输入口所需电压为5V,而开关电源提供的电源为24V,故在每个驱动器的DIR+与PLC对接的信号线中串联一个2kΩ的电阻;气缸电磁阀线圈的信号线与PLC的输出信号模块连接,其电源线与0V相接;电磁传感器均采用三线制,两根电源线分别与24V和0V相接,另一个信号线则与PLC的输入信号模块相接。电气控制系统控制流程如图6所示,I/O地址分配如表1所示。

图5 电气控制系统原理图
2.2 气动控制系统
图7 为气动控制系统原理图。当气缸所对应的电磁阀通过PLC控制得电或断电时,可实现气缸所带工作机构的直线往复运动。而吸盘则是利用真空发生器将正压气转为负压气来达到吸取物料的目的。
3 结语

图6 电气控制系统控制流程
根据拼接机工作特点,设计制造了采用多种传动技术的自动上下料装置,且采用西门子PLC做主控制器,实现了拼接工序的自动化升级改造。

表1 控制系统I/O分配
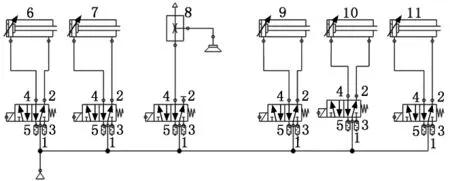
图7 气动控制系统原理图
