浅谈自动货柜电控系统升级改造方案
2019-12-26邹瑞珍
邹瑞珍

【摘 要】文章针对国产自动货柜电控系统备件停产、安全性差、定位不稳定、控制性差等缺陷,分别介绍了针对国产自动货柜电控系统硬件升级、软件升级和PLC+变频器调速的电控系统升级改造方案,该方案定位精度高、安全性高、控制性能好、备件通用性强。针对现有国内自动货柜电控控制系统定位不稳定,安全性差和备件停产等问题介绍一种电控系统的改造方案。
【关键词】自动货柜;仓储设备;电控系统改造;变频器调速
自动货柜又名立体货柜是一种现代化仓储设备,可以存储不同形状尺寸重量的货物,其具有高效存储和物料的智能化管理。目前,自动货柜在国内已有十多年的发展历史,在各行各业的应用也相当广泛,国产自动货柜的厂家很多,技术能力也参差不齐,早期一些自动货柜的稳定性、安全性和可靠性都不高。随着设备使用年限的增多,暴露出早期国产自动货柜控制性差、定位不稳定、安全性差和备件停产等问题。
自动货柜是以托盘为存储单元,通过托盘车的升降和水平运动,将存放货物的托盘取出或送到货柜内合适的货位,其控制本质是一个行程和位置的控制,即要控制升降系统来实现托盘车在货位、站台的各位置实现准确的启动、加速、等速运行、减速、爬行、停车。因此要求自动货柜电控系统的控制必须做到准确、安全、可靠。随着可编程控制器PLC强大的控制功能和变频器调速技术的日渐成熟,文章提出一种国产自动货柜电控系统的升级改造方案。
一、控制系统组成
控制系统由PLC可编程控制器、HMI界面、通讯模块、激光测距装置,升降驱动装置、勾盘驱动装置、信号检测器和安全检测装置等组成,PLC控制系统是整个控制系统的关键部分,其负责接收上位系统下发的任务指令,控制升降驱动装置和勾盘驱动装置站台和货位之间准确、快速、安全、可靠的进行托盘存入和取出动作,系统简易控制架构见图1。
二、PLC控制系统软件
PLC系统软件是自动货柜的控制核心,由主程序、信息存储策略程序、运动控制程序、故障处理程序和安全自诊断程序组成。
主程序负责对各功能程序块的调用实现货盘的出入库功能,包含托盘车升降运动和货盘存取运行等过程的程序;信息存储策略程序包含入库货盘分配策略程序和出库货盘信息获取策略程序;运动控制程序是控制变频器调速的S运行曲线算法运算程序,包含正常运行曲线和故障减速曲线逻辑算法程序;故障处理程序是PLC在出现内部和外部故障时,对自动货柜机控制系统发出相应故障处理指令的程序;安全自诊断程序是PLC控制系统在设备运行或停止状态下实时检测托盘车运行速度是否异常、位置是否异常、货物是否异常、安全回路的自诊断测程序。
三、HMI界面
HMI界面设计有操作界面、故障报警界面、状态显示界面、参数调试界面、故障诊断界面、数据备份/还原界面,用于设备的手动操作、参数设置、状态显示、故障信息查看和货盘信息维护等操作。
四、系统工作模式
自动货柜的工作模式分为在线自动工作模式、本地自动工作模式、手动控制模式和自诊断模式四种。
在线自动工作模式下自动货柜会自动接收上位系统下达的任务指令,自动运行,并返回任务执行情况。自动货柜由其它模式切换到在线自动模式时,需人工“启动”;本地自动工作模式下自动货柜可以通过触摸屏设定托盘号,手动下发任务指令进行自动取放盘;手动控制模式下自动货柜不再受上位系统的控制。在此种模式下,可以通过触摸屏慢速操作自动货柜进行上升、下降、取盘和放盘操作以及进行货盘信息的手动维护;自诊断模式下PLC系统会在触摸屏上显示各个传感器状态、重要数据、重要中间变量,并诊断出故障原因,进入诊断模式走行和输送动作禁止。
五、变频器调速控制系统
变频调速控制系统由变频器、I/O控制板、编码器控制板、通訊卡等构成,采用S运行曲线的加减速控制方式,运行曲线是基于剩余距离的S曲线速度计算方法,通过PLC程序编写,在PLC程序中进行逻辑运算后输出给变频器进行调速控制,能够获得较理想的运动控制效果,运行曲线控制又分为正常运行曲线和故障减速曲线。
(一)正常运行曲线
实现整个运行过程S曲线,不论当前速度是多少,当前是加速过程、匀速过程、减速过程,切换成更高的速度还是更低的速度都能以平滑的S曲线过度,这是采用速度差计算S曲线的方法。
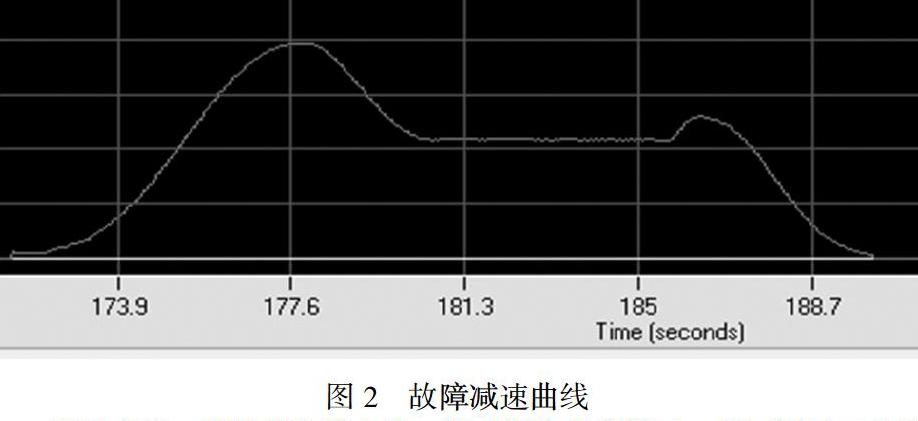
(二)故障减速曲线
运动目标确定后可以根据需要在这段运动距离中最多设置三段限速区、到该区域提前平滑S曲线减到设定的值,过了该限速区又可以平滑S曲线到达目标位置,以时间计算S曲线,以固定距离段限定速度曲线的示波器图形见图2。
通过上述S曲线的计算方法,以时间为基准做了一条不同于正常运行曲线减速度的速度曲线,在发生需要紧急停车的故障时,实现冲击最小,停车距离最短的最优曲线,可以减少紧急停止时对设备的冲击,延长走行轮的使用寿命。
六、实用效果
本方案基于厦烟一区昆船CT1型自动货柜控制系统的实际情况,将旧的欧姆龙控制系统(CQM1H系列PLC)升级为西门子控制系统(S7-1215C PLC),提升定位方式由增量型编码器+认证开关形式升级为激光测距定位,变频器调速控制有之前的线性调速升级为S运行曲线调速,还优化了整个系统的控制架构和流程。本系统具有定位精度高、安全性高、备件通用性强的特点。而且充分利用旧设备的硬件,减少了将近60%的采购经费投入,实现设备价值的最大化,解决了旧系统安全性差、定位不稳定、控制性差和备件通用性差等缺陷。
七、结语
文章提出一种国产自动货柜电控系统的升级改造方案,即在旧的的设备上进行电控系统的升级改造,该方案解决了旧系统安全性差、定位不稳定、控制性差等缺陷,即缩短了施工周期,又节省了大量采购经费,延长了设备的使用寿命。这种采用S运行曲线的变频调速控制技术具有定位精度高、安全性高、控制性能好的特点,可以推广至堆垛机、提升机这种对运行控制性能要求较高的设备,具有良好的推广运用价值。
