青饲料收获机切碎辊刀具的优化设计及试验
2020-03-15魏天路杜爽葛宜元姜永成王俊发刘东旭
魏天路,杜爽,葛宜元,姜永成,王俊发,刘东旭
(1.蚌埠学院机械与车辆工程学院, 安徽 蚌埠 233030; 2.佳木斯大学机械工程学院, 黑龙江 佳木斯 154007)
玉米是我国主要的粮、经、饲兼用作物之一[1]。玉米秸秆经过青贮或黄贮等处理后营养更为丰富,可与牧草相媲美[2-5]。目前,欧美发达国家青贮玉米的种植面积约占玉米总种植面积的25%,而国内青贮玉米的种植面积及种植规模都相对较小,随着我国农业产业结构的调整及人们对青贮饲料认可度的提高,青贮玉米的发展空间得到了较大提升[6]。根据秸秆切割器类型的不同,青饲料收获机上广泛采用的切碎装置有两类:滚刀式和轮刀式[7-8]。轮刀式切碎器传动复杂、结构不紧凑、圆盘刚度较差,切割过程中滑切角变化幅度较大,进而导致切割阻力矩急剧变化;刀轴负荷不均匀、回转稳定性差、切割质量差[9]。滚筒式切碎器有螺旋滚筒式和平板刀滚筒式,螺旋滚筒式切碎器的动刀属于等滑切角切刀,具有工作负荷均匀、机器振动小等显著特点,滚筒在较低转速时,仍可获得较短的切碎段,缺点是切割质量差;平板刀滚筒式切碎器具有良好的切碎和抛送性能,刀片的制造、磨刃和间隙调整方便,但由于辊筒运动参数及刀具安装参数的影响,会使切割阻力矩增大,导致机具堵塞,甚至出现危险[10-15]。本文以平板刀滚筒式切碎器为研究对象,利用Ansys-Workbench软件对其进行有限元仿真分析,并通过旋转正交组合试验设计方法进行切割阻力试验,得到切割阻力较小的刀具参数和刀辊运动参数较优值,以提高切割过程中刀具可靠性与整机的工作效率。
1 原理与方法
1.1 青饲料收获机切碎辊工作原理
青饲料收获机切碎装置如图1所示,主要包括夹持喂入、切碎、调质三个部分。夹持喂入部位安装四个夹持喂入辊,喂入辊上布有锯齿和钢筋,增大喂入摩擦,实现高效率喂入;切碎辊上布置有双排切刀,确保切割质量;调质机构可以根据饲料直径大小要求而更换不同的调质辊。青饲料秸秆覆盖地工作环境相对较差,覆盖量大,易发生堵塞,因此,在切碎辊主轴上设置了扭矩传感器,当切碎室内发生堵塞时,会引起切碎辊扭矩的变化,通过扭矩传感器将实时扭矩值传到上位机,以便实施相应的策略和语音提示。
1.2 刀具切割原理
切割刀具与切碎辊之间采用螺栓连接。切割过程中,刀具和秸秆的表面都要产生弹性与塑性形变。刀具受力分析如图2所示。
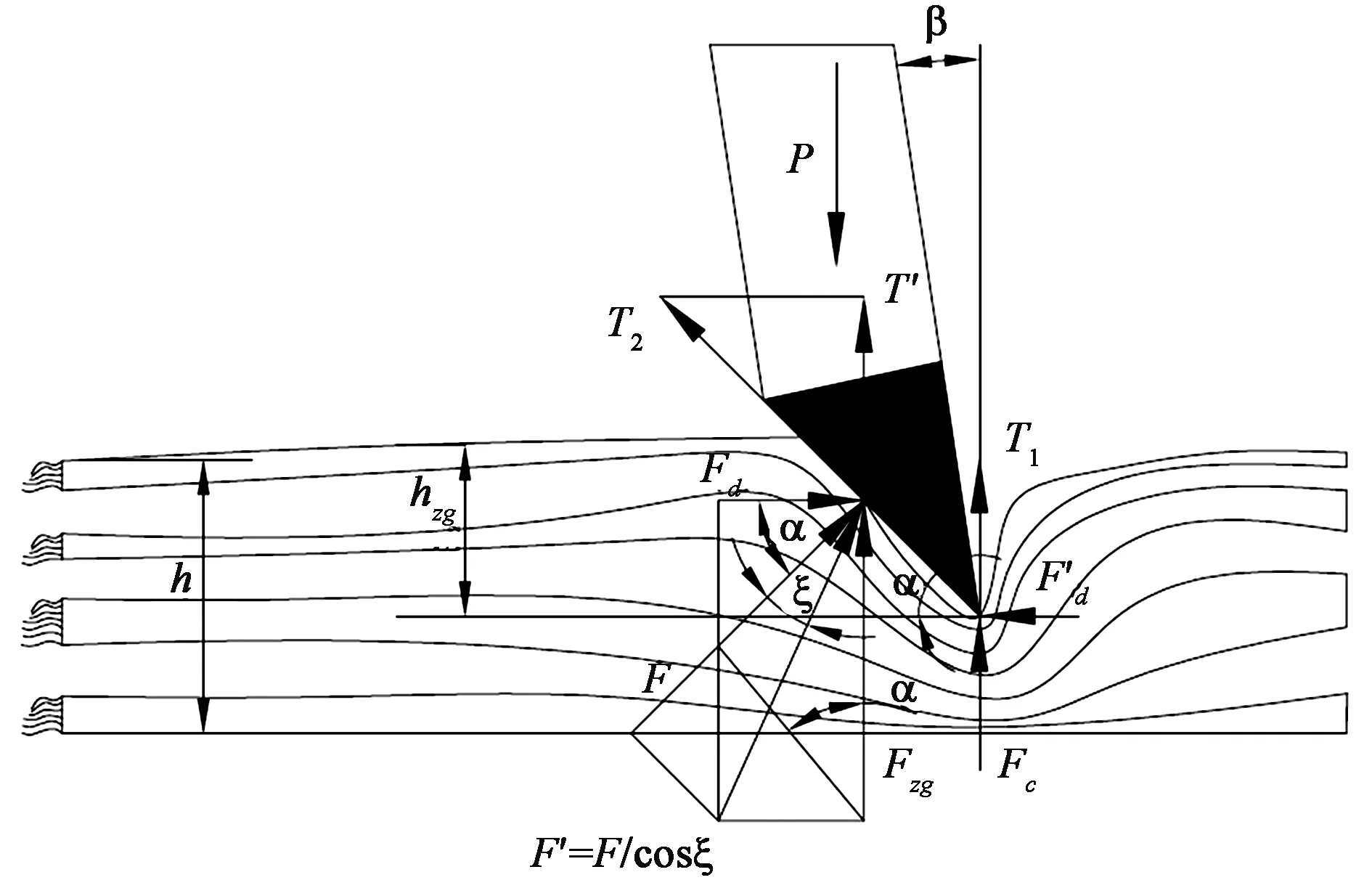
注:β—刀尖切割时与秸秆的夹角,(°);F—刀刃面压力的反作用力,N;Fzg—秸秆对刀具的反作用力,N;Fd—刀具对秸秆的反作用力,N;α—切割前角,动刀与定刀之间的夹角,(°);T1—秸秆对刀尖的反作用力。Note: β—Angle between the tool nose and the straw, (°); F—Counterforce of the blade pressure, N; Fzg—Counterforce of the straw on the cutting tool, N;Fd—Counterforce of the cutting tool on the straw, N;α—Angle of front cutting tool, the angle between the moving cutting tool and the fixed cutting tool, (°);T1—Counterforce of the straw on the tool nose, N.图2 秸秆切割受力分析Fig.2 Stress analysis of straw cutting
由图2可计算刀刃面压力的反作用力。
F=Fzgsinα+Fdcosα
(1)
切割过程中刀具刀刃面的摩擦力T2如下。
T2=μF=μ(Fzgsinα+Fdcosα)
(2)
式中,μ为刀具与秸秆间的摩擦系数。
由以上分析可以看出,为完成切割,刀具刀刃垂直方向上的作用力P必需满足以下条件。
(3)
式中,Fc为被切秸秆对刀具的反作用力;Δ为刀具刀刃厚度,mm;l为刀具刀刃长度,mm;σc为秸秆的压应力,MPa。
为了分析Fzg与Fd的关系,需要先分析作用在刀刃面上的单元力dFzg与dFd,特引入相对密度ε的概念。
(4)
式中,σ为秸秆的挤压应力;E为秸秆的弹性模量;h为秸秆厚度;hzgx为实际切割前秸秆压缩深度。秸秆在被压缩的过程中,其应力和应变符合弹性变量的规律。
(5)
用ε1表示被切割秸秆的相对位移,则由刀刃面侧向压力引起的单元反作用力如下。
dFd=ε1Edhzg
(6)
由工程力学公式可知ε1=εμ′,μ′为泊松比。带入式(6)并积分可得式(7)。
(7)
刀刃压力的合力计算如下。
(8)
式中,hzg为秸秆切割深度,mm。
上式中仅第一项是完成切割的有用力,σc只能用于实验方法确定,其不仅与秸秆的材料与湿度有关,也与刀刃的倾斜角有关。
1.3 刀具有限元优化方法
刀具在切割过程中的变形量直接影响其寿命损耗。本文利用Ansys-Workbench有限元分析软件,在秸秆直径和含水率一致的情况下对刀具施加相同方向和大小的切削力,得到刀具在不同材料、不同厚度、不同安装倾斜角时的应力与形变量情况,得出形变量最小的参数组合。
1.4 切碎辊扭矩试验方法
1.4.1试验材料 试验台由本课题组自行设计,并由佳木斯市海润机械制造有限公司生产。为验证刀具优化结果,于2019年10月在佳木斯大学机械工程中心对切碎辊进行扭矩测试试验。试验采用旋转正交组合试验设计方法,以秸秆层厚度、刀尖倾斜角度和秸秆含水率为试验因素。采用斜切的方式,在切割速度保持一致的试验条件下,考察各因素及其交互作用对切碎辊扭矩的影响。试验秸秆选择在佳木斯地区广泛种植的天农九号玉米秸秆为样本。
1.4.2试验水平选取及测量 秸秆直径通过数字式游标卡尺测量,取平均值。秸秆层厚度水平范围根据两个夹持喂入辊之间的距离变化选取,并由直尺测量;秸秆含水率选取以收获期的青饲料水分为依据,并通过密封喷水处理调节试验所需含水率。刀尖倾斜角度水平范围依据仿真结果选取,并由刀座的角度确定。试验水平如表1所示。
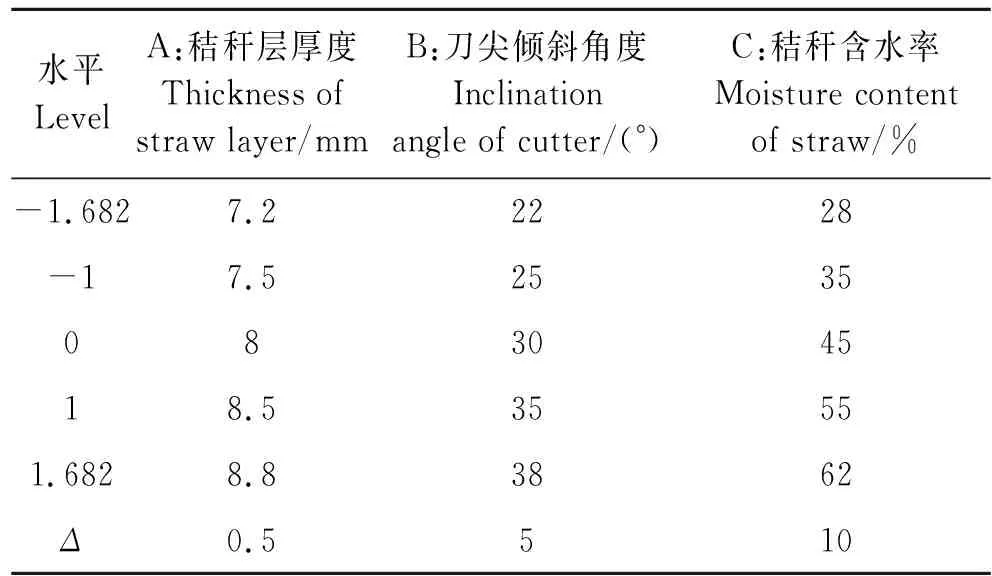
表1 因素水平编码Table 1 Factors and levels
1.4.3指标测量方法 扭矩通过连接在负载和切碎辊筒之间的扭矩传感器测得。传感器指导连接如图3所示。
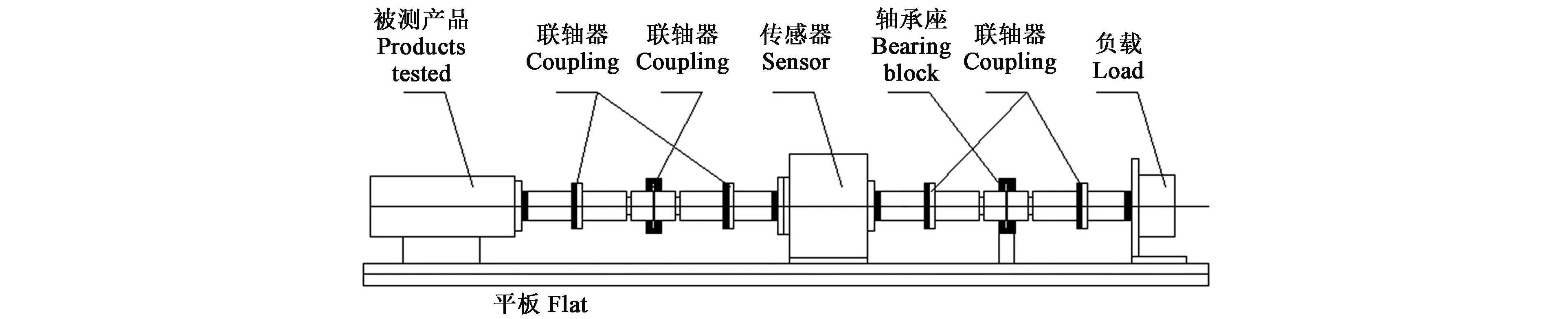
图3 传感器指导连接Fig.3 Guide connection diagram of sensor
扭矩数值通过配套的转矩测量仪进行实时显示,采用5位数码管,精度达到0.2级。通过RS232总线接口,完成与计算机的数据通讯。同时,扭矩测量仪还可以外接打印机,进行实时的数据打印。
1.4.4环境监测平台设置 为了更好的观察试验台各部件的工作环境,建立环境监测采集平台,分别在入料口、切碎辊、出料口及整体试验区设置摄像机。入料口视频监控装置用于实时监控入料口的秸秆状态,物料切碎部分视频监控装置用于实时监控物料在进入切碎滚筒时的状态,出料口视频监控装置用于实时监控物料在进入调质装置前的状态,直观观察物料的切碎质量等,整体环境视频监控装置采用枪式摄像机,用于观察喂入切碎装置自动工作时的整体工作环境和安全保障。控制系统由PLC可编程控制器和变频器组成,通过读取各个传感器的测量参数,对各装置进行实时调整和控制;操作平台由显示器、网络硬盘录像机、变压器、交换机等组成,用于显示各个传感器的测量参数和各工步监控系统的实时画面。
1.4.5试验数据分析方法 试验数据采用Design-Expert软件进行分析,该软件通过选取适当的设计方法可以有效地减少所需的试验次数,但不改变试验结果。针对本文的正交试验设计,Design-Expert软件可选择三元二次正交旋转组合设计方法,利用软件中的Central Composite Design设计模块以及分析模块进行方差分析表并建立回归方程。该软件通过Model Graphs查看显著因素与指标的关系图,即响应曲面图。针对回归方程模型,可通过软件的优化模块进行模型优化,得到最优参数组合。
2 结果与分析
2.1 刀具有限元仿真分析
2.1.1不同材料对刀具变形量的影响 为使刀具维持切割性能,变形量是非常重要的衡量指标。因此,选取受力时变形量小的刀具材料尤为重要。选取刀具常用的不锈钢(9Cr18)、65Mn、45号钢三种不同材料,对其进行有限元应力仿真。由图4可知,三种材料的刀具在工作过程中的变形趋势大致相同,应力集中的部位集中在刀刃正切面的中间和两端的位置。当刀具材料为65Mn时,刀具的最大变形量最小,为0.451 63 mm,较其他两种刀具材料寿命损耗小,为较优材料。
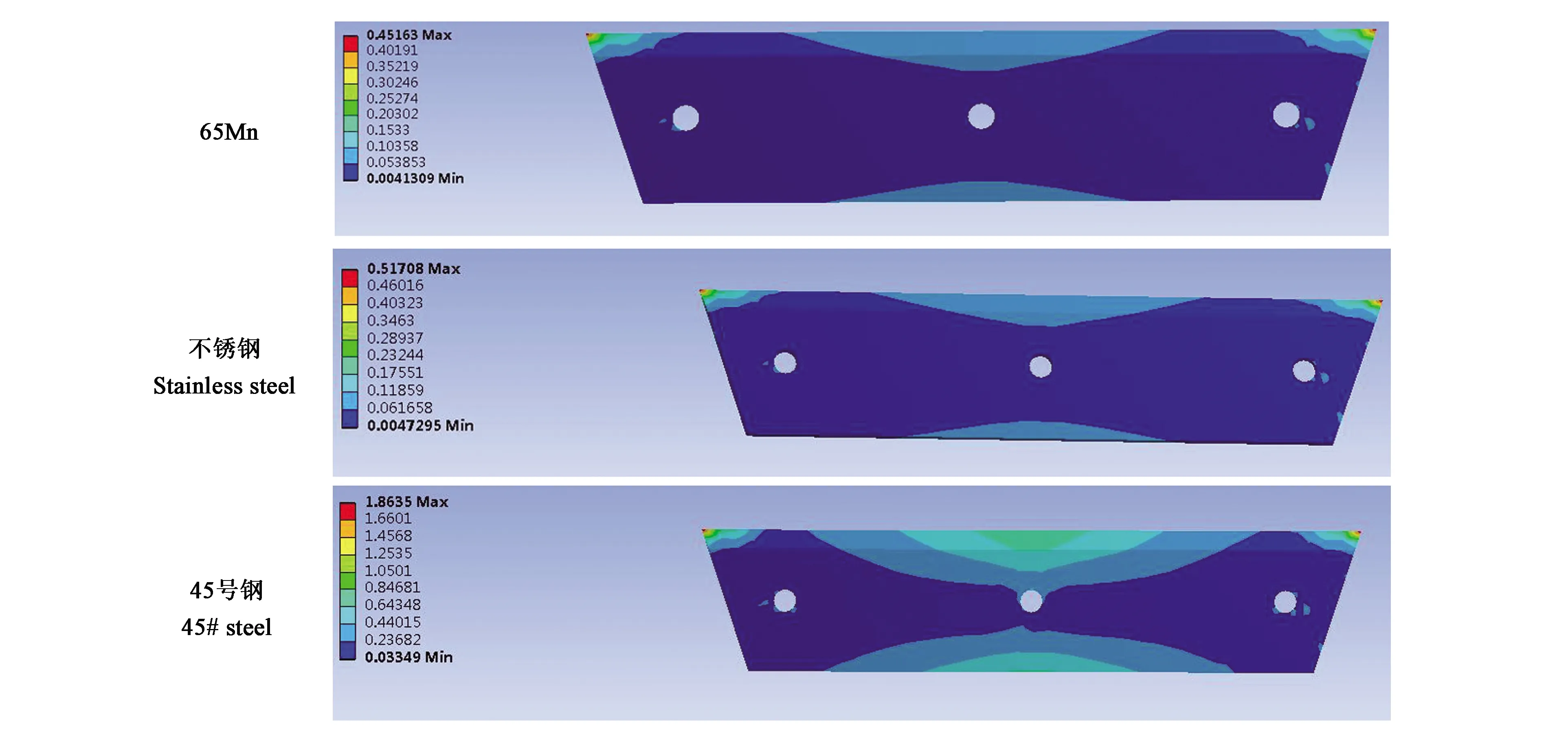
图4 不同材料的刀具应力云图Fig.4 Stress nephogram of different materials
2.1.2不同厚度对刀具变形量的影响 刀具的厚度影响其工作过程中的变形量以及整体质量,从而影响转动惯量和切割效率。因此需选取合适的刀具厚度。本文选取65Mn刀具为材料,对比8、9、10 mm三种厚度下刀具的变形量。分析可知,最大形变量出现在刀尖部位,且厚度为8 mm时应力与应变要小于9和10 mm的刀具。为了得到更精确的最优参数,将刀片的厚度细分为7.5、8和8.5 mm进行有限元分析,应变云图及变形量如图5所示。由图5可知,当刀具厚度为8 mm时,刀具的最大变形量最小,为0.394 32 mm。此时刀辊质量适中,切割效率高。
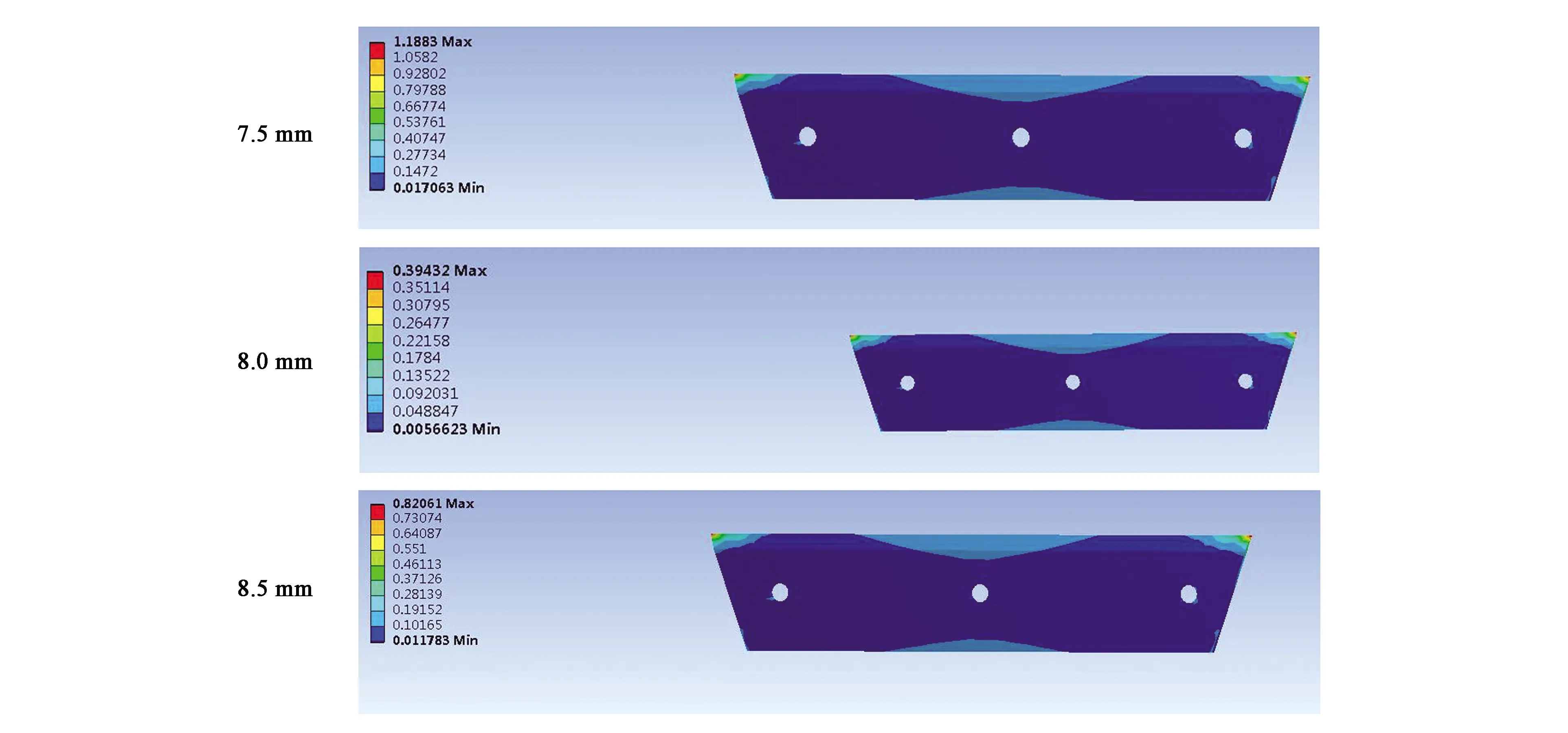
图5 不同厚度的刀具应力云图Fig.5 Stress nephogram of different thickness
2.1.3不同刀刃倾角对刀具变形量的影响 刀刃倾角与切割效率和磨损量都有很大关系。本文通过有限元仿真确定最佳倾斜角。刀具采用25°、30°、35°三种不同倾角,通过分析得到不同刀刃角度下的应力云图和变形云图如图6所示。可以看出,倾斜角度不同,最大变形量也不同,分别为0.001 891 3、0.001 270 1、0.001 993 8 mm,但最大变形处均位于刀尖部位。而当刀尖倾斜角度为30°时,其形变量最小,各部位受到的等效应力也最小,为本次分析的最优值。但倾斜角30°时与其他两个角度相比变形量差别不大。三种角度在同等工作环境下均可满足性能要求。
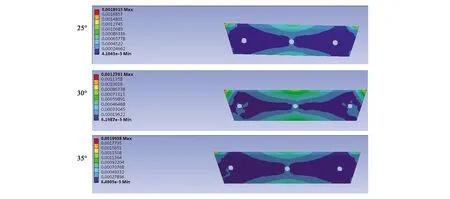
图6 不同倾斜角的刀具应力云图Fig.6 Stress nephogram of different Inclination angle of cutter
2.2 正交试验结果与分析
2.2.1正交试验结果 利用回归正交试验考察各因素之间的交互作用,设计方案如表2所示。按照通用旋转组合设计的试验点进行试验,A=z1,B=z2,C=z3,试验数据如表2所示。
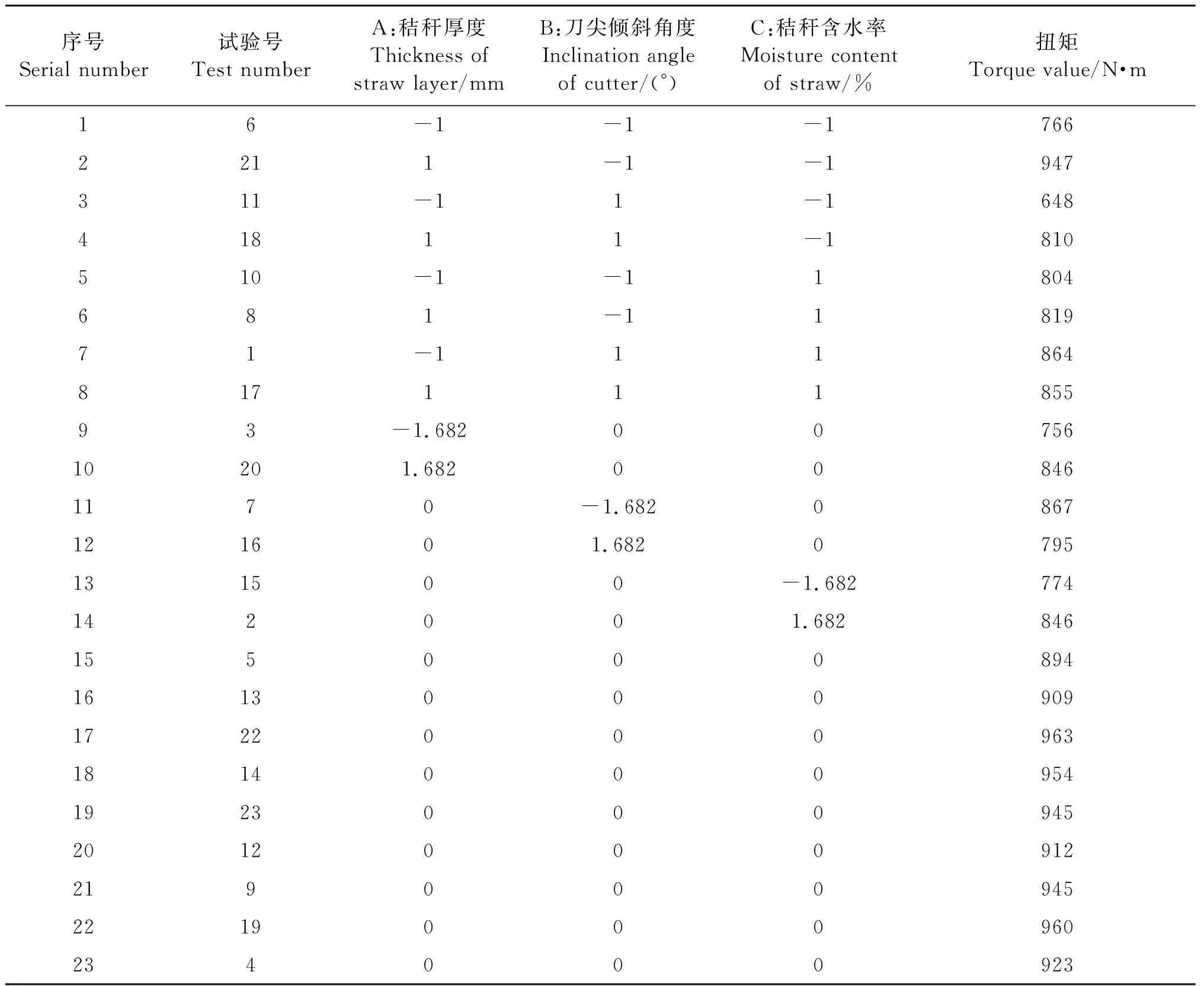
表2 试验方案及结果Table 2 Test plan and result
2.2.2方差分析 对试验结果进行方差分析,结果如表3所示。由表3可知,模型项P≤0.01,说明y与z1、z2、z3之间的回归方程的关系是极显著的。同理,其他因素对指标影响均为极显著。因素对指标影响的主次关系为:A2>C2>B2>A>BC>AC>C>B。经Design-Expert软件处理后,得到各因素编码与指标之间的响应面方程如下。
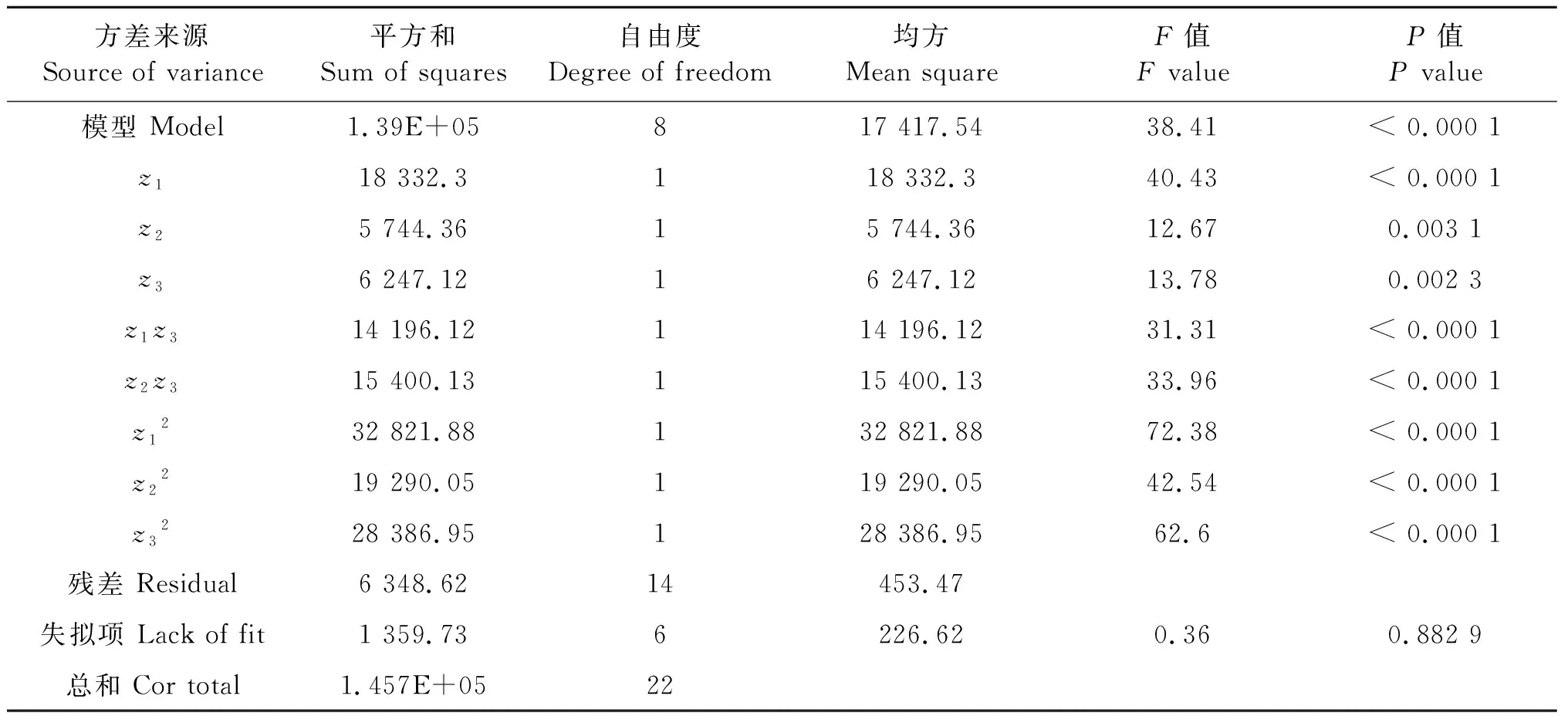
表3 方差分析表Table 3 Analysis of variance table
(9)
失拟项越小越好,对应的P值越大越好,如果P>0.1,说明说得方程与实际拟合中非正常误差所占比例小,方程表示y与z1、z2、z3之间回归关系是好的,否则可能是有的因素没有考虑到,如z3项等。响应面方程计算的理论值与实际值的比较如表4所示。
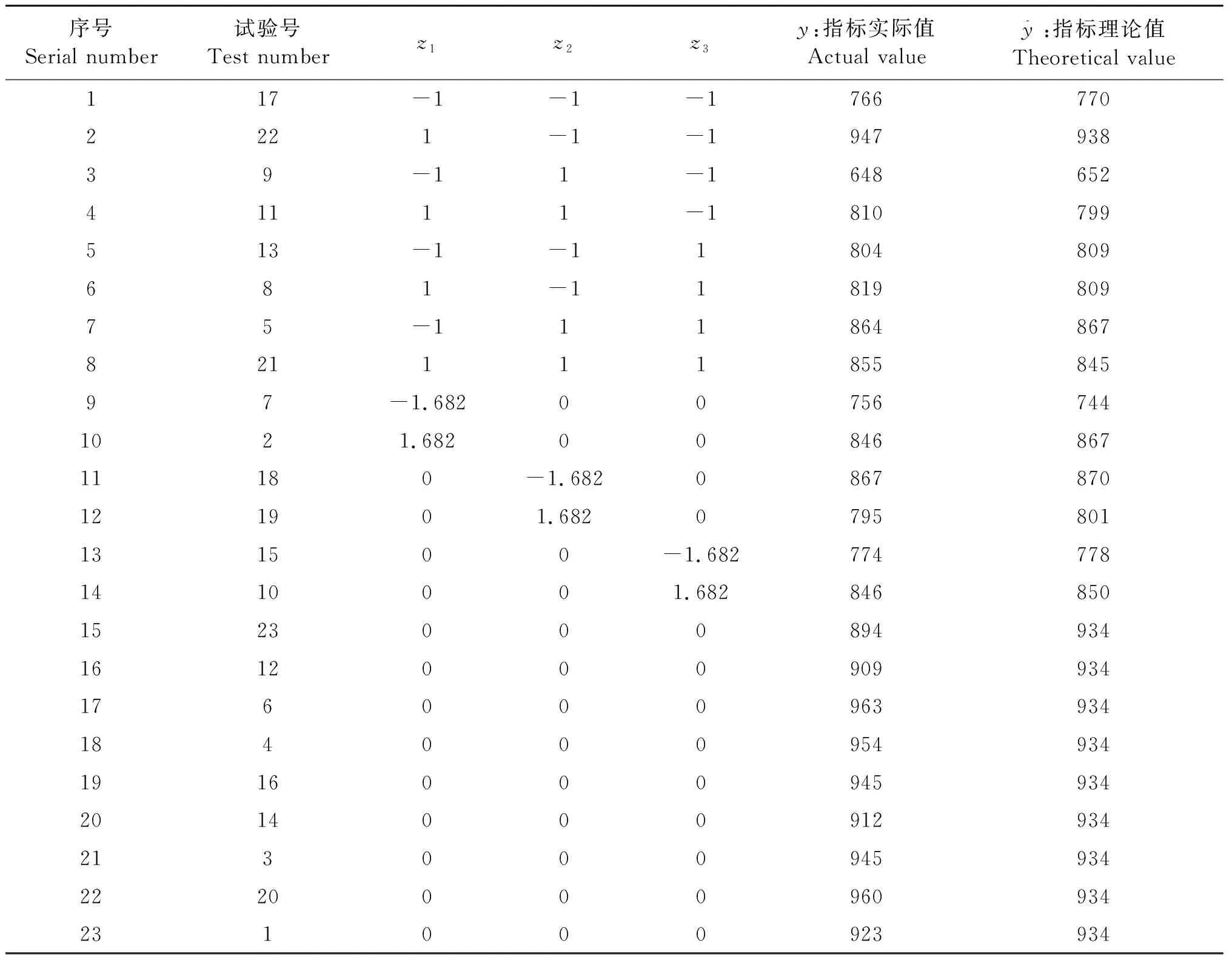
表4 理论值与实际值的比较Table 4 Comparison between theoretical value and actual value
2.2.3单因素影响分析 由图7可知,当秸秆层厚度处在低水平时,随着秸秆层厚度的增加,扭矩值增大;当秸秆层厚度处在高水平时,扭矩有下降趋势,此时易堵塞。当刀具倾斜角处在低水平时,扭矩值变化不大;当刀具倾斜角处在高水平时,随着刀具倾斜角的增大,扭矩减小。当含水量处在低水平时,含水量增加,扭矩值增大;当含水量处在高水平时,扭矩值变化不大。分析可知,在不考虑交互作用的情况下,应选择低水平的秸秆层厚度、高水平的刀具倾斜角以及低水平的含水量,此时扭矩值较小。
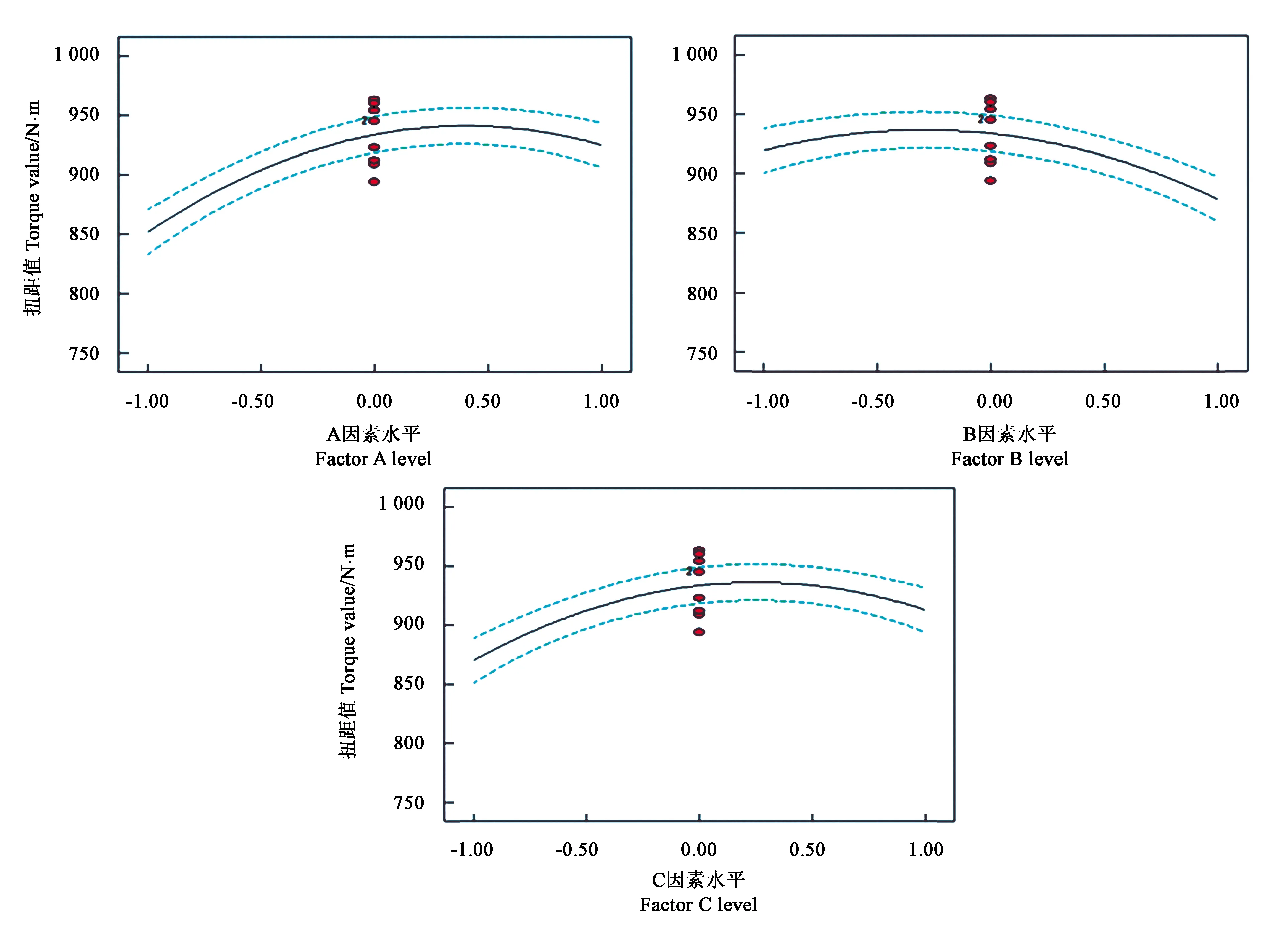
图7 单因素影响Fig.7 Influence of single factor
2.2.4交互作用结果分析 由方差分析可知,AC、BC之间存在交互作用。AC交互作用对扭矩影响的回归方程如下。
(10)
由图8可知,当秸秆含水率处于低水平时,刀尖倾斜角度增大时,刀辊扭矩变化不大;当秸秆含水率处于高水平时,刀尖倾斜角度增大时,刀辊扭矩减小。而当刀尖倾斜角度处于高水平时,而当秸秆含水率增加时,切割阻力矩变化不大;当刀尖倾斜角度处于低水平时,而当秸秆含水率增加时,切割阻力矩随之增加。经分析可知,为避免切割阻力矩过大,青秸秆应在水分较高水平、刀尖倾斜角度较大时进行收割。
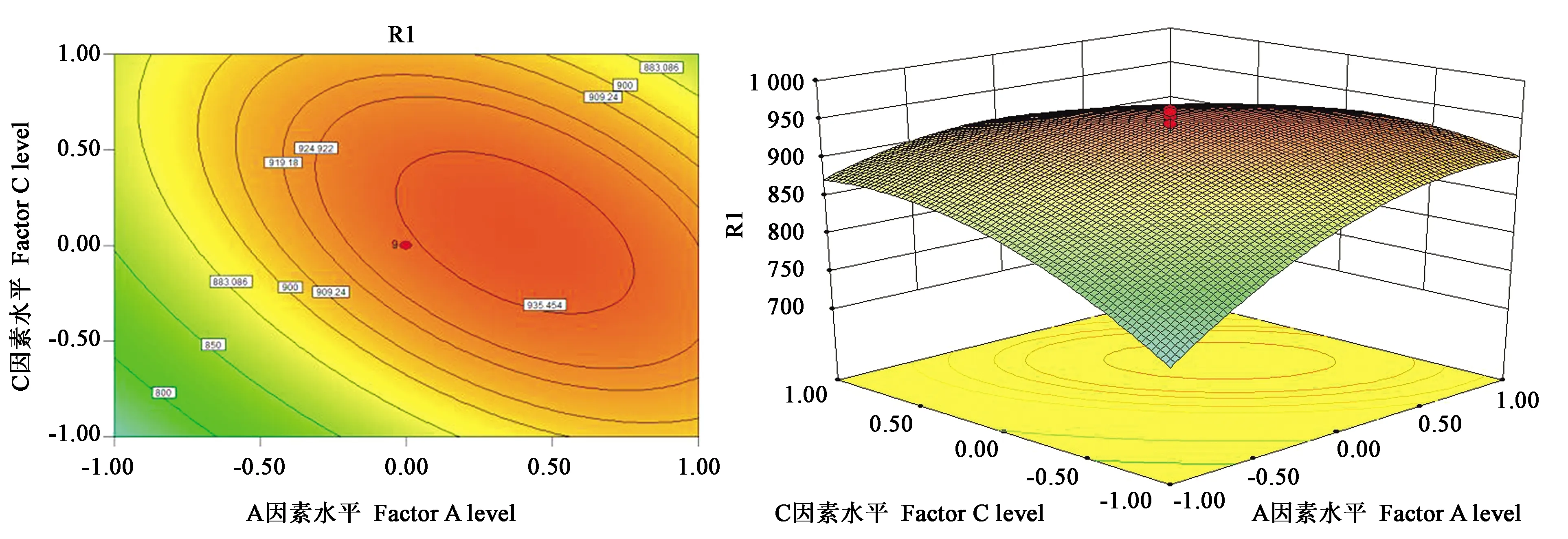
图8 A、C交互作用下的等高线图和响应曲面图Fig.8 Contouring and response surface under the interaction of A and C
B、C两者之间的交互作用对扭矩影响的回归方程如下。
(11)
由图9可知,当厚度处于低水平时,秸秆含水率增加时,扭矩变化不大,趋于平稳;当厚度处于高水平时,秸秆含水率增加时,扭矩随之增大。当秸秆含水率处于低水平时,厚度增加,扭矩增加较少;当秸秆含水率处于高水平时,厚度增加,扭矩变化不大,趋于平稳。经分析,应选取适宜的含水率以及较小的厚度进行切割试验。
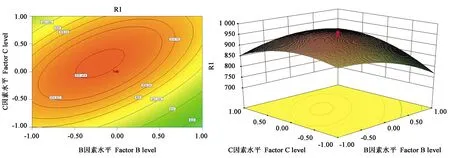
图9 B、C交互作用下的等高线图和响应曲面图Fig.9 Contouring and response surface under the interaction of B and C
2.3 模型优化及验证结果分析
2.3.1试验模型的优化 为保证合适的扭矩和功率,应选取较大的刀具倾角,适宜的含水率以及较小的秸秆厚度进行收割工作。以三个因素为设计变量,因素的水平范围为约束条件,扭矩回归方程作为响应变量函数进行模型优化,如式(12)所示。
(12)
应用Design-Expert8.0.6软件进行优化求解。在三个因素约束的范围内求目标函数扭矩的最小值。指标最小值圆整后为647 N·m,最小值点为(z1、z2、z3)=(-1,1,-1),换算为实际值如下。
(13)
即因素最优组合为秸秆层厚度7.5 mm、角度35°、含水率35 %。
2.3.2验证结果分析 选取最优试验条件进行验证性试验,指标平均值为(646.4±8.12 )N·m,与优化值相当,证明优化值真实可信。
3 讨论
青饲料收获机是实施秸秆饲料化的重要机具,而刀片是最关键的部件。刀具自身材料、结构参数及安装参数直接影响切割效率和切割质量。刀具材料影响刀具与秸秆的接触情况,从而影响切割效率,同时也影响刀具的使用寿命。刀具切割青饲料秸秆性能的好坏取决于刀具切割部位的材料。刀具应具有足够的硬度、良好的耐磨性、足够的强度和韧性、高耐热性、热导率大以及较好的工艺性能。刀具厚度影响其工作过程中的变形量以及整体质量,从而影响转动惯量和切割效率。刀具刀刃的倾斜角不同将会直接影响到刀具的使用寿命以及切割质量等问题。减小刀刃倾斜角,增大切割速率的同时,伴随着刀具刀刃的过度磨损,甚至整机的损坏;增大刀刃的倾斜角,将会降低切割速率,耗费能源。故刀刃倾斜角的选择尤为重要。本文以滚刀式切碎器为研究对象,运用Ansys Workbench软件,分别以刀具材料、刀片厚度、刀刃安装倾斜角为仿真因素,得到刀具形变量的应力云图,并得出形变最小的仿真因素取值范围。此时切碎辊工作负荷均匀、整机震动小,达到增大刀具寿命,提高整机工作效率的目的。相似研究中,周春燕[16]利用ANSYS软件对螺旋刀片进行了有限元分析,提出了提高刀片性能、延长使用寿命的改进措施。刘洋[17]通过对动刀的有限元分析得出,刀刃两端应力集中和变形严重,由此确定了合理的动刀结构尺寸。
目前,针对秸秆切碎理论和整机性能方面对切碎能耗和切碎质量进行了大量研究。吕金庆等[18]针对玉米青贮收获机切碎性能开展研究,探究了拨禾轮间高度、拨禾轮圆筒转速、动刀转速和收获机前进速度对切碎质量的影响。薛钊等[19]利用自制青饲玉米收获机切碎试验台开展作业参数优化试验,考察切碎装置转速、喂入速度和喂入倾角对切碎比能耗、标准草长率的影响规律。本文为了适应不同品种以及不同长势的青饲料秸秆切割需求,设计了青饲料喂入、切割、调质一体化试验平台,平台配置扭矩实时监测及防堵报警系统,具有喂入效率高、消耗功率小、实时监测扭矩等特点,可搭载不同类型的切碎辊进行试验。为获得较优的切碎参数,以秸秆层厚度、刀具倾斜角度、秸秆含水率为试验因素,进行旋转正交组合试验设计。考察了各因素对刀辊扭矩变化影响的主次顺序,并分析了两因素交互作用对指标的影响,得到指标较优的参数组合。
总之,青饲料收获机刀具以及切碎器的设计是保证收获机切碎质量和整机性能的重要环节。刀具材料、耐磨处理工艺、结构参数等都会影响刀具的性能。除此之外,机具的切碎器的防堵监测以及整机的智能控制系统是今后研究的重点。
