数控铣床关于孔加工的研究分析
2019-08-01高波薛浩田晓光
高波 薛浩 田晓光
摘要:孔存在于各种机械零件中,所以孔的加工也是一种很常见的加工方式。目前最常见的孔加工就是在数控铣床或者加工中心上完成的。根据孔的形式、孔的深度、零件的材质、刀具的材质等不同条件,孔加工用的G代码也各有不同,本文主要是针对不同的孔加工方式进行分析,希望通过研究能够对孔加工有更清楚的认识。
关键词:数控;铣床;孔加工;G代码
中图分类号:TH137 文献标识码:A 文章编号:1007-9416(2019)04-0003-02
1 孔加工的动作分解
每个孔的加工过程基本动作都是相同的:快速移动、工进钻孔、退出,然后重新定位到孔的上方重复上述动作。编程时,同样的程序段需要编写若干次,十分麻烦。使用固定循环功能,可以大大简化程序的编制,这就是我们所说的孔加工循环G代码。每个G代码的加工过程我们可以大致的把孔加工分解为六个动作。
(1)初始位置高度孔的X、Y位置快速定位:在对孔加工之前,先在一定的高度将道具移到孔的正上方准备孔的加工,这个过程即为初始平面的快速定位,在初始平面可以进行刀具的更换以及工件的装夹。(2)Z轴快速移动定位到安全高度:在刀具快速定位到孔的正上方之后,刀具要下行对孔进行加工,为了提高效率,这个过程要快速进行。由于移动速度较快,若钻头与工件直接接触会导致刀具损坏。因此,在工件的上方3~5mm处设定一个安全平面(R平面)。这个过程就是刀具快速移动到安全高度。(3)钻孔过程动作:刀具在达安全高度之后,刀具的移动速度由快进转换成工进,然后在这个平面内开始钻孔,最终刀具走到孔的底部(Z点)。(4)孔底动作:在孔底的动作包括暂停、主轴准停、刀具移位等,孔有通孔和不通孔(盲孔)之分。很多时候为了孔的表面或孔底表面质量,需要将钻头在孔底暂停一段时间。而在镗孔时,主轴有一个定向的横向偏置,这就是主轴准停、刀具移位。(5)Z轴退回到安全高度:当完成孔的加工之后,刀具从孔中推出,首先退到安全平面,准备下一个孔的加工。(6)快速返回到初始平面或设定高度:当所有孔加工完毕需要抬刀的时候,则将刀具再从安全平面快速返回到初始平面或者事先设定好的高度。
2 孔加工固定循环的指令格式
任何一种孔的加工都包括上述的六个动作,他们的G代码循环格式也有很多相似之处。这样我们把孔加工循环格式总结出一个通用的格式:
G90(G91) G98(G99) G73~G89 X_ Y_ Z_ R_ Q_ P_ F_ L_
下面我们来解释这个程序段的含义:
G90(G91)——编程坐标格式。在编程之前,首先指定编程坐标格式,G90是指用绝对坐标编程,G90方式下,R与Z一律取其终点坐标值。在缺省状态下也是这种指令格式,G91指增量坐标编程,G91方式下R是自初始点到R点间的距离,Z是自R点到Z点的距离。
G98(G99)——孔加工结束,刀具返回的位置。在孔加工结束,刀具要返回到一定高度,G98指刀具返回到初始点所在平面,G99指刀具返回到 R点所在平面。
G73~G89——对应的不同形式孔加工的G代码。
X、Y——孔X,Y的坐标值,增量坐标和绝对坐标都可以。
Z——G90时,Z值表示原点到Z点的距离,G91时,Z值表示R点到Z点的距离。
R——G90时,R值表示原点到R点的距离,G91时,R值表示R点到初始平面的距离。
Q——在G73或G83指令中,指定每次进给的深度;在G76或G87指令中,指刀具横向的偏置量。
P——刀具在孔底的暂停时间。
F——切削进给速度。
L——固定循环次数,不指定时只进行一次。
G73~G89、Z、R、P、Q都是模态代码。
3 G代码分类解析
3.1 浅孔的加工(G81、G82)
浅孔的加工相对简单,效率高,因为浅孔加工过程排出铁屑较少,铁屑不会填满钻头的容屑槽。因此,不需要在加工过程中退刀,可一次加工完成。
G81——钻削固定循环指令 格式:G81 X_ Y_ Z_ R_ F_
主轴正转,进入孔加工,到达孔底之后无动作,直接返回。
G82——鉆削固定循环指令 格式:G82 X_ Y_ Z_ R_ P_ F_
G82与G81的主要区别是,在孔底增加了进给暂停动作,进给停止,主轴继续转动,使孔的表面更光滑。
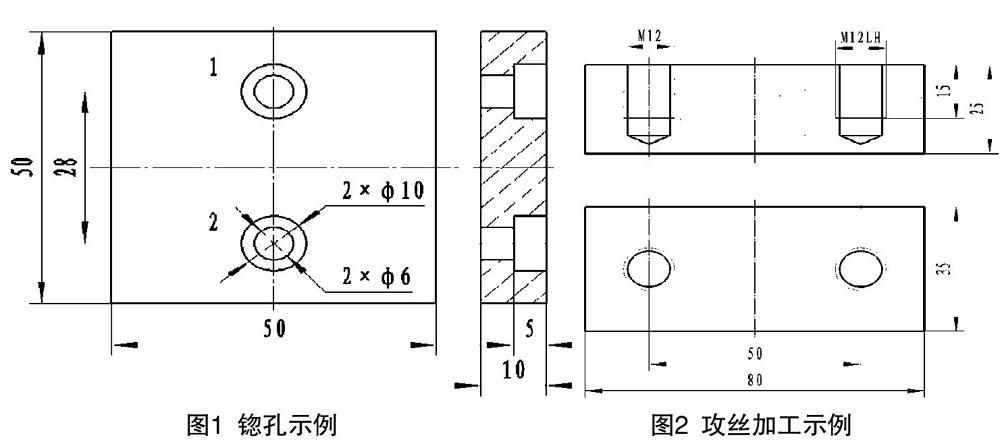
举例:零件如图1所示,φ6孔已加工,使用G82指令编写锪孔加工程序。
编制锪孔程序如下:
O0001 程序号
G91 G28 Z0; 返回轴参考点
M06 T01; 换01号刀具(φ10锪孔钻)
G90 G54 G43 G00 Z100.0 H01; 绝对坐标,第一工件坐标系,建立01号刀具长度补偿,Z向快速定位至Z100
M03 S600; 主轴正转,转速600r/min
M08; 切削液开
G99 G82 X0 Y14.0 Z-5.0 R3.0 P1000 F20; 锪孔1,孔位(0,14),加工孔深至Z-5,R平面确定在Z3的位置,孔底暂停1s,刀具返回R平面,进给速度20mm/min
G98 Y-14.0; 锪孔2,返回初始平面
G80; 取消固定循环
G00 Z150; 快速抬刀至Z150
M30; 程序结束并返回起点
3.2 深孔的加工(G73、G83)
深孔加工时铁屑很难排出,冷却液也很难进入孔内,导致散热和润滑效果差。在钻头钻削的时候注意边钻边退,铁屑才能在容屑槽内顺畅排除。G73和G83两个固定循环指令主要是针对深孔的加工,可以满足边钻边退的要求,很容易使铁屑排出。下面将分别介绍这两个指令。
G73——高速深孔钻削固定循環指令 格式:G73 X_ Y_ Z_ R_ Q_ F_
与G81的主要区别是,深孔加工时需要间歇性进给,这样有利于铁屑的排出。每次背吃刀量为Q,退刀距离为d。
G83——深孔钻削固定循环指令 格式:G83 X_ Y_ Z_ R_ Q_ F_
与G73的主要区别是,该指令的退刀量不是d,而是返回到R平面,这样有利于刀具的散热和铁屑的排出。
3.3 镗孔的加工(G76、G85)
镗孔,是在有孔的基础上对孔进一步加工。镗孔的主要目的是为了提高孔的精度、表面粗糙度、扩大孔的直径,为偏离中心的孔找正。镗孔常见的指令包括G85和G76。
G85——镗削固定循环指令 格式:G85 X_ Y_ Z_ R_ F_
主轴正转,刀具以进给速度向下运动镗孔,到达孔底位置后,立即以进给速度退出(没有孔底动作)。
G76——精镗固定循环指令 格式:G76 X_ Y_ Z_ R_ P_ Q_ F_
与G85的区别是:G76在孔底有三个动作,即进给暂停、主轴定向停止、刀具沿刀尖所指的反方向偏移Q值,然后快速退出。
3.4 内螺纹攻丝加工(G74、G84)
攻丝加工是利用丝锥进行螺纹加工的一种加工方式,常用的丝锥包括直丝锥和螺旋丝锥。攻丝时应注意一个问题:应严格控制进给速度F(mm/min)和主轴转速S(mm/r)之间的关系才能保证螺纹的导程F。具体计算公式为:
G84——攻螺纹固定循环指令 G84 X_ Y_ Z_ R_ F_
攻螺纹进给时主轴正转,退出时主轴反转。因为是螺纹的加工,所以在加工完毕退刀时也应该以进给速度推出。
G74——左旋攻螺纹固定循环指令 G74 X_ Y_ Z_ R_ F_
与G84的区别是:进给时为反转,退出时为正转。
举例:零件如图2所示,螺纹底孔已加工,使用G74/G84指令编写M12(右旋)和M12LH左旋螺纹(螺距P=1.75)的加工程序。
编制攻丝程序如下:
O0002 程序号
G91 G28 Z0;返回轴参考点
M06 T01;换01号刀具(右旋螺纹丝锥)
G90 G54 G43 G00 Z100.0 H01; 绝对坐标,第一工件坐标系,建立01号刀具长度补偿,Z向快速定位至Z100
M03 S100;主轴正转,转速100r/min
M08;切削液开
G98 G84 X-25.0 Y0 Z-15.0 R3.0 F175;加工右旋螺纹M12
G80;取消固定循环
M06 T02 换02号刀具(左旋螺纹丝锥)
G90 G54 G43 G00 Z100.0 H02;绝对坐标,第一工件坐标系,建立01号刀具长度补偿,Z向快速定位至Z100
M04 S100;主轴反转,转速100r/min
M08;切削液开
G98 G74 X25.0 Y0 Z-15.0 R3.0 F175;加工左旋螺纹M12LH
G80;取消固定循环
G00 Z150;快速抬刀至Z150
M30;程序结束并返回起点
4 循环指令的比较
通过对以上循环指令分析得出以下结论:浅孔加工不需要退刀动作,加工效率较高,深孔加工每次都要进行退刀,效率较低。G73指令每次退刀量是d,而G83指令则每次返回R点平面,这样对深孔钻削时的排屑有利,但是钻削效率较低。G74主要是针对右旋螺纹加工,G84主要是针对左旋螺纹。
参考文献
[1] 唐健.数控技术与编程技术基础[M].北京:机械工业出版社,2007.
[2] 任国兴.数控铣床华中系统编程与操作实训[M].北京:中国劳动社会保障出版社,2007.
[3] 陈海舟.数控铣削加工宏程序及应用实例(第2版)[M].北京:机械工业出版社,2007.
