薄壁圆形零件的工艺分析及编程加工
2020-03-22晋康
晋 康
(山西机电职业技术学院,山西 长治 046000)
0 引言
合理地安排加工工序对零件的加工质量有着至关重要的影响,有效合理的工序不仅在保证零件加工质量的基础上所用时间最短,更是突破零件加工难点的关键所在[1-2]。本文给定的薄壁圆形零件由于材料及结构限制,当加工圆柱面上具有复杂轮廓的前后通孔时因为变形导致零件报废,且特殊的密封槽结构难以通过常规手段进行加工。针对这一问题,通过对原有加工工艺的认真分析,重新制定了合理的加工工艺,优质高效地完成了零件的加工。
1 薄壁圆形零件的工艺分析及工装设计
薄壁圆形零件的结构如图1所示。零件材料为铝合金,毛坯尺寸为Φ42mm×42mm。图1中未注尺寸公差控制在±0.05mm以内,且加工完成后表面要求光滑平整无毛刺。

图1 零件图
分析零件图纸及要求可以发现,该圆柱形薄壁零件的结构特点如下:
(1)零件加工精度要求高,多处尺寸要求控制在一定的公差范围内。
(2)零件属于薄壁零件,刚性差,加工过程中变形大,难以保证形位公差与加工质量。
(3)零件下部结构复杂,与上部圆同轴度要求较高,需设计特殊工装防止多次装夹带来的同轴度误差。
(4)圆柱面内侧密封槽结构特殊,需采用多轴联动方式进行加工。
综合以上零件结构特点,采用五轴机床对其进行加工。首先采用常规三轴加工策略完成粗加工及规则特征的加工,最后采用五轴曲线的加工方式完成密封槽这一特殊结构的加工[3]。零件的工装需加工者自行设计,工装夹具为四方凸台结构,在凸台中心分步加工出4个螺纹孔,同时在零件毛坯上沿中心加工出4个螺纹孔,通过螺栓将零件毛坯固定在工装上完成装夹[4]。
2 薄壁圆形零件的加工工艺研究
2.1 零件各表面加工方案
零件使用铝合金材料,采用圆柱形实心毛坯,数控加工工艺按粗加工、半精加工、精加工顺序进行编排。粗加工使用尺寸较大刀具快速去除余量加工出零件大致形状,半精加工使用较小直径刀具去除剩余余量,剩余适当余量在精加工阶段完成去除。精加工根据零件结构特征采用不同刀具及工艺分区域加工,以保证加工表面质量[5]。薄壁圆形零件加工工艺过程如表1所示。
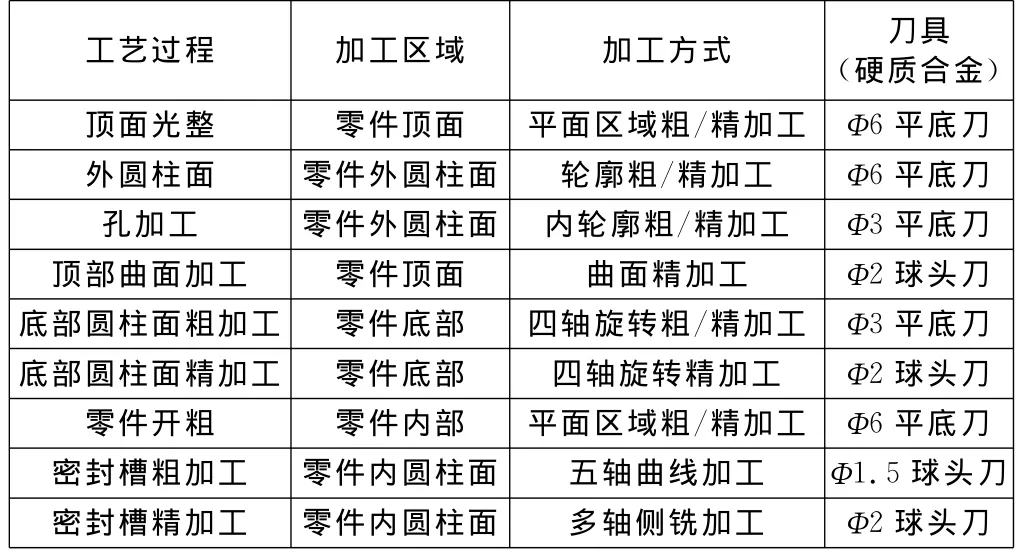
表1 薄壁圆柱零件加工工艺过程
2.2 零件子工艺分析及数控编程
在对零件加工刀路编制前,需要将零件及夹具的造型文件导入到编程软件中,同时选择加工使用的机床型号、刀具,完成夹具及工件位置的正确摆放,以便完成刀路编制工作后使用软件模拟加工过程,防止加工过程中有过切、碰撞等事故的发生[6]。
2.2.1 圆柱面顶面加工
零件毛坯安装完成后,首先对顶面进行粗、精加工,以保证零件顶面的加工质量,其目的在于加工出精基准,在反面加工时控制零件高度在公差要求范围内。粗、精加工使用同一把Φ6平底刀按不同切削参数完成。粗加工转速为10 000r/min,进给速度为3 000 mm/min;精加工转速为12 000r/min,进给速度为1 000mm/min。加工过程中开启切削液,以降低被加工表面粗糙度。图2为零件顶面光整加工刀路。

图2 零件顶面光整加工刀路
2.2.2 零件外轮廓加工
为满足零件侧面粗糙度及加工质量的要求,需要利用平底刀分两次对侧面进行加工。第一次控制加工深度为每层0.5mm,下刀角度为1°,侧壁剩余余量为0.15 mm,粗加工转速为10 000r/min,进给速度为3 000 mm/min;精加工时控制加工深度为每层2mm,下刀角度为2°,为避免进退刀时在加工表面上留下刀痕,应设置进退刀角度,精加工转速为12 000r/min,进给速度为1 000mm/min。图3为零件外轮廓加工刀路。
2.2.3 顶部曲面加工
为保证曲面的加工质量,需要使用球头刀分3次进行曲面精加工。首次曲面精加工采用Φ2球头刀对加工域进行加工,为提高加工效率,路径间距为0.1mm,加工面剩余余量为0.1mm[7],精加工转速为12 000 r/min,进给速度为2 000mm/min;第二次曲面精加工减小路径间距至0.05mm,将余量进一步加工至0.05 mm;最后一次曲面精加工调低路径间距为0.01mm,将曲面加工至要求尺寸,加工参数为转速12 000r/min、进给速度1 000mm/min。图4为零件顶部曲面轮廓加工刀路。

图3 零件外轮廓加工刀路
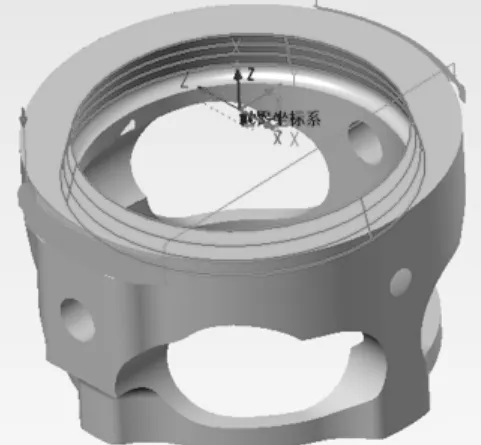
图4 零件顶部曲面轮廓加工刀路
2.2.4 底部圆柱面加工
由于零件底部结构外径较顶部结构小,采用常规的三轴加工刀路无法完成加工,故使用四轴旋转加工方式对底部结构进行加工,以保证零件上、下圆柱结构的同轴度。首先利用Φ3平底刀对多余余量进行分层粗加工,快速加工出基本轮廓,控制加工面侧壁与底部余量为0.1mm,加工参数为转速10 000r/min、进给速度2 000mm/min;第二步使用旋转精加工命令,利用Φ2球头刀去除剩余余量,路径间距设置为0.05mm,加工参数为转速10 000r/min、进给速度1 000mm/min。底部圆柱面四轴旋转加工刀路如图5所示。
2.2.5 密封槽加工
密封槽是位于零件内圆柱面上的槽,采用三轴及四轴刀路无法完成此结构的加工,只能利用五轴曲线加工方式完成此特征结构的加工[8]。为将密封槽加工至要求尺寸,加工过程分两步进行,首先利用Φ1.5球头刀进行密封槽开粗,此刀路不设置加工余量,只利用刀具外形控制密封槽轮廓尺寸;第二步利用Φ2球头刀使用五轴曲线加工将密封槽加工至要求尺寸,加工参数为转速12 000r/min、进给速度1 000mm/min。密封槽五轴曲线加工刀路如图6所示。

图5 底部圆柱面四轴旋转加工刀路
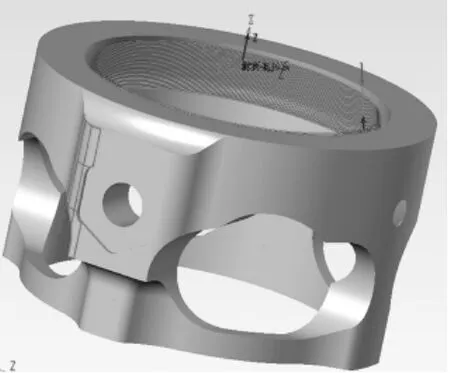
图6 密封槽五轴曲线 加工刀路
3 结语
多轴机床的使用使得零件在一次装夹下即可完成多种特征及曲面的加工,提升加工效率的同时保证了零件的尺寸及形位公差要求。由此可见,多轴机床的使用极大地提高了加工效率与制造质量。
