AP1000汽轮机主汽阀拆装过程中螺栓长度测量和阀盖紧固问题及其解决方案
2019-07-16高光辉
高光辉
(中电华元核电工程技术有限公司烟台分公司,山东 烟台 265100)
山东海阳核电1#、2#号机组随着热试的顺利完成,下一步将进入试运行阶段。试运行前夕,分别进行了一次机组的小修工作。在各自的小修中,进行了主汽阀临时滤网了拆除。文章介绍了临时滤网拆除过程中遇到的阀盖螺栓紧固及阀盖螺栓长度测量问题及其解决方法。
1 AP1000汽轮机主汽阀介绍
某核电厂AP1000汽轮机主汽阀每台机组为四台,沿轴向卧式布置,通过螺栓支撑于其座架上。主汽阀由弹簧关闭、靠高压油推动油动机活塞开启。主汽阀是保护装置的执行元件,其脱扣关闭的时间<200 ms。
两个主汽阀和两个主调阀的阀体由一个整体铸件组成,形成一个阀组进汽室。共有两个阀组进汽室,分别位于汽机平台上高压缸两侧,都锚定在汽机底座上。主汽阀的阀盖用双头螺栓与其壳体连接,通过螺栓预应力(拧紧)产生的力和垫片保证阀盖和壳体端部结合面的密封。蒸汽流过MSV后进入进汽室,经主调阀流到高压缸的入口。
2 主汽阀拆装过程及发现的问题
主 汽 阀 阀 盖 螺 栓 材 质:10305MDA,42CrMo,35CrMo。尺寸:2¼*455 mm,单台阀门螺栓数量30套,内孔直径:φ16*400 mm,回装拉伸量要求在0.38~0.46 mm,螺栓张紧时内部应力值为310 N/mm2±10%。阀盖与阀体的密封垫采用金属石墨缠绕垫片。螺栓伸长量测量方法及专用工具安装图如图1所示。
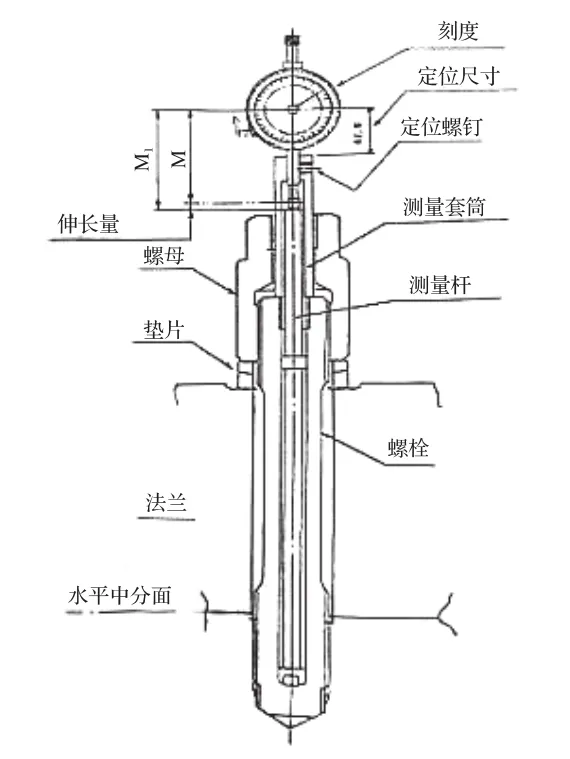
图1 主汽阀阀盖螺栓伸长量测量
2018年10月1日下午19点,该核电厂1#机组主汽阀解体检修工作获准开工。按照计划逐步将主汽阀解体,此项工作需要将主汽阀阀盖螺栓通过拉伸机拉伸、卸下螺帽、拆下螺杆放置于检修场地进行清理。最终,于10月10日将检修后的主气阀回装完成,历时9 d。
2018年12月17日0:50分,该核电厂2#机组主汽阀解体检修工作获准开工。与1#机组一样的工序,但是在吸取上次的经验之后,最终于12月22日完成了该项工作,耗时5 d。事后通过查看每天的工作日志得出总结,2#机组之所以工作完成时间缩短,最主要是在阀盖螺栓回装阶段节省了时间:1#号机阀盖螺栓回装用时46 h,在总结1#机组阀盖螺栓回装经验的基础上,2#机组阀盖螺栓回装仅耗时24 h。
在1#机组的工作中,阀盖螺栓回装阶段缓慢的原因有以下两点。
(1)阀盖螺栓回装至阀体,接下来需要用螺栓拉伸机进行紧固操作,按照检修文件的要求,分别按照30%标准力矩、70%标准力矩、100%标准力矩、100%标准力矩对称紧固的方法进行拉伸,共拉伸四轮将螺栓拉紧,每次一圈螺栓拉伸完毕后,进行螺栓长度的测量,四轮拉伸完毕后,螺栓长度达到预定长度,使阀盖与阀体之间的密封垫片达到预定紧力,从而达到密封的作用。一台拉伸机同时驱动两个拉伸器工作,两个拉伸器放置与对称位置。实际操作中,因密封垫片具有可压缩性,故每次拉伸器达到该轮次力矩后,刚拉好的其他螺栓紧力被释放,螺栓长度恢复至原来长度,如此,便使每个轮次后的螺栓长度测量变得没有意义,但是30条螺栓测量下来耗费了大量时间。
(2)1#机组主汽阀检修时,螺栓长度测量方法如图1所示,用随着汽轮机机发货的原装设计专用工具进行测量。实际使用过程中,有两方面不便。
第一方面是测量杆为单独装置,放置于螺栓孔内,测量百分表与测量杆顶端接触。实际使用中,螺栓为横向布置,被拉伸伸长后,测量杆在螺栓孔内运动情况不明,测量百分表不能准确显示螺栓的伸长情况。
第二方面是螺栓被拉伸后再放开,然后读取测量百分表上的读数,由于螺栓弹性及内部应力的微小差别,不能保证每次拉伸后螺栓伸长量是符合标准的,那么就要启动螺栓拉伸机重新再拉一次,直至调整螺栓拉伸量在合格范围内,这往往耗费3~4次的拉伸时间,所有螺栓耗费的时间累加,造成大量时间浪费。
3 解决办法
3.1 改进螺栓紧固方法
在2号机主汽阀解体检修工作中,在主汽阀阀盖螺栓紧固步骤,先选取对称8对螺栓(16条),用最终拉伸力的30%进行紧固,这个过程中不进行螺栓长度的测量以及阀盖间隙的测量,只在这16条螺栓紧固后测量一次阀盖间隙,此举是为了确认将阀盖均匀的压紧石墨垫片。首批16条螺栓拉伸完成后,对剩余的14条螺栓用最终拉伸力的100%进行对称紧固,此时测量阀盖间隙,间隙值已经达到拆前的阀盖间隙值,这个阶段仍不需要测量螺栓的拉伸量。最后,按照100%的最终拉伸力,对称的整圈螺栓全部再拉伸一遍,测量阀盖间隙,与拆前一致,测量得螺栓拉伸量在要求范围内(0.38~0.46 mm),结束阀盖螺栓的拉伸工作。机组启动且运行数月后,未出现漏气情况,事实证明,阀盖紧固情况非常好。
3.2 改进螺栓长度测量专用工具
鉴于原螺栓长度测量工具测量数据不准确、拆装麻烦,在进行2号机主汽阀临时滤网拆除工作前,工作组研究改进了螺栓长度测量专用工具。如图2所示,根据螺栓孔的底部形状和内径尺寸,机加工一个铜制圆头、带两个螺栓孔的部件。使用时,将其牢固地固定于深度游标卡尺端部,按照游标卡尺的使用方法,直接抵在螺栓孔底部读取数值。由于铜制部件外径与螺栓孔内径相契合且有长度,所以测量工具在螺栓孔内比较固定,不会随意摆动,提高了测量的准确性。实践证明,使用心得螺栓长度测量工具测量数据准确、快速。
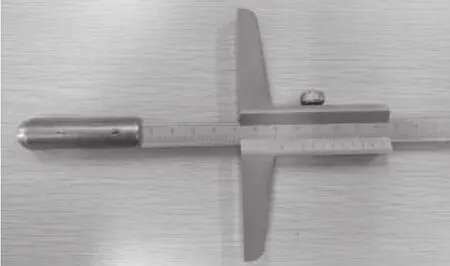
图2 铜制圆头部件及应用
4 结语
在该电厂1号机的主气阀临时滤网拆除工作中,由于是第一次执行AP1000汽轮机的该项工作,尚处于探索阶段,虽然遇到了一些困难,走了一些弯路,但是在工作负责人的带领下,工作经验丰富的工作组善于总结问题所在,积极探索解决办法,制定了合理的螺栓紧固措施、改进了螺栓伸长量测量工具。在该核电厂2号机同样的工作中,提高了工作效率、保证了测量数据的准确度、节省了工作人员相当大的体力,为以后拆装主汽阀螺栓、主调阀螺栓、高低压缸螺栓总结了经验,提供了方法。