三通分流机成品箱的运动分析
2019-11-28郑鹏飞散晓燕
郑鹏飞,散晓燕
(杭州科技职业技术学院,浙江 杭州311402)
0 引言
在自动生产线上,经贴条码后的成品箱,从A端进入三通分流机,经一对红外光电管的识别,控制摆杆,使之处于不同的位置,让成品箱按不同的方向运动,达到分离的目的,其原理图如图1所示;当成品箱贴条码失败或位置不正确,则通过控制摆杆处于O位置,成品箱在锥辊和摆杆上运动的皮带带动下向B端运动;如果成品箱的贴条码成功,摆杆处于OO2位置,成品箱沿着锥辊的方向被送到C端,完成一次分流任务。在两种不同方向的运动中,成品箱的受力及运动形式完全不同,如何在结构设计中使成品箱的受力合理、运行可靠,确保各个运动的有效实现,是本文探讨的重点和价值所在。
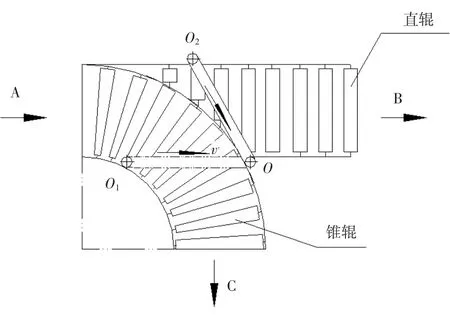
图1 三通分流机工作原理示意图
本文从成品箱受力入手,分析了成品箱的运行情况,判断是否实现三通分流的功能,是否符合成品线输送要求,从而从理论上确保了该设计的可行性。
1 成品箱A→B输送时的运动及受力分析
当摆杆处于OO2位置时,其上的皮带运行及锥辊转动,带动成品箱向B端方向输送。本文将从以下两个方面进行分析(由于只做成品箱在水平面内运动分析,所以这里只考虑水平面内的受力)。
1.1 成品箱由A端运行到即将接触到摆杆位置时的受力分析(如图2所示)

图2 A→B输送状态受力图
图中:F1—摆杆皮带运动给予成品箱的摩擦力;F2—锥辊转动给予成品箱的摩擦力;N—皮带对成品箱的支撑力;G—成品箱的重量。
查手册[1]:皮带与纸张(成品箱为纸箱)的滑动摩擦系数f1=1.0;钢与纸张的摩擦系数f2=0.6。
由于摆杆的支撑作用,根据平衡条件,成品箱在y方向上的合力应为0[2]。
即:

则: N=F2*sinθ
而:

X方向上的合力:

只有当0< θ< 45°时,sinθ>cosθ则:∑FX>0
因此:在设计直辊位置结构时,必须保证在θ<45°时,成品箱底面就应该接触到直辊,并逐步由锥辊和摆杆皮带作用过渡到由锥辊和直辊的同时作用,最后由直辊单独作用下直线运行。
运动分析:成品箱从A端进入三通分流机,在刚接触皮带时(此时角度θ很小,成品箱还没有接触摆杆),成品箱在锥辊摩擦力F2的作用下运动,其速度与圆周速度大小相等,运动方向与F2一致;当成品箱运动到与摆杆上运动的皮带接触时,由于其在x向的分速度Vx小于皮带速度V,则皮带对成品箱产生摩擦力F1,箱体在∑Fx合力的作用下加速运行,而当其在X方向上速度与皮带速度达到一致时,F1将消失,在此过程中,由于N和F1相对箱体中心产生逆时针的转矩,并使箱体有逆时针的转动,直到箱体完全摆正,并在N、F1和F2的合力作用下,运动,当箱体底面接触到直辊时,则在直辊的作用下朝着B端运行。
1.2 成品箱扭转过程分析
假设:MF1为摩擦力F1对O1点的力矩;MN为支撑力N对O1点的力矩;L1为F1的力臂;L为箱体的宽度。
则由图2中知道:成品箱刚接触到摆杆上正在运行的皮带时,以成品箱中心O1为支点的合力矩为:

当θ很小时,N的力臂很小,可以忽略不计,故可认为MN≈0

由解析几何计算可知:L1>0.5*/cosθ
代入(3)式:

成品箱在∑MO1的作用下产生逆时针转动,有被“摆正”的趋势,与此同时,成品箱底部在滚筒上产生滑动,产生滑动摩擦力,新增力矩的产生将使合力矩将发生改变(如图3所示),图中T1和T2是由于成品箱发生滑动时,锥辊对箱底部产生的一对作用力偶,大小为:
MT=0.5G*f2*L/2=0.25 G*f2*L(L为箱体的长度) (5)
由此可见只有当∑MO1>MT时,箱体才会继续逆时针“摆正”
由(4)(5)式得:

由(1)(2)得:

(7)代入(6)式:
G*f2sinθ*0.5*L/cosθ≥ 0.25 G*f2*L
则:tanθ≥ 0.5
由上面可知 0<θ<45°,则可得θ≥26.56°
总之,只要设计时满足26.56°<θ<45°,“摆正”扭转过程中,虽然有滑动摩擦力产生,其合力矩将在不断发生变化,而在完全“摆正”的一瞬间,合力矩消失为0,完成成品箱的“摆正”作用[3]。

图3 成品箱转弯时的受力图
2 成品箱从A→C运动时的受力分析
三通分流机在接受到成品箱向C端输送的控制信号时,摆杆运动到OO1位置(图1所示),成品箱靠锥辊的摩擦力作用,完成转弯运行。
在图4中,成品箱从A端由直线运动变圆周运动时的位置为O′点位,此时成品箱初始速度v0,方向为切线方向,当经过dt时间(趋近于无穷小),成品箱在锥辊的作用下,转动角度为dθ(趋近于无穷小),该位置设为O″点。
分析成品箱的受力情况:为了箱体的平稳运行,一般锥辊表面呈水平设置,成品箱在垂直方向上的力∑F=G-N=0,所以可以忽略垂直方向的受力,其受力情况如下(图5所示)。

图4 成品箱进入A端时的运动图

图5 成品箱进入A端时的受力图
(1)径向受力:由于dt和dθ都趋近于无穷小,则成品箱仍以v0速度运行,其径
向分速度vr=v0*sindθ,方向朝外;由于vr的存在,致使成品箱底部受到锥辊表面分摩擦力Fr的作用,其方向与vr相反,沿径向指向圆心。
(2)切向受力:成品箱处于O′点位置时,锥辊转动,表面的线速度V与直线段输送速度V0相等,当成品箱从直线段进入点时,由于趋近于无穷小,可认为成品箱的速度和与之相接触的锥辊表面中点速度V相等(其值为v0),在这一点上的成品箱不受锥辊对它摩擦力的作用,而在中心点外侧,由于锥辊截面直径大于中心处截面直径,又以同一角速度转动,根据V=ω*R=ω*d/2,则外侧锥辊面的线速度大于值,所以成品箱对此处辊面有向后滑动的趋势,故锥辊面对成品箱产生向前的切向摩擦分力Ft′;而锥辊中心点的内侧情况则正好相反,Ft′=-Ft,成品箱受力如图5所示。
分析成品箱切向和径向所受合力:
切向合力:∑F切向=Ft+Ft′=Ft-Ft=0
径向合力:∑F径向=Fr
成品箱在转弯段只受指向转弯圆弧圆心的摩擦分力Fr(向心力)的作用,由于所有锥辊轴心都经过圆心,呈扇形分布,Fr是成品箱转弯运行的向心力,只要辊面与成品箱间有足够大的摩擦系数,成品箱都作近似的匀速圆周运动。由此可见,这种转弯运行可靠可行。
(3)转弯及平稳性分析
根据上述对成品箱切线方向的受力分析可知:
∑F切向=Ft+Ft′=Ft-Ft=0
∑M0=Ft*L/2=1/2 Ft*L>0(L为成品箱的宽度)
由此可见:成品箱受到这一顺时针力偶的作用,使其产生向内扭转趋势,达到转弯的目的,但如果这种扭转严重时成品箱将碰到内侧板,因此,成品箱在转弯部分的平稳性是不好的,因此,在结构设计时,为了改善这一现象,可以从以下两个方面加以改进:
1)使锥辊表面相对水平面倾斜一定的角度,使内侧略微高一点,成品箱发生扭转时,产生一个摩擦力和重力分力,起到阻止扭转运动的作用。
2)改变锥辊的锥度和转弯圆弧半径R,可缓解其扭转的程度,使其在允许的范围之内。
3 结论
通过以上成品箱受力及运动分析,这种结构的三通分流机,在理论上是可靠、可行的,能够通过圆弧段锥辊和直线段直辊的共同作用,实现成品箱的分流,在成品输送线上应用较为广泛。而在机械结构优化设计方面,必须根据实际箱体尺寸大小和输送速度的大小,进行必要的结构优化,保证在最优化情况下,实现最平稳、可靠的分流运动。
