细长接磨杆加工工艺的改进
2019-09-10陈丽荣
陈丽荣
摘要:细长接磨杆的加工,用传统工艺方法较难保证加工要求,通过使用自制机用滑移可换攻丝专用工具进行加工,不仅可以方便地保证加工质量,而且方法简单实用,为细长轴类零部件的加工给出了一种便捷和实用的新途径。
关键词:细长接磨杆;专用工具;操作方便;实用
一、引言
在当前市场的激烈竟争中,客户对水轮发电机组生产质量的要求越来越高,因此更好地解决水轮发电机组零部件导叶叶片、转轮叶片的加工质量,提高产品生产过程中的稳定性,克服制造中的困难是我们不断探索和努力的方向。细长接磨杆是连接手提风磨机与砂轮的专用连接轴,主要用于我公司水轮发电机组零件导叶叶片、转轮叶片的打磨加工,用量较大。导叶叶片、转轮叶片是水轮发电机组的关键重要部件,呈非规则的球面组成,技术要求较高,机械或数控加工十分困难,主要用人工打磨保证质量,如果保证不了接磨杆的加工质量,打磨使用中产生斗动造成不平衡,将会带来安全隐患,并直接影响到导叶叶片、转轮叶片的线形,造成导叶闭合不全,转轮出力不足,严重影响到水轮发电机组的产品质量和使用寿命。
二、传统工艺分析
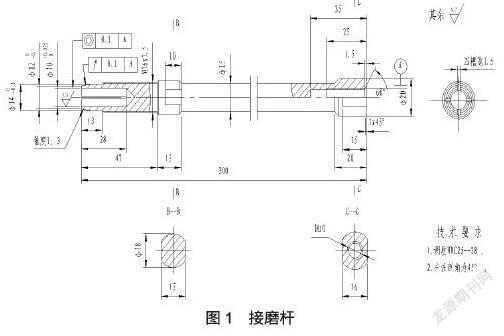
(1)细长接磨杆根据生产需要按批次安排生产,每批一般为50件,如图一所示接磨杆属于细长轴,加工的重点和难点主要是:保证1:30锥度和Φ10内孔对基准A内螺纹的跳动和同轴度要求,由于内、外螺纹的配合要具有一定的间隙,首先要保证好内螺纹的加工质量;传统工艺是先加工好内螺纹底孔后,用顶尖顶持丝攻柄部中心孔用搬手攻丝,或是把搬手放置于刀架档杆上机用攻丝,采用上述两种方法,由于攻丝过程中搬手单边受力不均,加上顶尖顶持受力不好,一是丝攻容易折断,二是加工出的内螺纹歪曲保证不了与轴线同轴,最终保证不了零件的跳动和同轴度要求;在以前生产实践中采用以上两种方法攻丝,出现了因达不到要求使整批量零件报废的质量事故。为了完成产品零件的制造任务,如何行之有效地解决由此引起的质量问题,已是我们工作中心的重中之重和生产实际的燃眉之急。
(2)针对出现的零件质量问题,经分析,内螺纹加工质量的好坏是直接造成零件质量问题的主要原因,这也给我们带来新的思考,提出了更高的要求。
三、机用滑移可换攻丝工具
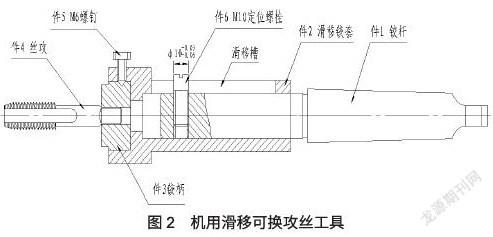
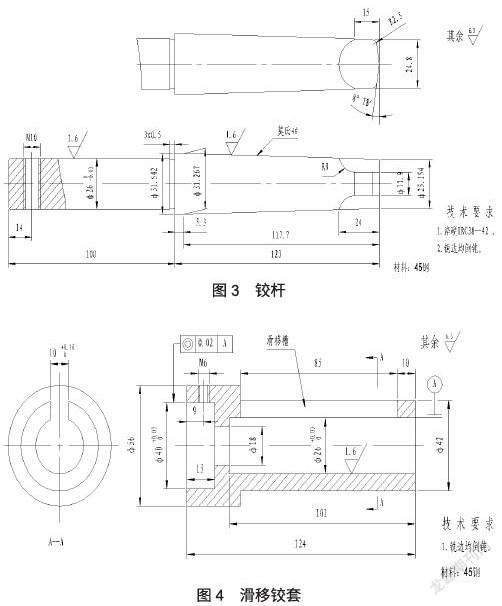
(1)在总结经验的基础上,结合生产实际,经过反复研究,试制,我以新的途径和解决方法从新设计了结构如图2所示的机用滑移可换攻丝工具,零部件主要由铰杆、滑移铰套、铰柄、丝攻、M6螺钉、M10定位螺栓组成,主要零件:铰杆如图3所示起定位和导向作用;滑移铰套如图4所示起定位和滑移作用;铰柄如图5所示,根据不同规格丝攻更换不同规格铰柄,在攻丝过程中起定位和受力均匀作用。其工作原理为:把机用滑移可换攻丝工具按图装配后,放入车床尾座套筒内使铰杆锥柄定位,根据加工不同规格的内螺纹需要,更换不同规格的铰柄,加工中向前转动尾座手柄使丝攻旋入加工好的内螺纹底孔后,滑移铰套上的滑移槽,沿铰杆上的定位螺栓形成滑移运动对内螺纹进行加工。
(2)该工具结构简单,操作方便,定心准确,加工中由于受力均匀安全性平稳性较好,保证了内螺纹与轴线的同轴度,提高了内螺纹的加工效率和加工质量,同时消除了尾座自重负荷,减少了尾座对机床导轨的磨损。
四、细长接磨杆加工工艺过程
五、改进后的效果
通过使用机用滑移可换攻丝专用工具,并采用以上加工工艺方法,每一批次加工的接磨杆的精度都能满足设计要求,制造中改变了切削条件,减小了工人的劳动强度,提高了劳动生产效率,降低了生产成本,合格率达100%,经济效益显著。专用工具加工方法的成功实施,改变了我们多年来内螺纹加工的工艺思路,解决了生产中急需解决的问题,提高了零件加工能力,使我们上了一个新台阶。通过多年来努力,至今已顺利完成了零件生产任务,生产出的零件质量稳定。
六、结束语
在借助机用滑移可换攻丝专用工具加工出来的接磨杆,在實际生产运用中有较好的操作可控性,保证加工质量符合生产需求,为我公司水轮发电机组的导叶、转轮的打磨质量提供了坚实的保障。
参考文献
北京第一通用机械厂.机械工人切削手册[M].机械工业出版社,1970.
姜明德,杨福泉.公差配合与技术测量[M].湖南科学技术出版社,1998.
王石有.通用可调尾架攻丝杆[M].机械工人——冷加工,1985(11).
