Cr12MoV 滚丝模模具热处理工艺研究
2019-12-26李国栋郑思晨
李国栋,郑思晨
(青海盐湖镁业有限公司,青海 格尔木 816000)
作为模具用材料,首先我们要从成本进行考虑,作为模具钢,需要有很好的淬透性、耐磨性,还有具备一定的微变形。在使用过程中,在工作时会产生热量,因此还得考虑材料的热稳定性,考虑到模具受力,必须考虑高抗弯强度。根据多项要求,本文选择了次于高速钢的Cr12MoV钢,它的选择是作为冲模和冷镦模材质的经济之选。在大部分模具产生失效问题后在分析原因时发现,有很大的因素是在制造时模具热处理原因导致的,据数据显示高达48%,而在失效的模具种中,集中表现出Cr12MnV、CrWMn钢居多,占到模具钢的45%以上。综上诉述,探讨模具钢Cr12MoV钢在热处理方面的工艺及其重要。
1 对滚丝模具失效原因及质量分析
对滚丝模具质量分析要从模具的实用条件做具体分析,根据冷冲压模具的工作时是在一定负荷条件下使常温金属产生塑性变形并加工成型的条件,要求模具材料具有很高的强度,还需要有良好的塑性和韧性及耐磨性[1]。我们所使用的Cr12MoV钢,其中含有大量的一次和二次碳化物,其组织是由索氏体状的珠光体与过剩的复合碳化物组成在锻造退火状态下,属于高碳高铬莱氏体钢。当Cr12MoV钢在加热过程中当突破临界点的时候,其碳化物溶解至奥氏体内,随着淬火温度的升高,溶解到奥氏体内的碳化物的量就增加,所含的碳和铬就增加,结果淬火后形成的马氏体的合金度就越高,因此模具硬度越高,耐磨性也随之增强。但是如果淬火温度太高,则由于奥氏体晶粒长大及其合金度的过饱和,在淬火冷却时,除奥氏体被保留下来外,还导致从奥氏体中析出的碳化物沉积于晶界上,这不仅降低硬度,而且导致冲击韧性显著下降。
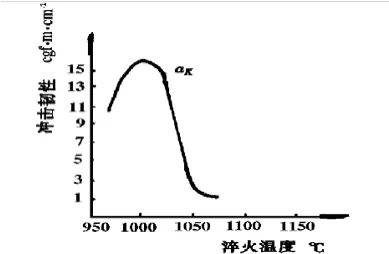
图1 淬火温度与冲击韧性的关系
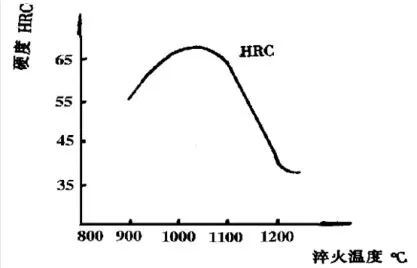
图2 淬火温度对Cr12MoV硬度的影响
2 热处理
(1)球化退火。为了获取细小、均匀的球状碳化物分布,在经过预处理最为理想的方式就是球化退火。如果使用完全退火,会使Cr12MoV钢形成网状碳合物,使其脆性增大而无法使用。经过球化退火,其晶体组织为粒状碳化物+索氏体型珠光体,硬度得到较理想的状态,为207~255HB。

图3 Cr12MoV钢球化退火工艺

图4 Cr12MoV钢的调质处理工艺
(2)调质处理。为了保证工件淬火后由均匀的硬度且有利于淬火后最大程度的减小工件的变形,增大其间的稳定尺寸,可采用调制处理,调制处理可获得均匀细致的索式体。另外,锻件使用常规球化退火工艺,其实际效果不理想,不能达到要求标准,主要体现在碳化物偏析比较严重,然而采用锻后调质处理,能够有所改善。除此之外,锻后余热直接进行循环球化退火或者球化退火也是一种有效的办法。
(3)双重固溶球化。除了球化退火和调质处理工艺外,在生产一些大型的Cr12MoV钢冷作模具时,还可采用双重固溶球化处理工艺,对锻造模块直接进行高温固溶处理+高温回火预处理,这样的工艺可以使碳化物的大小、形状及分布得到改善,而且加速球化过程,为最后的处理工艺提前准备好了良好的组织,使热处理工艺更加谨慎饱满。
(4)实验验证。从提高模具有效使用寿命角度出发,根据实验结果显示,Cr12MoV钢充分预热后得到了高度弥散、均匀分布的细颗粒碳化物,在组织结构上为淬火处理做好了准备,其改善了碳化物的形态分布。经过一系列的预处理工艺对比发现,效果最佳的处理工艺为高温回火加高温固溶淬火。其预处理时通过球化退火处理,再进行调质处理和双重固溶球化处理一系列的预处理工艺,发现碳化物颗粒具有分布均匀弥散、细小等特点,效果最为理想。
3 最终热处理
(1)热处理工艺。为提高模具的强韧性,进行了以下不同工艺热处理试验。工艺1:调制+1020℃×30min油淬+200℃×2h×3次油淬火。工艺2:调制+1040℃×30min油淬+200℃×2h×3次油淬火。工艺3:调制+980℃×30min→250℃×20min油淬+200℃×2h×3次油回火淬火。
①工艺1在1020℃高温情况下加热30分钟后油淬,然后再进行3次200℃加热2小时油淬的处理工艺,最终组织结构为M+AR+K,其硬度在60~62HRC,经过冲击韧性试验,其值为61J/cm2,可以得到较高的硬度和耐磨性。②工艺2在工艺1基础上进一步提高了淬火加热温度,在1040℃高温情况下加热30分钟后油淬,然后再进行3次200℃加热2小时油淬的处理工艺,最终组织结构同样为M+AR+K,其硬度在58~60HRC,经过冲击韧性试验,其值为55J/cm2,相比工艺1硬度下降,冲击韧性降低的现象。③工艺3是亚温加热、等温淬火的工艺,在980℃温都情况下加热30分钟后降温至250℃20分钟油淬,然后再进行3次200℃加热2小时油淬的处理工艺,最终组织结构为B下+M+AR+K,其硬度在59~61HRC,经过冲击韧性试验,其值为76J/cm2,此工艺使Cr12MoV钢不仅具有较高的强度,也提高了材料的韧性。
经过3种工艺比较,工艺3所采用的方法能够使模具材料获得良好强度和韧性的匹配。
4 结语
根据以上对Cr12MoV冷冲压模具的预处理方法及最终热处理方式的分析和热处理工艺实验的结果,Cr12MoV钢最佳强韧化的处理工艺归纳总结为:预处理为1000℃固溶+700℃回火2h双重固溶球化处理,最终热处理为980℃×30min→250℃×20min油淬+200℃×2h×3次油回火。