发动机排气歧管开槽环节生产工艺优化研究
2019-06-10叶菁刘寒
叶菁 刘寒
摘 要:排气歧管开槽环节是加工工序中必不可少的环节,进气法兰面开槽能够消除铸造过程中产生的应力,减少热胀冷缩疲劳形变量,但是开槽也会造成排气歧管平面度与位置度的偏差,为了消除开槽对平面度与位置度的影响,对排气歧管的加工工艺进行优化,将排气歧管的开槽工艺放置在钻销固定孔后面,精铣进气法兰面前面,保证了排气歧管加工中平面度与位置度的要求。
关键词:排气歧管 开槽 生产工艺
中图分类号:U463 文献标识码:A 文章编号:1674-098X(2019)02(b)-0099-02
发动机排气歧管是一种铸造类零部件,壁厚比较薄,工作温度最高能达到925℃,最低温度能达到-10℃,并且在低温与高温往复交替中工作,同时因为排气歧管结构越来越复杂,各个部位的壁厚各不相同,导致热胀冷缩疲劳形变量差别较大,容易造成排气歧管出现断裂、密封不良的问题,为解决此问题,需要在排气歧管与缸体的工作面加工槽口,用以消除排氣歧管铸造过程中产生的应力,减少热胀冷缩疲劳形变量,另外,排气歧管进气法兰面的平面度以及固定孔的位置度精度要求严格,为防止开槽对排气歧管平面度与位置度的影响,需要对排气歧管的开槽环节生产工艺进行优化,减少其负面影响,提升排气歧管的产品品质。
1 开槽环节工艺难点解析
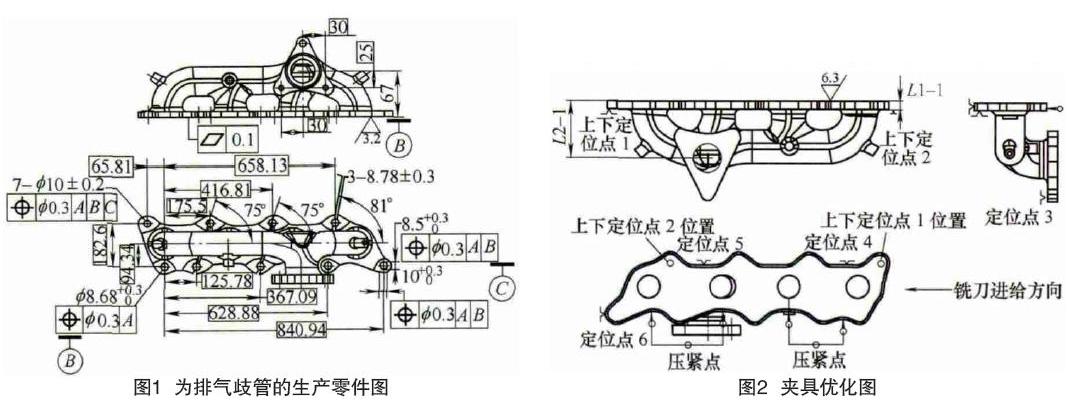
新型的排气歧管在传统排气歧管的基础上增加了开槽环节,开槽环节完成后会释放排气歧管在铸造中产生的应力,造成排气歧管结构的形变,影响排气歧管的加工精度,主要表现在表面位置度不达标影响与缸体的装配品质,平面度不达标影响与缸体的密封性,增加漏气的概率,都会直接关系到发动机工作性能,由此可以看出,合理设置排气歧管的加工工艺是十分重要的,可以有效保障排气歧管的产品品质。图1为排气歧管的生产零件图。
2 开槽后的问题及加工工艺优化
排气歧管的进气法兰面总共需要加工三个槽口,并且根据生产经验看出加工槽口会造成排气歧管的变形。为此,对加工排气歧管的专用夹具进行优化设计,重点是对夹具夹紧机制的设定。排气歧管的开槽工艺不能放在工序的最后,应当放置在钻进气面各孔后面,精铣进气面的前面,通过这样工艺的改变,不仅确保了工作面的平面度,同时又能够保证进气面孔的位置度符合设计规范要求。实际优化的加工工艺方案如下:
(1)夹具优化。
夹具优化主要是将夹紧力分散到排气歧管的两侧,加大受力面积,减少夹持过程中的形变量,对排气歧管6个自由度进行完全约束并适当添加辅助定位,保证加工的稳定性。图2为夹具优化图。
(2)粗加工进气法兰面。
该工序加工设备采用立式铣床,将排气歧管放置到夹具上,夹紧时缓慢加力,减少工件固定时的局部形变量。设定科学的铣削进给量,并提供充足的冷却液,降低铣削热应力的产生,保证铣削精度。
(3)加工进气法兰面孔。
该工序加工设备采用立式加工中心,将排气歧管固定到夹具上,定位结合粗加工后的进气法兰面与内流道定位点。
(4)开槽。
该工序加工设备采用卧式铣床,工件的固定方式采用一面两销定位,切削进给量的选择应当依据排气歧管的材质进行衡量,保证充足的切削液供给,增加刀具的耐用度,首先同步完成两个槽口的加工,将夹具转动6°进行最后一个槽口的加工。
(5)精铣工作面。
该工序加工设备采用立式加工中心,工件的固定方式保持与粗加工进气法兰面一致,保证进气法兰面各尺寸符合规定。
(6)后序工序。
未完成的加工工序依照常规的排气歧管加工方法进行即可,定位方式为一面两销,一面即进气法兰面,两销为基准孔。
3 结语
对传统的排气歧管加工工艺进行优化,排气歧管的开槽工艺应当放置在钻进气法兰面孔后面,精铣进气法兰面的前面,通过这样工艺的改变,不仅确保了进气法兰面的平面度,同时又能够保证基准孔的位置度符合设计规范要求,提升了排气歧管的加工品质,也为未来相同形式的零件加工提供了宝贵经验。
参考文献
[1] 张俊红,张玉声,王健,等.高温环境下汽油机排气歧管振动特性及疲劳寿命研究[J].振动与冲击,2017,36(13):33-40.
[2] 杨云龙,曹占义,崔雷,等.汽车发动机排气歧管用耐热铸造合金的研究与发展[J].汽车工艺与材料,2009(5):1-4.
[3] 李锦添.从发动机排气歧管加工看提高加工中心生产效率的途径[J].中国高新技术企业,2008(8):77-78.
[4] 程芳,谭伟.多种数据采集方式在汽车排气歧管逆向设计中的应用[J].机床与液压,2007(9):68-69,73.
[5] 张朝生.添加Mo型高耐热性和高加工性汽车排气歧管用不锈钢的开发[J].焊管,2003(3):57-60,62.
[6] 陈恒庆.汽车发动机排气歧管用Fe_2Nb Laves相强化不锈钢的开发研究[J].冶金信息工作,1998(2):27-29,60.
