样车试制现场物流管理系统开发与应用
2019-11-17冯昊胡金涛马若飞朱婉莹洪海涛
冯昊 胡金涛 马若飞 朱婉莹 洪海涛


摘 要:现场物流作为试制物流全业务链的末端,衔接着生产线,现场物流的高效与否直接影响着试制样车能否按时下线。本文梳理试制物流全业务过程,以及现场物流的现状,分析当前现场物流的业务痛点,基于业务需求构建了物流管理系统(LMS系统),实现LMS系统对现场物流过程的实时监控和状态预警,提高运作过程信息流传递效率以及物流作业效率,完成试制物流全过程信息化覆盖,推动试制物流信息化建设。
关键词:LMS系统;实时监控;状态预警;样车试制物流
1 引言
多年来,中国一直是全球汽车行业的重要增长点,2018年中国市场汽车销量为2800万辆,同比下降3%。由于贸易和关税纠纷,燃油价格上涨,新能源补贴减少,国六严苛的排放标准等因素,2019年各大品牌加速优胜劣汰,各主机厂商纷纷增加研发投入,加快新车型的投放,老车型的迭代,以期在这场生死大战中稳住阵脚。汽车开发过程主要有以下几个阶段:概念开发、造型设计、结构开发、样车试制、试验验证等重要阶段[1],车企为快速响应市场和消费者需求,缩短新产品研发时间,加大新产品投入力度,因此对于样车试制的能力要求越来越高。
试制物流作为样车试制不可或缺的环节,管理着所有试制车间将要用到的零件,包括车身钣金零件、整车装配零件、油液和涂胶等辅料的流转和收发配送,是车间运作的基础[2],决定着样车是否可以按造车计划顺利完成下线。样车试制具有多品种,少批量的特点,有些项目甚至只造几辆车,因此样车试制物流虽然具备工厂物流的所有环节,但却和工厂物流有着明显的区别,具有批量小,无标准包装,单台套配送等特点。大野耐一说过,“只有使无效劳动(浪费“成为零而使有实际效益产出工作的比例接近百分之百,才能实现效率的提高[3]。”随着试制项目的增多,造车量的攀升,以及用工成本的上涨,单纯依靠人工低效管理样件的模式,已经制约着样车试制能力的提升,物流过程中数据的有效积累对业务的持续改进也越来越重要,因此,物流的信息化发展已迫在眉睫。
本文将聚焦某汽车公司(简称S公司)的样车试制物流,通过梳理整个业务流程,分析出现场物流作为物流信息化链中的盲区存在的问题,并提出建立LMS系统(物流管理系统)管理业务链末端,提高效率,提升管理水平,为试制物流全过程信息化管理提供参考。
2 现状及问题
2.1 试制物流现状
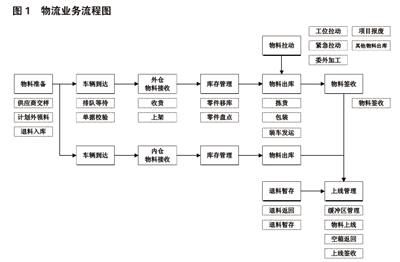
S公司的试制仓库分为内仓和外仓,外仓由第三方物流运营,承接大部分试制物料的收货、存储、配料、包装、及运输的职责,内仓只接收部分VAA总成以及外仓移库内仓的紧固件和高价值零件,因此工位物料的配送采用外仓拣货配送到内仓后,再将内仓的物料合并到料架上,然后放在缓冲区等待上线。整个物流流程如图1:
随着试制项目逐年递增,传统依靠人工的粗放式管理已经严重制约试制物流的管理水平,S公司样车试制车间有计划的对试制物流信息化建设,最终实现了大部分业务的信息化覆盖,经过全业务链梳理,试制物流的信息化情况如图2:
经过梳理发现上线管理、退料仍然依靠人工管理,人工管理方式较为低效,高峰时间极易出现响应不及时的问题,存在较大的改进空间。
2.2 业务痛点
样车试制采用拉动式生产方式,由生产线填写工位卡片,物流按需求时间生成系统拉动单,仓库按单台套模式拣货配送物料,并提前发运至内仓,内仓接收后入缓冲区,送货人员按照需求时间在缓冲区内查找所需物料并上线,如在线边发现空箱则返回。一旦拉动备料过程中出现异常,会导致如下问题产生:
1)生产线需求时间过早。工位拉动需求提前期为24小时,如果需求时间小于24小时,物流在生成系统拉动单时会按照24小时(工作日)修改需求时间,该信息无法传递到生产线,极易造成生产线等料。
2)到料不全无法及时跟踪。外仓工位物料发运到内仓通过系统扫描签收,如果外仓物料未到齐,由于按照料架签收,无法及时跟踪剩余物料到料。另外,有部分物料在内仓拣货,一旦内仓物料未及时合并到外仓配料的料架上,上线后就会缺料。
3)现场呼叫,人工查找工位物料。工位物料提前半天到达缓冲区,送货人员无法知道何时送何工位,只能通过生产线呼叫,然后送货人员在缓冲区逐个料架查找,效率较低,且在高峰期无法及时响应多个叫料需求。
4)空箱回收不及时。生产线产生的空箱当前通过悬挂空箱牌提示物流回收,一旦送货人员未到生产线或者未注意,则会出现长时间无人回收空箱的情况。
现场管理作为试制物流业务链的末端,信息流低效,物流服务不受控的问题导致物流管理水平较低,现场管理信息化建设迫在眉睫。
3 LMS系统
为解决现场管理中的业务痛点,S公司物流团队梳理分析现场物流作业流程,推翻原有的操作模式,构建了基于信息化的新业務流程,详见图3:
根据现场物流新业务流程规划,LMS系统分为以下几大功能块:
3.1 拉动管理
拉动管理模块作为LMS系统重要组成,取代原有的卡片拉动方式,用户直接在移动端创建拉动需求,具体操作如下:
a)移动端进入拉动申请页面,选择项目、车号、生产线、需求时间、收货地址,再选择工位并提交,在一定时间内都可修改该申请。
b)LMS系统对比需求时间、当前时间以及造车计划时间,如果需求时间与当前时间间隔小于24小时,且需求时间与该车号造车计划时间间隔小于一周,则申请单发给物流相关人员进行审批,物流与申请人确认需求时间并审批;如果间隔大于24小时,且需求时间与该车号造车计划时间间隔小于一周(该时间可配置),则跳过审批,生成发货计划;如果需求时间与该车号造车计划时间间隔超过一周,则申请单发给物流相关人进行审批,物流与申请人确认车号信息。
c)LMS申请单审批结果可在查询拉动信息直观看到。
两种操作模式对比如下:
3.2 缓冲区管理
生产线至少提前24小时创建拉动需求,仓库至少提前半天配送,由于按照单工位单台套上线,因此物料管理颗粒度只需到料架,料架内零件不需要在缓冲区内管理。具体管理模式如下:
a)工位物料签收后,员工将内仓零件按照车号/工位按照包装顺序放到对应的料架内,确保该工位所有零件已齐全。
b)扫描料架上盘号(盘号:唯一标识码,该码内绑定了该料架上所有的零件信息,由于配料地点存在多个库区,拣货单按照库区区分,一个拣货人员只会在一个库区拣货,拣货后对配料零件进行组盘,所以一个料架可能存在多个盘号),将所有盘号进行绑定。
c)扫描其中一个盘号,扫描料架号,再扫描缓冲区内库位码,则完成了工位物料入库。
d)缓冲区内所有料架信息都会显示在入库看板上,见表2。
3.3 线边管理
线边管理模块涵盖上线签收、空箱返回、线边移库、退料暂存几部分功能。
a)LMS系统实时显示线边库位状态,物流根据工位需求时间送料上线(LMS有配送状态看板用于监控工位物料到达状态以及配送状态),如果发现线边工位无可用库位,则报警提示。生产线可使用移动终端更改线边库位状态,确保所需物料按时上线。
b)生产线可使用移动终端触发线边空箱返回的命令,提醒物流人员及时回收线边空箱。
c) 生产线可使用移动终端触发移库命令,通过扫描料架号以及目标库位号,快速完成线边物料的移库工作。
d) 如该车号该工位由于异常情况暂停造车,生产线可使用移动终端触发退料暂存命令,通过输入线边库位号,新需求时间,即可完成退料申请。
3.4 看板管理
LMS支持多种看板,全方位监控工位到料、上线,缓冲区库存,线边库位状态。
a)配送状态看板。一旦从物料管理系统收到工位盘号,配送状态看板即开始监控该料架状态,包括发运状态、签收状态、缓冲区入库状态、上线状态等。在需求时间1小时内未入缓冲区为预警状态,看板以黄色预警,在需求时间半小时内未入缓冲区为报警状态,需物流第一时间跟踪。
b)入库狀态看板。显示缓冲区内所有工位料架信息,包括库位号、车号、需求时间等。
c)运作状态看板。以布局图形式显示所有生产线线边的库位空满状态,并且显示当天需要执行的任务(上线、空箱返回等)
4 实施效果
LMS系统按照业务规划构建,具体的系统功能页面如图4-7:
5 结语
试制物流现场管理作为衔接生产线和物流的关键环节,其服务质量直接影响样车试制能否顺利开展,本文分析了S公司试制物流现场管理的业务痛点,从提质降本增效方面着手,通过构建物流管理系统,实现试制物流全业务链信息化覆盖,实现LMS系统对物流运作过程的实时监控和状态预警,规范现场管理,提高物流运作效率,对试制物流信息化建设具有一定的参考意义。
参考文献:
[1]薛成.基于批量生产线的混合动力试制样车生产管理流程研究[D].吉林大学.
[2]连昂.基于信息系统的汽车试制车间生产能力提升研究[D].上海交通大学.
[3]杰弗瑞·莱克,丰田模式:精益制造的14项管理原则[M],机械工业出版社.
