活性炭及脱色膜替代树脂法分离春雷霉素工艺研究
2019-12-30王卫富潘忠成马文艳翁婧李蒲民
王卫富 潘忠成 马文艳 翁婧 李蒲民


摘要:指出了采用活性炭和脱色膜法分离春雷霉素的方法,可以有效地对发酵液中春雷霉素进行分离,替代树脂吸附分离法,极大地减少春雷霉素提取过程的污水量。通过对春雷霉素陶瓷清液进行活性炭预处理和脱色膜分离,确定了关键工艺过程的各项技术参数。结果表明:陶瓷清液使用0.3%~0.5%的活性炭预处理后,采用脱色膜进行分离,纳滤浓缩液含量达到60~70 /L,蛋白去除率达到95%,透光率58%,质量指标合格,新工艺污水量树脂法工艺降低30%~35%,生产稳定性更高。新工艺可以有效分离春雷霉素,解决了目前生产上的污水体积大和氨氮高、造成的污水处理难度大、成本高等问题。
关键词:春雷霉素;脱色膜;纳滤膜;活性炭
中图分类号:Q946.887 文献标识码:A文章编号:1674-9944(2019)22-0182-04
1 引言
春雷霉素(kasugamycin)由春日链霉菌(Strepto-myces kasugaensis)所产生,属氨基誊蒸类抗生素,作为一种绿色、低毒、低残留的农用抗生素类杀菌剂[1],不仅对水稻稻瘟病有特效,对多种作物病害都有较好的杀菌效果[2],春雷霉素不但作为农用抗生素具有良好的市场前景,作为保健品的前体物[2]也受到较大关注,具有很高的市场和科研开发价值。
目前,春雷霉素的主要分离工艺是树脂吸附分离法[3,4],在树脂分离过程产生大量的高浓度污水,生产环境和水污染严重,环保问题无法有效解决。本试验利用传统的活性炭和新型的膜分离方法[5],设计出春雷霉素分离的新生产工艺,极大地降低污水的产生量,改善污水处理高氨氮等问题[6],可以有效解决高污染导致的环保问题,同时降低成本,解决企业污水处理成本困境。
2 材料与方法
2.1 试验材料
本研究使用活性炭为活性炭为福建大林森活性炭,膜系列为江西久吾超滤膜、脱色膜、纳滤膜,处理液为陕西麦可罗生物科技有限公司的春雷霉素发酵液。
2.2 试验方法
(1)春雷霉素效价测定。高压液相色谱测定[7],依据药典GB/T 34758-2017方法测定。
(2)相对蛋白含量测定。样品用纯水稀释50倍,紫外分光光度计波长280nm测定吸收值。
(3)滤液透光率测定。样品在可见光分光光度计,波长400nm测定透光率。
(4)污水COD测定。重铬酸钾测定法,按GB11914-89方法测定。
(5)污水氨氮測定。纳氏试剂比色法,按GB7479-87方法测定。
3 试验结果
3.1 预处理效果测定
陶瓷清液调pH值至2.0~5.0之间,加入活性炭0.1%~0.5%,常温或升温60-70℃,振荡脱色1h,静置30min后过滤。
3.1.1 活性炭用量对预处理效果影响
不同活性炭用量处理结果(图1,图2),活性炭用量在 0.5%时,杂质去除效果出现拐点,但是在大于0.5%时含量出现明显下降趋势。
结果表明:常温条件下,活性炭用量0.5%左右时,对春雷霉素含量无明显影响,同时除杂效果达到90%以上。
3.1.2 清液pH值对预处理效果影响
pH值对活性炭处理效果影响(表1),陶瓷清液含量无明显影响,低pH值条件下,OD280明显偏低,而波长400数据变化较小,可能和pH对吸收值的影响有较大关系。结果表明:在正常生产pH值为2.5~3.0条件下,处理pH值无需做过多调整。
3.1.3 处理温度对预处理效果影响
温度对活性炭的吸附速率有明显影响(图3,图4)。
结果表明:温度处理高条件下,各项数据明显偏低,大于50℃时,料液颜色出现褐变反应,且影响含量降低。因此,实际生产控制温度不超过50℃为宜。
3.1.4 不同条件下活性炭的预处理效果
不同加碳量、处理温度和时间条件组合对活性炭预处理效果的影响(表2)。
结果表明:0.3%的活性炭在50℃振荡2h处理效果,接近0.5%活性炭室温处理效果,同时长时间处理无明显作用。活性炭对浓缩液的处理效果明显,但相对清液除杂效果相对较低。结果表明:0.3%~0.5%的性炭在50℃以内,处理时间2h左右,处理效果达到最佳,同时对浓缩液的二次处理仍有明显效果。
3.2 脱色膜处理效果
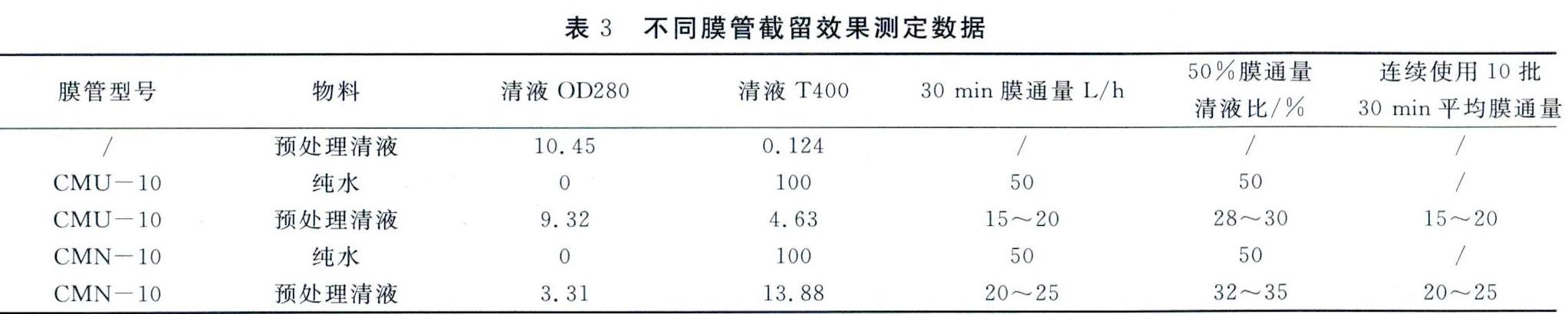
3.2.1 膜截留效果及稳定性
选用10nm孔径中空纤维素膜和10nm孔径超滤膜管进行截留效果对比分析,测试过程中空纤维素膜膜压控制在0.5~0.7MPa,超滤膜控制在0.35~0.4MPa(表3)。
结果表明:两种不同材质10nm孔径脱色膜管,中空纤维素膜CMN-10脱色处理效果较好,膜通量和堵塞情况也相对较好,与膜管实际过滤面积大有关。
3.2.2 膜再生效果测定
膜再生时,先用清水冲,然后用pH值为11左右碱溶液进行再生0.5h,测定膜通量,再用0.5%洗膜剂再生,测定膜通量,最后用清水冲洗完后,测定膜通量,再生过程中空纤维素膜膜压控制在0.5 Mpa,超滤膜控制在0.3MPa(表4)。
结果表明:两种膜的再生效率都较高,CMN~10连续使用后膜通量稍差,与两种膜洗膜方式的差别,导致洗膜效果有一定差异有关。采用中空纤维素膜作为脱色膜在后续的实验中,膜截留效果相对稳定,无需强喊再生,对生产污水质量控制有利。
3.2.3 脱色膜对不同物料的处理效果
选用CMN-10中空纤维素膜对不同物料进行截留分析(表5)。
结果表明:处理物料杂质越高,透过液相对脱色效果越好,但是陶瓷清液易导致堵膜,难以再生,实际生产中操作不便;浓缩液物料质量相对较好,但是体积较小,实际生产中需要加较多水,保证收率,造成物料稀释,二次纳滤,成本较高。因此,脱色物料使用活性炭预处理后清液,在收率、膜通量、膜再生容易以及工艺流畅等各方面符合生产要求。
3.3 纳滤浓缩效果
选用车间纳滤膜浓缩进行分析,取车间物料和试验脱色膜后物料进行对比试验(表6)。
结果表明:脱色膜物料进行纳滤膜浓缩,浓缩后OD280指标和车间样品接近,透光率高于车间。
3.4 工艺质量控制验证
按设计工艺流程进行工艺连续验证,活性炭预处理和脱色膜按以上试验结果进行,最后出纳滤浓缩液(见表7)。
结果表明:连续处理中间各项参数和分段试验一致,最后浓缩液指标合格。
4 结论
(1)工艺流程:发酵液微滤膜分离菌体,按体积比0.3%~0.5%的活性炭,温度35~50℃攪拌预处理2h,过滤后物料进入脱色膜进行处理,脱色物料进入纳滤膜进行浓缩,浓缩汁效价60~70g/L,质量指标和生产浓缩液基本一致。
(2)该工艺和车间工艺比较,去除了离子交换柱的吸附分离和树脂再生环节,减少了纯水的使用量(污水量)30%~35%,同时没有了氯化铵的投入,降低了污水中的总氨氮60%来源。
(3)该工艺可以有效分离春雷霉素,工艺流程简单化,可以有效解决目前生产上的污水体积大和氨氮高,造成的污水处理难度大、成本高等问题,可以替代目前生产上的树脂分离法工艺。
参考文献:
[1]张海宽,周斌.春雷霉素、多抗霉素防治番茄灰霉病田间药效试验[J].农药科学与管理,2010,05:31
[2]汪桂,吴蕴.春雷霉素的研究现状及展望[J].生物加工过程,2016(4):70~74.
[3]颜亨宸.春雷霉素生产工艺研究[J].中国抗生素杂志,1981(4):266~270.
[4]任朝君,赵国忠.春雷霉素生产发酵工艺优化的研究[J].中小企业管理与科技,2015(17):241~242.
[5]刘旭红,翰新生.膜技术在色氨酸提取工艺的应用[J].发酵科技通讯,2010,39(1):28~29.
[6]郭卫寰.抗真菌农用抗生素分离及发酵工艺优化的栩步研究[D].天津:天津大学,2007.
[7]吴国旭,毕富春,翟立红.春雷霉毒高效液相色谱分析方法[J].中国农药杂志,2010(12):902~903.
收稿日期:2019-10-09
基金项目:陕西省科技项目(编号:2018ZKC-173);陕西省科技厅项目(编号:2019-PT-15);渭南市科技局项目(编号:ZDYF-SFGG-17-zsg)
作者简介:王卫富(1982-),男,硕士,主要从事应用微生物及生物医药方面的工作。
通讯作者:潘忠成(1974-),男,博士,研究方向为应用微生物及生物医药。
