基于NSGA-Ⅱ与RBF神经网络的车身薄板定位布局研究
2019-07-22王鹏徐家川曹凡李迪
王鹏 徐家川 曹凡 李迪

摘要:为了解决车身薄板定位布局设计效率低,装夹易变形的问题,提出了一种基于NSGA-Ⅱ与RBF神经网络的车身薄板定位布局设计方法,以薄板定位时的偏差传递路径最小和稳定性最高为约束条件,应用NSGA-Ⅱ算法优化前3个定位点,在有限元样本的支持下分别构建BP和RBF神经网络预测模型并进行对比,选择预测精度较高的RBF神经网络结果作为个体适应度值。分别应用遗传算法和粒子群算法在RBF神经网络中寻优并对比,选择收敛速度较快和求解精度较高的粒子群算法的求解值作为第4个定位点的最优解。以座椅安装横梁作为模型验证研究内容。结果表明,零件在优化后定位布局下的最大装夹变形仅为优化前最大装夹变形的27%。因此,RBF神经网络可以对薄板装夹变形进行有效预测,研究结果对进一步开展车身焊装夹具设计和机身薄壁件定位布局研究具有参考价值。
关键词:车辆工程;车身薄板;定位布局;NSGA-Ⅱ算法;RBF神经网络
中图分类号:TP3016文献标志码:A
WANG Peng, XU Jiachuan, CAO Fan,et al.Research on location and layout of auto-body sheet metal based on NSGA-Ⅱ and RBF neural network[J].Journal of Hebei University of Science and Technology,2019,40(3):189-198.Research on location and layout of auto-body sheet metal
based on NSGA-Ⅱ and RBF neural network
WANG Peng, XU Jiachuan, CAO Fan, LI Di
(School of Transportation and Vehicle Engineering, Shandong University of Technology, Zibo,Shandong 255000, China)
Abstract:In order to solve the problem of low efficiency and easy clamping deformation in the location layout design of auto-body sheet metal,alocation layout design method of auto-body sheet metal based on NSGA-Ⅱ and RBF neural network is proposed.With the minimum deviation transfer path and the highest stability as constraints, the first three locating points are optimized by using NSGA-Ⅱ algorithm.With the support of finite element samples, BP and RBF neural network prediction models are constructed and compared, and the results of RBF neural network with higher prediction accuracy are selected as individual fitness values.The GA and PSO are used to optimize and compare the RBF neural network. The solution value of the PSO with faster convergence speed and higher accuracy is chosen as the optimal solution of the fourth location point.Using the seat-mounted beam as a model to verify the research content.The results show that the maximum clamping deformation under the optimized positioning layout is only 27% of the maximum clamping deformation before optimization.Therefore, RBF neural network can effectively predict clamping deformation of sheet metal.The research results have reference value for further research on auto-body welding fixture design and location layout of fuselagethin-walled parts.
Keywords:vehicle engineering; auto-body sheet metal; locating scheme; NSGA-Ⅱ algorithm; RBF neural network
采用輕质量、高强度的薄板是车身制造的必然趋势,薄板具有质量轻,强度高等优点[1],然而,典型车身薄板结构多为大尺寸、弱刚性件,仅在自身重力作用下就能产生不可忽略的柔性变形。装夹是影响薄板变形的重要因素,不合理的装夹方案会加剧薄板变形进而影响装配质量[2]。针对薄板装夹易变形的特点,CAI等[3]提出了“N-2-1”定位原理,证明该定位原理能够在很大程度上减小主平面上的法向变形,但未给出定位点优化布置的解决方案。
在薄板定位布局优化方面,石志云等[4]基于遗传算法开发了薄板定位点优化布置的计算方法;王仲奇等[5]通过有限元工具计算薄板在不同定位布局下的最大变形,应用萤火虫算法实现了定位点布局迭代寻优;张恒等[6]提出一種基于惯性权值的粒子群改进算法,并将该算法应用到夹具定位点的优化设计中;ABEDINI等[7]基于遗传算法优化夹具定位块的位置,使得零件在加工时的误差最小;YANG等[8]以薄板平均变形量最均匀为目标函数,应用布谷鸟算法优化了夹具定位布局。通过上述方法优化的参数为有限元节点,对于节点数量庞大的复杂零件而言,优化效率比较低。
河北科技大学学报2019年第3期王鹏,等:基于NSGA-Ⅱ与RBF神经网络的车身薄板定位布局研究为提高优化效率,减少计算机资源的占有率,VASUNDARA等[9]建立了神经网络与响应面模型预测工件在不同夹具定位布局下的变形,通过与有限元计算方法结果对比,证明了BP(back propagation)神经网络预测的准确性;SELVAKUMAR等[10]基于BP神经网络与正交试验法优化了工件在夹紧力下的最大弹性变形,并得到夹具定位块的最优布局;秦国华等[11]以薄板装夹变形量最小为目标,基于BP神经网络与遗传算法对薄板装夹布局进行了优化;杨元等[12]以薄板整体应变能为目标,基于支持向量机建立了薄板定位布局预测模型;YANG等[13-16]等以机身薄壁件为研究对象,建立了夹具定位布局与薄壁件变形之间的近似模型,并通过智能算法确定了薄壁件的最优定位点。以上学者在研究薄板定位布局时,忽略了主平面前3个定位点的优化,为此,邢彦锋等[17]提出Two-Stage方法优化薄板定位布局,首先应用粒子群算法优化了主平面的前3个定位点,然后基于有限元模型建立响应面模型优化其他定位点,但在优化前3个定位点时,忽略了稳定性参数;LU等[18]综合考虑了偏差传递路径及稳定性参数,采用加权系数法将多目标方程转变成单目标方程,应用遗传算法获取了前3个定位点,然后基于BP神经网络优化了其他定位点,但在优化前3个定位点时的系数是人工经验分配的。
在现有的薄板定位布局的研究中,主要存在以下问题:1)大多数文献在优化定位点的位置时只考虑单个优化目标或将多个优化目标采用加权的方法将其转化为单目标,在根本上并未解决薄板定位布局时的多目标优化问题。2)优化效率低,在评价薄板变形时需要频繁调用有限元软件,造成海量计算问题。因此本文从多目标优化的角度出发,提出一种基于NSGA-Ⅱ与径向基(radical basis function,RBF)神经网络的车身薄板定位布局设计方法。
1薄板定位布局及评价函数
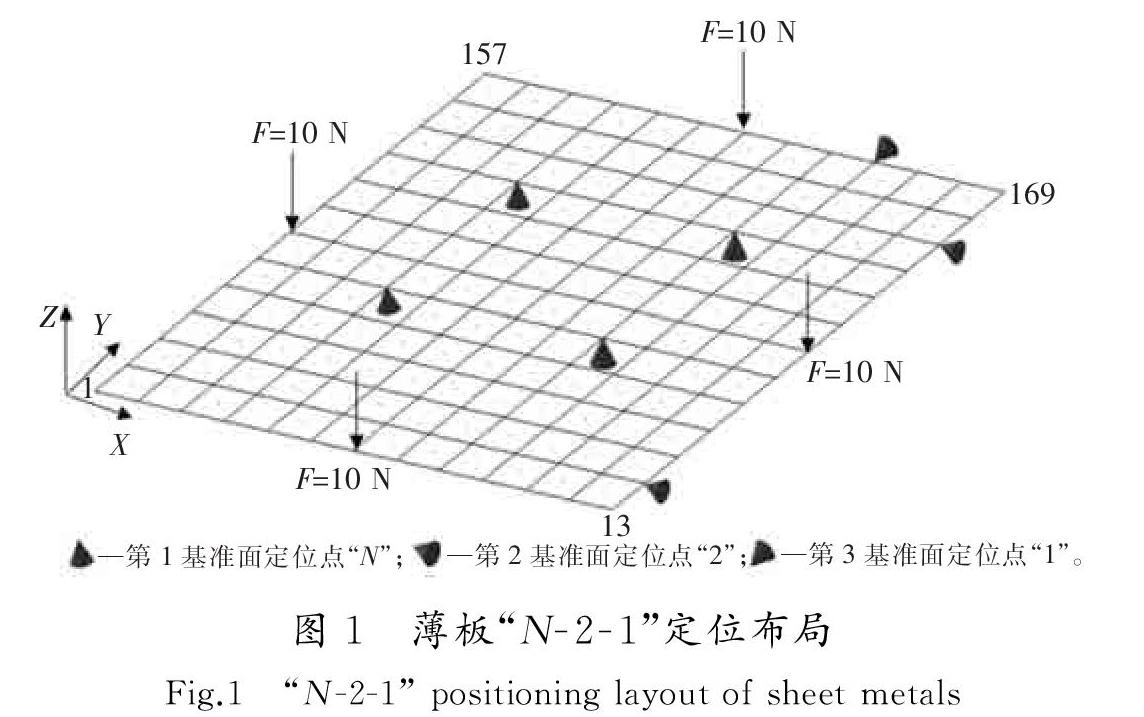
薄板在“3-2-1”定位布局下,其空间六自由度是被完全约束的,但在夹紧过程中薄板会产生较大的装夹变形,因此,为减小装夹变形,通常在薄板主平面上设置N(N>3)个定位点。但“N”的数目并非越多越好,由于夹具的设计时间、制造成本和误差的关系,
Fig.1“N-2-1” positioning layout of sheet metals定位元件的数目一般不超过6个[19]。
笔者以N=4为例研究薄板定位布局。设薄板的尺寸为300 mm×300 mm×1 mm,杨氏模量为2.1×105 N/mm2,泊松比03。在薄板边界和中心位置沿着-Z方向分别施加力F=10 N,通过有限元工具计算薄板在不同定位布局下的节点位移;其中网格大小为25 mm,节点总数为169;以1号节点为原点建立坐标系,如图1所示。则节点坐标与节点沿方向值之间关系可表示如下:xn=25(nx-1),yn=25(ny-1),zn=0,(1)式中:xn,yn,zn为节点坐标;nx为节点沿X方向的值;ny为节点沿Y方向的值。
为评价薄板定位布局的优劣,采用零件表面的所有节点平均位移作为评价函数,即:f(x)=∑Mi=1ω2i(x)M,(2)式中:f(x)为薄板定位布局目标函数;x表示薄板定位点所组成的向量;M为薄板所有网格节点数,ωi是第i个节点的位移。
2夹具定位参数分析
2.1偏差传递模型
夹具定位元件对工件的定位需满足确定性定位条件,确定性定位是指工件在定位状态下始终与定位元件保持接触,不能产生任何无限小的运动[3]。
若任意给定3D工件m个定位块的夹紧方案如图2所示,OXYZ代表整体坐标系,O′X′Y′Z′表示与工件固联的局部坐标系。
对于第i个定位块ri=[xi,yi,zi]T,必须满足如下约束方程:Φi=n′TiAT(ri-r0)-n′Tir′i=0,
i=1,2,…,m,(3)式中:n′i为工件表面在r′i=[x′i,y′i,z′i]T点处的法向量,A为局部坐标系到整体坐标系的方向余弦矩阵。
对于有m个定位块的定位方案,总约束等式为Φ(q0)=[Φ1,Φ2,…,Φm]T,(4)式中,q0≡[rT0,ΠT0]≡[x0,y0,z0,e1,e2,e3]T表示工件六自由度参数。
如果将约束方程的雅克比行列式表示为J≡Φq0≡[J1,…,Ji,…,Jm]T, (5)式中,Ji=Φix0Φiy0 Φiz0 Φie1 Φie2 Φie3,(6)对于三维工件:Ji=[-nix,-niy-niz,2(nizyi-niyzi),2(nixzi-nizxi),2(niyxi-nixyi)]。(7)根据CAI等[13]提出的三维工件的稳健性夹具设计方法,夹具定位偏差与工件偏差之间的关系可表示为δq0=-J-1ΦRδR,(8)式中:ΦR为定位点约束向量;δR为定位偏差。
夹具定位布局的优化目标之一应当确保夹具定位偏差对最终工件偏差的影响度最小,用函数可表示为H(X)=‖J-1(X)‖,(9)式中:‖J-1(X)‖为雅克比逆矩阵的欧几里得范数;X表示夹具定位方案。
2.2夹具定位方案稳定性数学模型
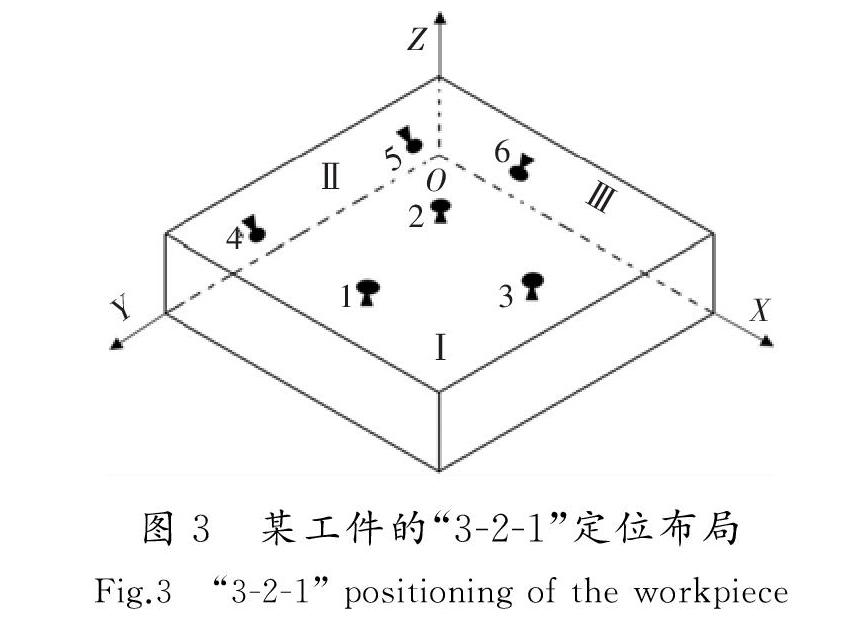
夹具定位方案稳定性是指工件在夹具上夹持时能够抵抗外界干扰,保持其原有设计精度的能力。通常,三维工件在夹具上被完全夹持住,需要约束其6个自由度,对于同一个三维工件而言,约束其6个自由度的夹具定位方案有N种,每一种定位方案所对应的稳定性可能不尽相同,为此,XIONG等[20]给出了稳定性参数的计算方法:图3某工件的“3-2-1”定位布局
Fig.3“3-2-1” positioning of the workpiece
W=det(JJT),(10)式中,如果矩阵J可逆,则W=|J|。
姜昂等[21]在此基础上对夹具定位方案的稳定性进行了定量分析,推导了在确定性定位下的夹具定位方案的稳定性评价的表达式,某工件的定位布局如图3所示。
显然,第1基准面上定位点1,2,3围成的三角形面积S123越大和第2基准面上两定位点之间的Y向距离L45越远,则被夹持工件的稳定性越好。
由于薄板件的柔性变形主要存在于主平面法线方向,基于此将定位过程分解成2个相互独立的部分,即“N”定位与“2-1”定位。“2-1”定位是由2定位销及薄板上的定位孔(槽)共同构成的定位组合,由于薄板的“2-1”定位不会引起薄板的变形,因此槽孔位置可被预先设定,这里给定y4,z4,y5,z5,x6,z6的坐标值分别为290,0,10,0,290,0,因此薄板件的雅克比逆矩阵J-1可表示为J-1=0-10-2y102x10-10-2y202x20-10-2y302x3-10005800-100020000-10-5800-1,(13)该逆矩阵的欧几里得范数值越小,代表定位偏差对最终的工件偏差的影响度越小。通过联立式(12)与式(13)可得夹具定位布局多目标优化方程,约束条件为x1,x2,x3,y1,y2,y3∈(0,300)。
3NSGA-Ⅱ算法在薄板定位布局中的应用
为提高薄板定位布局设计质量,笔者以夹具定位偏差对最终工件偏差的影响度最小和夹具定位布局稳定性最高为优化目标,以前3个定位点的坐标参数为约束条件建立多目标优化方程。由于优化目标之间存在着矛盾关系,很难获取最优解。NSGA-Ⅱ算法在NSGA算法的基础上改进,提高了算法的收敛性、鲁棒性和计算效率,在求最优解方面具有很强的优势,也是目前公认求解多目标问题有效的优化算法之一[22]。
3.1NSGA-Ⅱ算法简介
NSGA-Ⅱ算法在多目标优化领域应用非常广泛,相比第一代非支配排序遗传算法NSGA而言,主要有以下3个方面的改进:1)提出了快速非支配排序的概念,降低了第一代非支配排序的时间复杂度;2)添加精英机制,使得父代种群与子代种群共同竞争生成新种群,保证已获得的最优解不丢失,提高了算法收敛性;3)采用拥挤度度量算子,克服NSGA中人为指定共享参数的缺点。
3.2NSGA-Ⅱ算法优化前3个定位点
直接调用Matlab优化工具箱中提供的NSGA-Ⅱ算法,具体参数设置如下:种群规模为100,交叉概率为0.8,变异概率为0.1,最大迭代数为200,最优个体系数0.5,适应度偏差为1×e-100。优化目标为式(12)取最大值和式(13)取最小值,约束条件为x1,x2,x3,y1,y2,y3∈(0,300),优化流程如图4所示。执行程序得到Pareto前沿分布,如图5所示。由于Gamultiobj函数中默认求解函数为最小值,而多目标优化方程中的稳定性评价参数取最大值,因此在编辑目标函数时取其倒数1/W。
互不占优的Pareto解集一共包含50个解,由于篇幅所限,表1只列出了4组Pareto解。选取第1组Pareto解,作为前3个定位点,前3个定位点的坐标分别为(16.6,95.2,0)、(23.3,295.7,0)、(269.8,5.3,0),根据式(1)可得:nx1=1.7,ny1=4.8,nx2=1.9,ny2=12.8,nx3=11.8,ny3=1.2,为了便于后续分析操作,对薄板节点号取整,即前3个定位点的节点号分别为54,158,12。
4薄板定位布局预测模型
在进行薄板定位布局设计时,由于难以获得薄板件变形量与定位点之间的解析模型,因此在分析评价薄板变形时需要频繁调用有限元分析软件,造成大量的计算问题。为了解决此问题,首先基于RBF神经网络建立了薄板在不同定位布局(N=4)下的预测模型,然后将训练好的RBF神经网络预测结果作为个体适应度值,通过粒子群算法寻找全局最优值及对应输入值。
4.1RBF神经网络结构
神经网络是一种三层前馈型的神经网络,包括输入层、隐含层和输出层,结构如图6所示。其中,x=(x1,x2,…,xn)T∈Rn为输入向量;隐含层的激活函数采用高斯函数,高斯函数是通过对输入与函数中心点的距离来计算权重的,使得径向基函数对输入信号产生局部响应,实现输入层到隐含层的非线性映射;y=(y1,y2,…,yn)T為输出向量。RBF神经网络对非线性连续函数具有最佳逼近性,具有学习效率高、自适应及泛化能力强等优点,因此在非线性预测中应用颇多[23]。
4.2RBF神经网络的构建
当薄板的定位布局给定时,相应薄板的变形量可以通过有限元仿真工具计算得到。笔者以薄板第4个定位点的坐标作为RBF神经网络输入,薄板的变形量为神经网络输出。随机选取30组输入输出数据作为神经网络的训练样本,8组数据为神经网络测试样本,如表2和表3所示。
内置的神经网络工具箱是在基于人工神经网络理论基础上,采用Matlab程序语言,对工具箱函数调用,能够简便、快捷地建立径向基神经网络预测模型,调用格式为
net=newrb(Inputn_train,Outputn_train,goal,
spread,MN,DF),
其中,Inputn_train为输入向量,Outputn_train为输出向量,goal为训练精度,spread为径向基扩展速度,MN为神经元的最大数目,DF为两次显示之间所添加的神经元数目。
设置训练精度为1×10-5,经反复试验,最终确定当MN值为15时,神经网络预测精度为96.5%。为了深入分析RBF神经网络的优越性,笔者建立了BP神经网络并与RBF神经网络预测效果进行比较,训练精度与RBF神经网络相同,隐藏层神经元个数为5个,预测精度为90.4%,其对比曲线如图7所示。
4.3算法寻优对比分析
由于神经网络预测精度的好坏能够直接影响到寻优结果,因此选择预测精度较高的RBF神经网络,将其预测结果作为个体适应度值,分别应用遗传算法和粒子群算法寻优。为保证对比结果的公平性,算法迭代次数均为图8遗传算法和粒子群算法迭代曲线
Fig.8Iterative curve of GA and PSO100次,种群大小均为10。其余参数设置如下:遗传算法的交叉概率为0.5,变异概率为0.02,粒子群算法的学习因子参数均为2,惯性权重参数为0.8,寻优过程中算法迭代曲线及寻优结果分别如图8和表4所示。
寻优方法第4个定位点坐标近似最优解/mm遗传算法(223,228)0.658 2粒子群算法(225,229)0.657 2
由图8和表4可以得出,在相同种群数量及进化次数的前提下,粒子群算法收敛速度更快,在求近似最优解时,粒子群算法求解精度高于遗传算法,因此粒子群算法更适合应用在神经网络中求最优解。
5实例验证
座椅安装横梁(以下简称横梁)为典型的薄板类零件,如图9所示,材料属性与前述薄板一致。横梁定位布局的准确与否直接影响到后期的座椅匹配及相关系列试验的成败,此外横梁也是下车身装配偏差最容易积累的位置,因此研究该零件定位布局非常重要。
该横梁采用的是“4-2-1”定位布局,“2-1”定位采用的销孔与销槽定位。销孔定位限制零件沿x,y方向的平动,沿x,y方向坐标分别为(546.4,1 437,95.22,1,0,0)和(546.4,1 437,95.22,0,1,0);销槽定位限制零件绕Z方向的转动,坐标为(230.4,1 437,95.22,0,1,0)。由于该零件结构较为复杂且主副定位孔均在平面上,因此选择该平面作为横梁的投影方向,得到近似优化区域,如图10所示。根据所提出的车身薄板定位布局设计方法,首先应用NSGA-Ⅱ算法优化主平面3个定位点,然后应用RBF神经网络及粒子群算法确定第4个定位点。
由于销孔、销槽与横梁顶点坐标已知,根据NSGA-Ⅱ算法流程,设置初始种群大小为100,最大进化次数200,交叉概率为0.8,变异概率为0.1,最优个体系数为0.5,执行程序,得到前3个定位点的Pareto前沿,如图11所示。从Pareto解集选取一组解,作为横梁的前3个定位点,坐标分别为(679.2,1 316.1,58.4),(642.5,1 542.8,58.4),(174.5,1 362.3,95.2)。
在优化第4个定位点时,首先选取横梁38个排列有序的节点作为样本方案,如图12所示;然后在横梁四边界中点沿-Z方向施加力,F=100 N,根据式(2)得到横梁在不同定位布局下的节点位移,这样便构成了神经网络的输入,从38组样本数据中随机选取30组作为RBF神经网络的训练样本,剩下8组为测试样本,最后根据RBF神经网络建模流程建立横梁定位布局预测模型,预测效果如图13所示,预测精度为938%,能够较好地反映横梁变形与定位布局之间的非线性关系。
为确定第4个定位点的最优位置,将粒子群算法应用到训练好的RBF神经网络中寻优,寻优迭代曲线如图14所示。得到定位点坐标(238.9,1 523.2,58.5)及近似最优解0160 3 mm。优化后定位布局与原始定位布局的横梁变形对比如图15所示,图15 a)所示为原始定位布局下的横梁变形,图15 b)为优化后定位布局下的横梁变形,由图15可比较出不同定位布局下横梁变形的差别,优化后横梁最大变形仅为原始定位布局横梁最大变形的27%。
6结论
笔者基于NSGA-Ⅱ与RBF神经网络,研究了车身薄板定位布局方法,得到了以下结论。
1)在确定前3个定位点时,应用了多目标优化方法,保证了结果的可靠性。
2)由于NSGA-Ⅱ算法中初始种群具有随机性,因此可获得多组不同的薄板定位布局,便于在实际工程中推广应用。
3)在优化其他定位点时,通过建立预测模型的方法减少了有限元的分析次数,提高了夹具设计效率。
4)提出的薄板定位布局方法还有待改进之处,在优化薄板前3个定位点时,其假设薄板为刚体模型,未考虑薄板的装夹变形问题,与实际有限元计算结果相比有一定差距。如何在优化前3個定位点时考虑其装夹变形还需进一步研究。
参考文献/References:
[1]王仲奇,李诚,杨勃,等.基于花授粉算法的曲面薄壁件定位布局优化[J]. 中国机械工程,2017,28(18):2231-2236.
WANG Zhongqi, LI Cheng, YANG Bo, et al. Fixture locating layout optimization of curved thin-walled parts based on FDA[J]. China Mechanical Engineering, 2017, 28(18): 2231-2236.
[2]姚荣庆.薄壁零件的加工方法[J].液压与机床, 2007, 35(8): 250-253.
YAO Rongqing,. Research on processing technology of thin-wall parts[J].Machine Tools & Hydraulics, 2007,35(8): 250-253.
[3]CAI W, HU S J,YUAN J X. Deformable sheet metal fixturing: Principles, algorithms, and simulations [J]. Journal of Manufacturing Science and Engineering, 1996, 118(3): 318-324.
[4]石志云,刘渝,余时建.基于遗传算法的柔性薄板冲压件定位位置优化设计[J].机械科学与技术,2012,31(7):119-123.
SHI Zhiyun, LIU Yu, YU Shijian. The locators layout optimization for flexible sheet metal workpiece using the genetic algorithm[J]. Mechanical Science and Technology for Aerospace Engineering, 2012,31(7): 119-123.
[5]王仲奇,黃杰,康永刚,等.基于萤火虫算法的飞机弱刚性件装配定位策略优化[J].机械科学与技术,2016,35(4):626-629.
WANG Zhongqi,HUANG Jie, KANG Yonggang,et al. Locating strategy optimization of aircraft weakly rigid parts assembly based on firefly algorithm[J]. Mechanical Science and Technology for Aerospace Engineering, 2016, 35(4): 626-629.
[6]张恒,邢彦锋.基于改进粒子群算法的薄板件定位策略优化[J].河北科技大学学报,2015,36(3):300-305.
ZHANG Heng, XING Yanfeng. Optimization of sheet components locating scheme based on improved partical swarm optimization[J]. Journal of Hebei University of Science and Technology, 2015,36(3): 300-305.
[7]ABEDINI V,SHAKERI M,SIAHMARGOUEI M H,et al. Analysis of the influence of machining fixture layout on the workpieces dimensional accuracy using genetic algorithm[J].Proc ImechE,Part B: J Engineering Manufacture 2014, 228(11):1409-1418.
[8]YANG Bo,WANG Zhongqi, YANG Yuan, et al. Optimization of fixture locating layout for sheet metal part by cuckoo search algorithm combined with finite element analysis [J]. Advances in Mechanical Engineering, 2017, 9(6): 1-10.
[9]VASUNDARA M, PADMANABAN K P,SABAREESWARAN M,et al. Machining fixture layout design for milling operation using FEA, ANN and RSM [J]. Procedia Engineering, 2012, 38: 1693-1703.
[10]SELVAKUMAR S, ARULSHRIK P, PADMANABAN K P,et al. Design and optimization of machining fixture layout using ANN and DOE[J]. The International Journal of Advanced Manufacturing Technology, 2013, 65 (9/10/11/12): 1573-1586.
[11]秦国华,赵旭亮,吴竹溪. 基于神经网络与遗传算法的薄壁件多重装夹布局优化[J].机械工程学报,2015,51(1):203-212.
QIN Guohua, ZHAO Xuliang WU Zhuxi. Optimization of multi-fixturing layout for thin-walled workpiece based on neural network and Genetic algorithm[J]. Journal of Mechanical Engineering, 2015, 51(1): 203-212.
[12]杨元,王仲奇,杨勃,等.基于SVR的航空薄壁件夹具布局优化预测模型[J].计算机集成制造系统,2017,23(6):1302-1309.
YANG Yuan, WANG Zhongqi, YANG Bo, et al. Prediction model for aeronautical thin-walled part fixture layout optimization based on SVR [J]. Computer Intergrated Manufacturing Systems, 2017, 23(6): 1302-1309.
[13]YANG Bo,WANG Zhongqi, YANG Yuan, et al. Optimum fixture locating layout for sheet metal part by integrating Kriging with cuckoo search algorithm [J].The International Journal of Advanced Manufacturing Technology, 2017, 91(1/2/3/4): 327-340.
[14]YANG Yuan, WANG Zhongqi,YANG Bo,et al. Multiobjective optimization for fixture locating layout of sheet metal part using SVR and NSGA-Ⅱ[J]. Mathematical Problems in Engineering, 2017:7076143.
[15]WANG Zhongqi, YANG Bo, KANG Yonggang. Development of a prediction model based on RBF neural network for sheet metal fixture locating layout design and optimization[J].Computational Intelligence & Neuroscience, 2016:7620438.
[16]WANG Zhongqi, KANG Yonggang, YANG Bo. Optimal sheet metal fixture locating layout by combining radial basis function neural network and bat algorithm[J]. Advances in Mechanical Engineering, 2016, 8(12): 1-10.
[17]邢彥锋,王岩松.应用Two-Stage方法的薄板零件定位策略优化设计[J].计算机辅助设计与图形学学报,2012,24(5):677-682.
XING Yanfeng, WANG Yansong. Fixture locating scheme design based on Two-Stage method for sheet metal components[J]. Journal of Computer-Aided Design and Computer Graphics , 2012,24(5):677-682.
[18]LU Cong, ZHAO Hongwang. Fixture layout optimization for deformable sheet metal workpiece[J]. The International Journal of Advanced Manufacturing Technology, 2015, 78 (1/2/3/4): 84-98.
[19]李兵.汽车车身装焊夹具设计技术[M]. 北京:科学出版社,2014.
[20]XIONG Caihua, XIONG Youlun. Stablity index and contact configuration planning for multifingered grasp[J]. Journal of Robotic Systems,1998,15(4):183-190.
[21]姜昂,范清林,郑丞,等.夹具定位方案稳定性评价及定位点搜索算法[J].上海交通大学学报,2010,44(4):484-488.
JIANG Ang, FAN Qinglin , ZHENG Cheng, et al. Stability evaluation of fixture locating layout and research in locator-searching algorithm[J]. Journal of Shanghai Jiaotong University,2010,44(4):484-488.
[22]邓召学,郑玲,李以农,等.基于NSGA-Ⅱ算法的磁流变悬置磁路多目标优化[J]. 汽车工程,2015,37(5):554-559.
DENG Zhaoxue, ZHENG Ling, LI Yinong, et al. Multi-objective optimization for the magnetic circuit of magneto-rheological mount based on NSGA-Ⅱ algorithm[J]. Automotive Engineering, 2015,37(5): 554-559.
[23]DU K L,SWAMY M N S.Neural networks and statistical learning-radial basis function networks [M].London: Springer-Verlag Press,2014.第40卷第3期河北科技大学学报Vol.40,No.3
2019年6月Journal of Hebei University of Science and TechnologyJune 2019