V205后备厢外板上段起皱原因分析及控制措施研究
2020-01-16马云飞北京奔驰汽车有限公司
文/马云飞·北京奔驰汽车有限公司
本文对冲压件在拉深过程中的起皱原因进行了分析,通过调整模具状态、工艺参数、涂油条件和板料尺寸等方法,最终找到保证生产稳定的关键因素,消除了产品起皱缺陷,返修率、废品率大大下降,生产效率得到有效提升,并且通过对整个调整过程的总结,深入了解了造成起皱的各因素的实际影响,为冲压生产线解决类似问题积累了宝贵的生产经验。
冲压件起皱是影响冲压生产的重要问题之一,是冲压外板件不可接受的缺陷之一,不仅会造成冲压件的直接报废或者返修,还会导致焊接的变形或者开焊,影响焊接质量。目前,行业内对于起皱原因的分析认识比较统一,起皱的控制更多是在产品开发阶段,在实际冲压生产过程中,尤其是大批量的生产条件下,受到调整周期和模具实物的限制,如何快速有效找到解决办法,需要不断通过实际案例积累经验和反复验证;本文通过V205后备厢外板上部的起皱控制,试验了多种调试手段,经过批量生产的验证,为其他冲压件生产线的调试提供借鉴和经验。
V205后备厢上部起皱原因分析
从拉深件冲压过程中起皱的各方面原因入手,结合该制件的特点分析起皱产生的原因及解决问题的途径。
拉深件起皱的原因分析
拉深件在拉深过程中起皱的原因很多,在具体问题中需要具体分析;根据实际生产中的具体情况来查找原因,其主要原因有以下6个方面:
⑴拉深件拉深深度太深,导致制件在走料的过程中板料流动过快,形成起皱。
⑵冲压件在拉深过程中凹模R角过大,导致在拉深过程中凸模无法压住料,造成板料流入过快形成起皱。
⑶冲压件压料筋不合理,压料筋过小或位置不正确,不能有效阻止板料过快流动,形成起皱。
⑷顶杆的压力过小,冲压件成形不彻底,形成起皱。
⑸模具定位设计不合理,冲压件在拉深过程中无法压住料或者压料边过小,导致在拉深过程中无法压住料,形成起皱。
⑹凸凹模间隙过大导致在拉深过程中无法压住料,造成起皱。
V205后备厢外板上部起皱的原因分析
结合以上起皱理论,针对V205后备厢外板上段起皱(图1)深入分析原因。通过拉深件冲压方向及CAE开裂风险报告(图2)分析可以看出,主腰线附近存在开裂风险,因此工艺规划时工艺补充形状简单,高度很低,虽有效降低了制件开裂的风险,但起皱的风险加大,起皱后的调整难度加大,而且该制件模具已经投产,且生产频繁,如果从更改工艺补充和更改模具结构上想办法不符合生产实际,因此从以下方面分析和制定对策:

图1 制件起皱缺陷图示
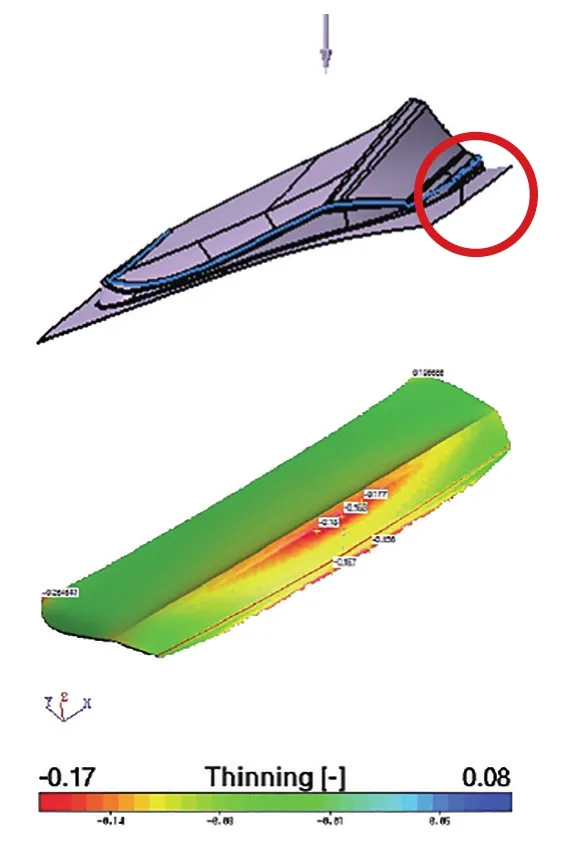
图2 拉深件冲压方向及CAE开裂风险示意图
⑴冲压件拉深深度较深(图3),该件成形深度约150mm,锁孔侧走料较多,在走料过程中板料流动过快或变形阻力的不均匀分布就有起皱的风险;但产品和模具已固化投产,无法改变此条件。

图3 拉深件冲压方向示意图
⑵检查该件拉延筋的分布,该件前后侧易起皱位置均有两条拉延筋布置,且CAE模拟(图4)F向已有开裂风险,与现场状态基本一致,在控制起皱的前提下极容易出现开裂。

图4 CAE拉延筋及开裂风险示意图
⑶顶杆的压力检查(压边力),该件工艺文件指导压边力100~140t,实际使用为120t,符合工艺要求;结合实际制件的起皱情况,适当加大压边力对控制板料的流动,对减小起皱的风险有积极作用。
⑷生产板料尺寸过小或定位设计不合理,导致冲压件压料边过小,或在拉深过程中无法压住料,造成起皱;观察该件的流入量,拉深件筋外余料不足5mm,成形的裕度较低,对板料性能等其他条件的稳定性要求极高。
⑸模具的压边圈与上模间隙大或不均匀,反映在模具上有两方面;一方面压边圈管理面及压料面着色不匀;另一方面平衡块的高度调整高或分布不均匀,导致压边力分布不均,板料流动时受力不均匀,从而导致起皱。
⑹批量生产中,为增加成形稳定性和减少模具磨损,该件成形前增加局部涂油工序,可能会造成拉深过程中润滑油过多过厚,导致摩擦力变小,无法有效阻止板料流动,从而出现起皱。
解决V205后备厢外板上部皱褶的措施
从以上起皱的原因分析可知,防止起皱的方法就是要保证冲压件在拉深的过程中能够控制住板料的流动,保证合理的流动速度和最终流入量。板料在成形过程中流入过快或流入不均匀,则可能导致成形过程中内应力无法释放,从而导致制件起皱,特别是型面落差比较大,形状急剧变化的制件;另一方面,板料流动过慢,则会造成冲压件的开裂,需要通过现场不断的调试来找板料流动的平衡点。
由于模具已经制作完毕,进入量产阶段,所以从工艺设计及模具设计制造角度采取措施来解决此类问题较为困难,结合现场实际生产状态,制定以下控制措施:
⑴适当加大压边力。较大的压边力可以提高法兰部位起皱临界力,降低起皱的风险,同时可以使凹模内部的毛坯受到较大的拉力,造成应力分布不均匀。在零件未开裂的前提下加大压边力也就是加大机床气垫的压力,压边力由120t提升到160t,经过多次生产验证跟踪观察,零件皱褶引起报废情况有所减少,但经常会出现零件开裂,无法保证稳定生产,仍需要继续调试,开裂情况如图5所示。

图5 V205后备厢外板上部零件局部开裂
拉深成形过程中,拉深垫的压力曲线并不稳定,压边力的不稳定有可能导致在成形过程中出现缺陷;实测拉深垫在150mm时,制件与凸模开始接触,此时观察曲线压边力还未完全建立,为了避开压力建立初期压边力的波动,将压边圈顶起高度由170mm调整为220mm,调整后整个成形过程中压边力基本保持稳定。
⑵控制润滑及润滑部位(图6),润滑良好可以减小拉深系数,减小材料表面和模具表面的摩擦力,降低模具在工作中的温度,提高生产的稳定性,减少模具工作中的磨损,延长模具的使用寿命还可以提高制件的表面质量,所以在拉深工序中采取适合的润滑是必要的。合理的润滑部位和涂油量可以有效控制皱褶的产生。针对该零件在开裂处调整局部涂油量或者全部取消,经过多次序列化生产验证,通过涂油的调整仍无法保证多批次稳定生产,仍会出现开裂或者起皱,造成生产线停机及制件报废。

图6 V205后备厢外板上部原始涂油
⑶控制压边力的合理分布,不均匀程度尽量减小。制件连续拉深成形时,由于凸凹模表面与板料表面制件摩擦生热,模具零件内部热量积累使得凸凹模间隙减小,导致在压边力不变的情况下板料流动阻力发生变化,从而影响批量生产的稳定性。针对这一问题采取压边圈与凹模间隙稍大于板料厚度的措施,拉深时主要依靠拉延筋阻力控制板料的流动,避免依靠压边圈与凹模对板料的摩擦阻力的方法,使得板料流动阻力在外部条件发生变化时能够保持相对的恒定,提高拉深模批量生产的稳定性。具体措施是研修局部拉延筋槽R角,使筋槽R角均匀,过渡平顺;检查压边圈压料面着色(图7),将硬点去除,调整平衡块,使平衡块着色均匀,在序列化生产过程中,模具表面生热后,间隙稳定,摩擦力稳定,从而得到状态稳定的制件;模具修理后,经过多个生产批次验证,仍会出现起皱或开裂(图8)等缺陷,反映在模具上表现为成形裕度不足。
图7 平衡块分布图和优化前压边圈着色

图8 序列化生产中开裂与起皱
⑷增加板料尺寸,增加成形过程中的压边圈压料的面积,有利于控制走料的速度,实现增加裕度的目的;具体措施为板料步距方向尺寸增加10mm( 图9);此零件在前期CAE模拟及前期项目验收投产时,为了得到更好的材料利用率(利用率达到69.7%),板料步距方向尺寸控制较小,为序列化生产的稳定性埋下隐患;拉延件成形后在拉延筋外板料均不足5mm,导致压料边不足,压料力作用减少,导致模具裕度降低;板料步距增加10mm后,压料面上板料压料更多,模具成形裕度增加,对板料性能波动的要求变低;经过多个生产批次验证,制件起皱缺陷未再出现,实现了序列化的稳定生产。

图9 板料尺寸增加图示
结束语
通过上述对影响制件起皱因素的分析以及针对性的调整压边力、调整平衡块、研修压边圈、调整涂油工艺、调整板料尺寸等,每一步都对模具生产稳定性有所提升,实现了模具的稳定生产。复杂起皱是多因素共同作用的结果,其中的关键因素需要通过调整模具等变量,逐个进行试验,找到解决办法。虽然,增加板料的尺寸,会直接增加生产成本,但是综合考虑起皱引起的生产停机、制件报废、生产效率低下等造成的浪费,最终生产成本仍会降低很多。
另外,主机厂单件的生产频次和数量也对缺陷的处理方法有重要影响,保证生产线的效率和质量是第一位的,且要充分考虑实施方案的风险。比如文章中的缺陷也可以通过系统的研合,重新匹配模具试验,通常母线匹配在项目终验收时经过一年左右的时间才能完成,面临生产周期的压力和匹配效果的风险,因此该方案风险很大,故未实施。
序列化生产中的问题应该用序列化的思维来思考解决,而不能固守经验。每个问题都有众多的影响因素,对应的方法也多种多样,找到最有效的、最适合的解决方案才是能力和价值的体现,希望本文能为处理序列化生产中的问题提供一定的借鉴和思考。
