浅谈涂装机器人喷涂工艺调试
2019-10-21王兵李成瑶
王兵 李成瑶

摘 要:机器人应用越来越普遍,本文根据亲身完成机器人工艺调试的经历,浅谈机器人工艺调试的基本流程,以及工艺调试过程遭遇的一些漆膜质量问题的处理方法,探讨如何通过工艺调试达成漆膜质量目标。
关键词:涂装;机器人;工艺调试
科学技术的发展,提高人们生活水平同时,也使工厂用工成本越来越高,在一些重复性工作上,机器人替代人工作业的情况越来越普遍,并且机器人作业具有稳定性好、恶劣环境适应性强、高强度工作承受能力高等特点,这些特点都非常好的切合了涂装喷涂环节的工作,所以越来越多的涂装生产线采用机器人喷涂,机器人喷涂的漆膜质量则取决于前期机器人喷涂工艺调试。
1工艺调试的目的
1.1检测机器人的工作状态
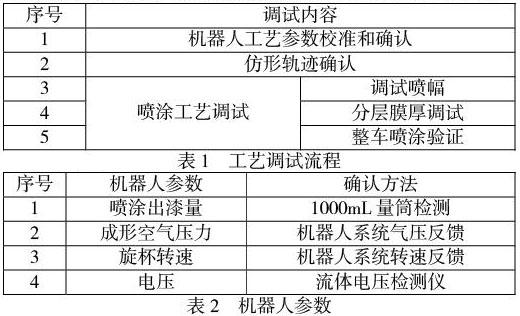
机器人工作状态的稳定是涂层质量稳定的基础,主要从涂料的出漆量、内外成形空气的压力、旋杯转速、电压这些工艺参数上评估。
1.2确认机器人喷涂的仿形轨迹
机器人喷涂的仿形轨迹就是后续的喷涂路径,仿形轨迹的喷涂距离和轨迹之间的间隔距离都需要合理设定,并且所有需要机器人喷涂的面都必须有合理的仿形轨迹[1]。
1.3调试喷涂工艺参数
机器人喷涂工艺参数就是涂料的出漆量、内外成形空气的压力、旋杯转速、电压,根据涂层的质量要求,通过调整这些工艺参数达到相应的质量要求。
2工艺调试
2.1工艺调试流程
校准和确认机器人的喷涂参数是下一步调试工作的基础,然后验证仿形轨迹,确认仿形轨迹后进行工艺调试,工艺调试主要有定调试喷幅、分层膜厚调试、整车喷涂验证几个步骤。
2.2机器人工艺参数校准和确认
机器人工艺参数校准和确认的为了保证实际工作参数和我们设定的参数一致,主要是喷涂出漆量、成形空气压力、旋杯转速和电压。
2.3仿形轨迹确认
机器人仿形轨迹完成后,涂装工艺人员根据节拍时间、喷涂距离、轨迹间距以及喷涂姿态对喷涂轨迹的布置是否正确、轨迹速度和方向是否合理进行评估。机器人的轨迹行走时间和清洗时间之和必须小于节拍时间,超出节拍时间会降低整个涂装车间生产效率[2]。喷涂距离一般设定在200-300mm,喷涂距离太近或者太远会导致出现流挂、花底等漆膜缺陷。轨迹间距(一般为75-100mm)根据机器人喷幅和喷幅重叠比例的要求确定。
2.4喷涂工艺调试
2.4.1调试喷幅
调试喷幅是通过内外成形空气压力的大小进行调整[3],外成形空气压力越大、内成形空气压力越小,喷涂越小,反之则越大,喷幅的大小通过检测试板涂层厚度最高点到厚度为最高点一半的距离确定。喷幅大小(L)的设定值则根据喷涂轨迹间距(l)和喷涂重叠比例(a)要求确定,计算公式如下:L=2×l÷a(轨迹间距l=100mm,喷涂重叠比例2/3,喷幅=2×100÷2/3=300mm)。
2.4.2分层膜厚调试
分层膜厚调试为了减少需要的调试车身,使用一台车进行多次调试,调试前使用铝箔纸包裹整个车身,只需要更换包裹车身的铝箔,就可以重新进行贴板调试,分层膜厚调试到表3的膜厚范围才可进行下一步的整车喷涂验证。
2.4.2.1贴板调试
将马口铁板粘贴在车身设定的位置,设定好机器人各个刷子喷涂参数,按设定的程序和仿形轨迹自动喷涂。其中铁板粘贴位置设定在各总成轨迹的中间位置、边缘位置以及两段轨迹接枪的位置,并且需要使用高温胶带固定;喷涂流量根据Q=(H×S×ρA)/(ρB×N×η×t)[4](H为涂层厚度,S为涂层的面积,ρA为涂层的密度,ρB为涂料的密度,N涂料的固体份,η上漆效率,一般为70%,t为轨迹的行走时间)计算确定,内外成型空气根据喷幅调试的结果确定,电压可根据机器人厂家和材料厂家建议确定(一般银色油漆40KV,其他颜色70KV,具体)。试板膜厚调整到合格,再进行车身局部喷涂验证。
2.4.2.2车身局部喷涂验证
将车身包裹的铝箔在每个总成的中间位置、边缘位置以及两段轨迹接枪的位置撕开宽度为30mm的长条,铝箔边缘使用高温胶带贴紧,按照贴板调试好的喷涂参数喷涂,验证喷涂车身时漆膜厚度情况,有超出范围的情况调整喷涂参数,重新喷涂验证,直到涂层厚度达到要求。
2.5 整车喷涂验证
整车喷涂验证是使用生产状态的车身,按照分层膜厚调试确定的喷涂参数,进行自动化喷涂,喷涂的前处理、人工点补、自动化喷涂、烘干均按照生产状态进行作业,验证喷涂整体效果,各位置涂层厚度的均匀性以及是否存在缺漆、流挂、花底的问题,并对存在的问题进行分析和处理,确定最终涂层合格的机器人喷涂参数,将最终参数保留存档,至此调试完成。
3调试过程中漆膜质量问题的处理
3.1漆膜厚度不均匀
3.1.1轨迹未配置刷子导致缺漆
调试中出现整片区域或者整条轨迹没有涂层的情况,是这段轨迹在刷子表中没有对应的刷子,导致整段轨迹没有喷涂参数,喷涂时表现为走到这段轨迹时机器人不出漆。遇到这类问题先检查喷涂这段轨迹机器人出漆情况,再检查刷子表配置的喷涂参数有没有缺漏,完善这部分程序和刷子表就可以解决这类问题。
3.1.2局部轨迹不合理导致漆膜薄
漆膜的厚度主要取决于出漆量、电压和仿形轨迹的行走的速度,一段轨迹的机器人出漆量越大、电压越高、速度越慢,則漆膜厚度越厚,反之则越薄。因为机器人轨迹越快,喷涂时间越短,生产效率就越高,所以很多时候为了追求更高的生产效率,机器人的轨迹速度往往会比较快。我们在调试中遇到电压和出漆量较高,但是涂层厚度仍然薄的情况,就必须考虑降低轨迹的行走速递,增加喷涂时间,保证喷涂的厚度。
3.1.3机器人姿态不合理导致的漆膜薄
窗框下方和类似弧度变化较大的形面上方漆膜薄,这些位置的轨迹如果使用相邻大面一样的喷涂姿态[5],会使漆雾的方向和喷涂面不垂直,角度小,喷涂的有效面积小,造成漆膜薄。这类情况需要调整机器人的轨迹姿态,使漆雾垂直于喷涂面,保证有最大的有效喷涂面积。
3.1.4两段轨迹接枪位置漆膜薄
机盖、顶盖、尾盖这些总成两侧漆膜已经比较厚,但是中间位置的涂层仍然薄。一般器人安装在两侧,仿形的轨迹是左侧机器人喷涂总成的左侧一半,右侧的机器人喷涂总成的右侧一半,两段轨迹在中间位置接枪,我们把左侧轨迹复制到右侧时,因为左右机器人的坐标原点设置存在偏差,导致轨迹整体偏移,接枪位置的轨迹间距大于设定的间距,造成两侧涂层厚、中间涂层薄的问题。解决这类问题要确定左右机器人坐标原点的偏差值,然后整体对轨迹进行偏移,或者单独修改仿形接枪位置的轨迹。
3.2漆膜流挂
3.2.1边缘聚集导致流挂
车门窗框和翼子板尖端出现流挂和滴漆。机器人喷涂都是使用高压静电喷涂工艺,电压达到40-70KV,电场的特点就是在边缘位置和尖端位置较其他位置更强,漆雾粒子在外加电压的作用下带有较高的电荷,电场作用下容易富集在车门窗框和翼子板尖端,造成边缘流挂和滴漆。这类问题需要为这些轨迹单独设置刷子号,降低喷涂电压、加快轨迹速度来减少边缘富集的情况。
机盖边缘和车门边缘出现流挂。这些位置出现流挂同样的因为边缘富集效应导致,但是我们需要保证总成整体的涂膜厚度,所以不能通过降低电压和加轨迹的方法的处理。处理这类问题可以通过调整轨迹,如轨迹适当远离边缘位置,增加轨迹在边缘位置的喷涂距离来解决。
3.3漆膜发花
3.3.1整车发花
整车喷涂银粉漆时,出现漆膜整体都发花的问题。漆膜发花的问题主要是漆膜喷涂较湿,造成在干燥过程中不同区域的银粉排列不一致。解决这类整体发花问题,可通过调整油漆材料的快慢干来解决,油漆喷涂比较湿的情况,通过增加调漆时快干溶剂的比例来解决。
3.3.2局部出现条文状的发花
侧面车门喷涂时出现有规律的沿着轨迹行走方向的条文状发花。这种发花問题是由于局部喷涂比较湿,但是只是小范围而不是大面积出现。这类问题可以通过调整仿形轨迹的喷涂距离,即增加喷涂距离来解决。
结束语
随着机器人喷涂技术越来越成熟,人工成本越来越高,越来越多的涂装车间采用机器人喷涂工艺,特别是新建汽车厂的涂装车间都配置自动化机器人喷涂,如何提高机器人喷涂的漆膜质量和喷涂施工的稳定性,将是涂装工艺人员重要的技术能力。
参考文献
[1] 胡琦.浅谈喷涂机器人仿形示教[J].科技经济导刊,2015,26(04).
[2] 王海平.机器人喷涂仿形技术及喷涂工艺的优化[J].上海涂料,2012,50(04):36~38.
[3] 牛光昆.涂装机器人系统工艺调试过程简介[J].汽车工艺与材料,2015(06):68~72.
[4] 李成瑶.刍议涂装喷涂机器人仿形与漆膜性能调试[J].中国高新区,2018(16):43~52.
[5] 吴小穗.涂装喷涂机器人仿形与漆膜性能调试[J].材料保护,2007,40(80):66~68.