承压设备焊接工艺评定NB/T 47014覆盖原则解析
2019-12-26李少东
左 亮,曹 平,李少东
(铜陵市特种设备监督检验中心,安徽 铜陵 244000)
多年来压为管道安装单位对于多种材料、多种焊缝类型的压力管道工程,所提供的焊接工艺评定,要么不能覆盖,要么每种材料、每种焊接类型都做焊接工艺评定。造成大量时间和经济上的浪费[1]。
1 焊接工艺分析
(1)焊接方法评定规则。改变焊接方法,需要重新进行焊接工艺评定。例如,gt,aw和sm,aw。焊接同种材料,两种方法要做两个焊接工艺评定。
(2)NB/丅47014中的6.1.2我们先看6.1.2.2组别评定规则,6.1.2.2a)和6.1.2.2b)表明同组别任一母材评定合格的焊接工艺,适用于同组别其他母材,也就是说母材组别号改变时,需要重新进行焊接工艺评定。但6.1.2.2d)表明一种例外情况,在这种情况下高组别号评定合格的焊接工艺评定,适用于低组别号,即若Fe-1-2的母材评定合格则适用于Fe-1-1。
6.1.2.2c)在同类别号中,高组别号母材评定合格的焊接工艺,适用于高组别号母材与低组别号母材相焊[2]。此处所表达的是同一类别号不同组别号母材之间的异种钢焊接的适用原则,也就是说在实际工程中只要做一个高组别号的焊接工艺评定就可以覆盖该高组别与其他任一低组别的异种钢焊接。
2 评定分析
组别评定规则。改组重评。高组可代该高组与其他任一低组。若Fe-1-2评定合格则不仅可代Fe-1-1,也可代Fe-1-2与Fe-1-1之间相焊。
再看6.1.2.1类别评定规则,6.1.2.1a)母材类别号改变需要重新进行焊接工艺评定。6.1.2.1b)和6.1.2.1c)是针对Fe-1∽Fe-5A类母材,采用焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、等离子弧焊采用填丝工艺时,异种钢焊接覆盖原则。即高类别评定合格可覆盖该高类别与低类别母材相焊。6.1.2.1d)表明不同类别异种钢焊接需要做异种钢焊评,但6.1.2.1b)和6.1.2.1c)除外。6.1.2.1e)当规定对热影响区进行冲击试验时,若两类别号母材之间相焊,所拟定的焊接工艺规程,与他们各自相焊评定合格的焊接工艺评定相同,则这两类别母材之间相焊,不需要重新进行焊接工艺评定。两类别号母材之间相焊,经评定合格的焊接工艺,也适用于这两类别号母材各自相焊。
综上所述,首先改类重评;其次是对Fe-1∽Fe-5A类母材,高类可代该高类与其他任一低类。Fe-1∽Fe-5A类母材之外的不同类相焊均需做异种钢焊评;当规定对热影响区进行冲击试验时,若所拟定的焊接工艺均相同,则异类相焊,两母材各自相焊做一个均可覆盖此种情况。
3 实验测定
下面我们来讨论NB/T 47014中焊缝类型的覆盖原则。下图1、图2、图3、图4、图5试件焊缝形式囊括了工程中的焊件的焊缝形式。如果工程中焊件的焊缝形式以上5种都有涉及,该如何选择试件既能覆盖该工程又能经济高效呢?

图1 板状对接焊缝试件

图2 管状对接焊缝试件

图3 板状角焊缝试件

图4 管与板角焊缝试件
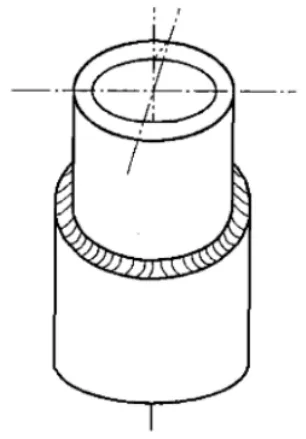
图5 管与管角焊缝试件
(1)NB/丅47014中的6.1.2评定对接焊缝焊接工艺规程时,采用对接焊缝试件,对接焊缝试件评定合适的焊接工艺,适用于焊件中的对接焊缝和角焊缝。此条表明我们选择对接焊缝试件最优。
(2)NB/丅47014中的6.3.2板状对接焊缝试件评定合格的焊接工艺,适用于管状焊件的对接焊缝,反之亦可;任一角焊缝试件评定合格的焊接工艺,适用于所有形式的焊件角焊缝。此条表面无论选择板状还是管状试件都能覆盖,而如果选择角焊缝试件只能覆盖所有形式的角焊缝试件,所以选择对接焊缝试件最优。
4 结论
(1)对于多种材料的工程而言,首先要对每种材料进行归类归组;依上所述对于同种材料之间的相焊,不同类别、不同组别焊评不能相互覆盖(除第四条Fe-1-1和Fe-1-2);其次对于异种钢相焊,高组别评定合格的焊接工艺评定可代该高组别与其他任一低组别,对Fe-1∽Fe-5A类母材,高类可代该高类与其他任一低类。Fe-1∽Fe-5A类母材之外的不同类相焊均需做异种钢焊评。
(2)对于有有多种焊缝形式的工程而言,只要选择对接焊缝试件就可以覆盖,至于是选择板状试件还是管状试件可以根据实际情况任意选取。