煤层气三甘醇脱水装置工艺分析及改进措施
2019-09-28郭剑卫王宇鹏
郭剑卫 王宇鹏
(山西蓝焰煤层气集团有限责任公司,山西 沁水 048200)
三甘醇脱水装置是煤层气气田地面集输、处理工艺的重要组成部分。近年来随着沁水区块煤层气抽采量的不断增大,李庄首站的输气量也不断增加。此外,煤层气的含水量受季节的影响,冬季含水量较多、三甘醇进吸收塔温度偏高等问题都会影响三甘醇脱水装置的正常运行。
1 李庄首站三甘醇脱水工艺设计基础数据
李庄首站三甘醇脱水装置分两期进行建设,一期煤层气的处理规模为100×104Nm3/d,二期煤层气的处理规模为100×104Nm3/d。要求原料气的压力为1.97MPa,温度为37℃,进入下游管道的煤层气的水露点要求≤-5℃(水露点应比最低环境温度低5℃)。
2 李庄首站三甘醇脱水工艺流程和运行现状
李庄首站三甘醇脱水装置工艺流程如图1所示,主要分为煤层气脱水单元、三甘醇再生单元两个系统。
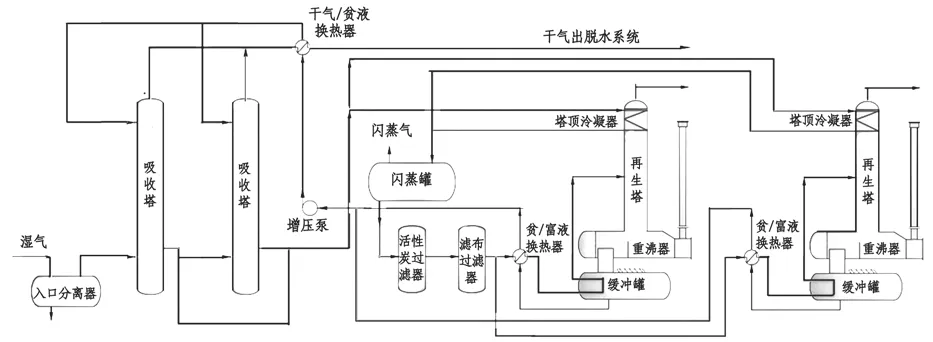
图1 三甘醇脱水工艺流程简介
2.1 煤层气脱水单元
湿气(含水煤层气)首先进分离器分离出湿气夹带的液滴,然后从底部进入三甘醇吸收塔,在塔内与塔上部进入的贫三甘醇通过塔盘充分接触,脱除气体中的水分,脱水后的煤层气进入干气/贫液换热器与贫三甘醇换热升温至43℃去外输单元。吸收塔底出来的富三甘醇进入三甘醇再生单元。
2.2 煤层气再生单元
来自煤层气脱水单元的富三甘醇进入三甘醇再生单元。富三甘醇(0.5MPa,40℃左右)首先进入再生塔顶部,通过塔顶冷凝器与塔顶水汽换热升温后进入三甘醇闪蒸罐,分离出的气体去汇气管,分离出的富三甘醇经活性炭过滤器和滤布过滤器进一步除去固体颗粒和杂质后,通过贫/富液换热器和缓冲罐与贫三甘醇换热升温至 122℃左右,进入三甘醇再生塔中部进行甘醇浓度提纯。三甘醇再生温度为200℃。再生后的三甘醇溶液浓度由97%提纯至99.2%以上,此时三甘醇由富液变为贫液。提纯后的贫液由重沸器的溢流口进入缓冲罐。贫液(190℃左右)通过贫/富液换热器与富三甘醇换热降低温度后,经三甘醇注入泵增压后,再进干气/贫液换热器与外输煤层气换热冷却至60℃左右后,进入三甘醇吸收塔上部,循环使用。再生塔塔顶水汽就地放空。
2.3 三甘醇脱水设备运行现状
李庄首站目前每日的输气量为110~140×104Nm3/d。现在两套三甘醇脱水装置全部运行,每套处理能力为100×104Nm3/d,目前运行压力1.5MPa左右,煤层气进装置温度在40~45℃之间,每套处理煤层气约65×104Nm3/d,甘醇循环量约2m3/h。脱水塔采用板式塔,三甘醇再生使用明火直接加热至195℃~200℃通过再生装置再生,三甘醇循环泵为电动柱塞泵。
3 三甘醇脱水存在问题分析研究
针对站内脱水设备的实际运行情况,分析造成脱水设备脱水效果不达标和三甘醇损耗较大这两个问题的具体原因。
3.1 三甘醇损耗量较大
三甘醇脱水装置主要的运行成本集中在三甘醇的损耗上,按照《天然气脱水设计规范》SY0076中对三甘醇损耗的设计要求为15mg/m3,目前站内三甘醇的损耗量偏大。表1为站内三甘醇的消耗量统计情况与设计要求的对比。通过对现场三甘醇设备运行情况分析,其原因主要如下:
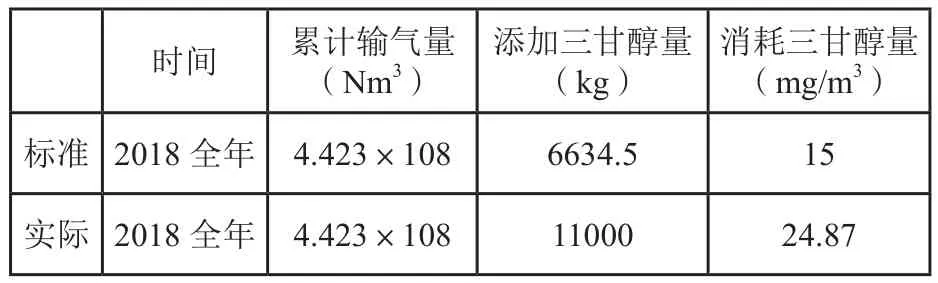
表1 三甘醇的消耗量统计情况与设计要求的对比
(1)三甘醇发泡变质。通过对三甘醇装置排污阀的排污,发现三甘醇溶液有时会出现发泡变质现象。三甘醇溶液颜色呈较深的黑褐色并伴有难闻的气味时,表明三甘醇发泡变质。吸收塔内形成泡沫,干气会从吸收塔内带走一定量的三甘醇,闪蒸罐内形成大量的泡沫,三甘醇会通过闪蒸气管线进入燃烧炉被烧掉,三甘醇发泡的主要原因是三甘醇被无机盐、凝析油、化学助剂、固体颗粒杂质等污染造成的。
(2)三甘醇进吸收塔温度高。三甘醇贫/富液换热效果差,目前站内使用盘管换热器,由于缓冲罐内贫液温度约为190℃左右,经贫/富液换热器换热后,贫液进入增压泵温度仍高达85℃~90℃,造成后部进吸收塔温度超过60℃,增加了三甘醇的损耗。
(3)三甘醇的泄漏。三甘醇脱水装置长时间的运行,阀门、加压泵等设备的密封件出现磨损,造成三甘醇的漏失损耗。
3.2 三甘醇脱水系统的脱水效果不达标
煤层气经过脱水后,出站的水露点达不到-5℃。在冬季,下游用户反映输气管道有冻堵现象发生。通过对现场三甘醇设备运行情况分析,其原因主要如下:
(1)三甘醇循环泵出口共用管线。三甘醇循环泵出口共用管线,然后分支至两座吸收塔。由于采用手动调节阀门来分配流量,会存在三甘醇流量分配不均,致使两座吸收塔脱水效果存在差异。
(2)三甘醇再生温度不稳定。再生温度是保证三甘醇再生的关键参数,温度过高三甘醇分解,温度过低三甘醇无法完成再生。表2为现场再生设备的关键温度参数,从表中可以看出再生温度要求稳定在196℃~199℃之间,但在现场运行中发现,温度会上下波动,而且波动较大,造成贫液浓度不足,脱水效果差。通过对现场设备的检查发现燃烧机的点火电极积碳多,燃烧机在自动点火时常常出现不能自动启动的现象。
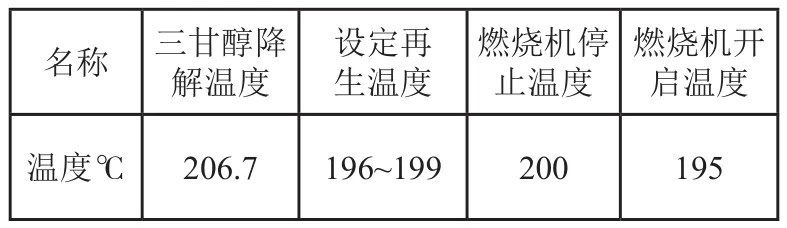
表2 再生设备的关键温度参数
4 改进措施
4.1 降低三甘醇损耗的措施
(1)加强进入吸收塔前原料气的预处理,提高原料气的洁净度。改进煤层气进脱水设备前的过滤分离设备,提高过滤精度及捕雾网的捕集能力。设备运行时定期测定pH值,添加pH调节剂。
(2)由于目前三甘醇贫/富液换热是使用盘管换热器进行换热,换热效率低,建议把贫/富液换热器更换为板式换热器。板式换热器具有体积小、换热系数高、重量轻等特点,可一次将热量充分换热,确保进循环泵温度在50℃~60℃之间。通过进脱水塔前的套管换热器进一步将三甘醇贫液温度降低至40~45℃之间,确保脱水效果和降低三甘醇损耗。
(3)定期对脱水设备进行检修,杜绝三甘醇“跑、冒、漏、滴”现象发生。
4.2 保证三甘醇脱水效果的措施
(1)三甘醇循环泵及贫液进塔管线每套装置专用。目前现场设置有4台三甘醇增压循环泵,可每套装置2台(一用一备),将泵出口至进塔贫液管线分开,各自单独运行,可确保每座脱水塔的甘醇量。但由于目前煤层气-三甘醇贫液换热器只有一台,建议暂时隔离不用,在每座脱水塔顶煤层气管线上各自增设一台套管换热器即可,即可确保进塔三甘醇的温度在适当范围。同时检修甘醇循环泵,确保排量达到设计值。
(2)对所有设备进行定期的检查、维护、保养,对以前出现的问题进行总结。发现小的问题时要及时地理,保证设备的完好、运行正常。
5 结论
(1)在脱水装置运行过程中,应对运行参数进行严格的监测和控制。定期对脱水装置进行停运检修,消除设备运行中可能出现的隐患。
(2)在脱水站运行过程中,加强对脱水前原料气的预处理尤为重要,在条件允许的情况下,可在原料气进入脱水装置前加装一套除尘设备,以减少进入脱水装置粉尘、油污和机械杂质的含量。
(3)要保证三甘醇脱水设备的脱水效果,重要的是保证三甘醇贫液的浓度和贫液进吸收塔的流量。
