电脑横机双系统编织优势及其存在问题
2019-04-24王新泉董瑞兰乔建成
王新泉,董瑞兰,丁 慧,乔建成
(内蒙古鹿王羊绒有限公司 技术中心,内蒙古 包头 014040)
目前针织毛衫系列产品大部分采用电脑横机编织,而生产中的电脑横机以双系统编织为主。加工生产企业的管理人员为了按时或提前交货、缩短生产周期、追求产量、提高生产效率、降低生产成本,常使用双系统编织。双系统编织虽然存在很大优势,但在生产中也存在很多问题。本文针对双系统编织的优势和生产存在的问题进行研究分析,并结合实际生产过程中的经验和数据,提出相应的解决方案,对企业生产管理和设备调试人员具有一定的参考价值。
1 双系统横机编织原理
机头前后山板上配置2套编织系统的电脑横机称为双系统电脑横机[1]。双系统电脑横机控制系统一般由运动控制系统、数据通信装置、智能监测装置和上位机软件等组成[2]。双系统电脑横机适合编织比较复杂的花型,可以实现双系统编织和双系统翻针,1个系统编织1个系统翻针,或者是2个系统同时编织,或者是2个系统同时翻针。本文的双系统编织是指2个系统同时编织,机头移动一次,2个系统各带1把导纱器(纱嘴或纱线)编织2行(1转)线圈,相当于单系统编织效率的2倍。
2 双系统编织的优势
2.1 生产效率高
提高生产效率是大多数生产管理人员选择双系统编织的主要原因。双系统编织在大货生产时,在节省时间、提高生产效率方面起到了不可忽视的重要作用[3]。从理论层面分析,单系统采用1把导纱器编织时,机头1个往返编织2行(1转),而双系统采用2把导纱器编织,机头1个往返编织4行(2转),在相同速度的条件下,双系统编织是单系统编织效率的2倍。从生产层面分析,分别使用单系统编织和双系统编织同一件素色平针针织产品,在机头移动速度相同的情况下,记录单系统编织和双系统编织的时间,结果如表1所示。其中:机头移动速度为:高速60 m/s、中速40 m/s、低速30 m/s;使用日本岛精SES122-S机型,机号12,26 Nm/2、100%羊绒纱线,产品拉密为11行/25.4 mm;双系统编织在拷针、半行减针、正反针的位置时,机头自动变为单系统编织,一个系统编织,另一个系统翻针,增加了机头空跑过程;忽略人为因素及其他不可预估因素。
由表1可以看出,在编织相同平针产品时,单系统编织所用时间为66.30 min,而双系统编织所用时间为39.84 min,双系统编织要比单系统编织节省26.46 min。按照每台电脑横机每天工作24 h计算,单系统编织产量约为22件,而双系统编织产量约为37件,双系统比单系统每天每台要多织15件。生产实践证明,双系统编织效率远高于单系统编织。
2.2 改善织物歪斜
纺纱工艺、原料比例、纱线捻向、捻度和股数以及纱线的未充满系数等因素直接影响产品的物理性能[4]。如果出现股纱捻度、捻系数大小不同的情况,采用双系统编织,利用捻度较大的股纱和捻度较小的股纱交替编织,可以缓解因纱线造成的扭曲纹路,有效改善织物的歪斜程度。
2.3 避免织物边缘破损
生产设备经过长时间、大批量生产,其织针、毛刷、压脚、导纱器、卷布拉力等均会受到磨损[5],功能减弱,以及针槽间的污物未能及时清理、上油,在加减针或拷针过程中,会造成织物边缘织针形成不了新线圈,破损、烂边的情况时有发生,这在织造生产过程中是普遍存在的一种现象。基于这种现象,如果一些配件无法及时更换、维修或清理,利用双系统编织,2把导纱器2根纱线相互交替编织,边缘的线圈相互缠绕交叉,拉伸性能增加,可以弥补成圈时受力不均。另外,在加针时,不考虑机头加针方向,可较大改善和避免织物边缘破损、烂边的概率。
2.4 规避因纱线粗细不匀造成衣坯薄厚裆
纱线质量主要取决于成纱的均匀度[6],纱线粗细不匀,毛粒增加等影响条干不匀,织物表面形成突起或凹陷,直接造成下机衣坯出现薄厚裆,严重影响产品质量、降等率增加。基于上述情况,利用双系统编织,2把导纱器分别带入粗细不匀的2根纱线成圈编织。粗细不匀的2根纱线在成圈过程中变为随机位置,线圈大小均匀,这样2根纱线相互弥补、相互制约,能够减小和缩短衣坯薄厚裆问题,使产品质量得到保障,产品降等率得到控制。
3 双系统编织存在问题及解决办法
3.1 存在问题
3.1.1纱线浪费严重
纱线浪费严重是双系统编织的主要问题之一。由于电脑横机设备本身不稳定、纱线原料、人为等多种因素,双系统编织要比单系统编织产生的废片多,有时会超出生产用纱的预测范围。下机衣片在半成品工序检查后确定无法修补时,需要在打纱机上进行拆片打纱,完成纱线再利用,在拆片打纱过程中,会造成相当大比例的纱线浪费,甚至有些纱线在经过打纱后,出现强力下降、物理性能降低、纱线接头多、带入异色纱或弹力丝等现象,如果未能及时发现,会造成无法再循环利用继续编织的情形,增加企业回丝、库存纱、小管纱数量。按照100%纯羊绒纱线核算,平针女衫款下机衣坯质量按照220 g/件(前片75 g、后片75 g,袖片35 g×2),按1元/g的价格计算,纱线价格为220元,如果衣片有疵点无法修补,需要拆片打纱,在拆片打纱过程中,按照最保守测算和估算,每片衣片要损失约3~5 g羊绒纱线,一件衣服经过拆片打纱后不够再织1件衣服,因此会损失10 g左右的纱线,即增加10元成本。另外,由于前期纱线浪费严重,在生产大货尾期时,有时会出现纱线数量不足,需要增加用纱量,影响产品交货时间,增加企业的生产成本。
3.1.2下机织物疵点增加
由于纺纱过程会使原纱产生如毛粒、粗结、扭结等瑕疵[7],再经过织造工艺,因纱线自身原因、织造设定条件不当、机械故障不稳定、人员操作疏忽等多种不可预知的因素,经过双系统编织,会产生下机织物破洞、掉套、蝴蝶针、半丝、半匹套等多种疵点。中途停机、落布过程,采用双系统编织时产生的疵点率要高于单系统编织,增加了下道工序半成品检验的修补量,返工率增加,工序间的正常快速流转受到制约,形成瓶颈,同时也影响织物美观,从而降低产品价值。
3.1.3打纱设备及人员配备增加
双系统编织产生的大量废片,需要拆片打纱,以使纱线循环再利用。由于双系统编织是2把导纱器同时喂入成圈,所以拆片打纱时,必须使用带有纱轮的专用打纱机才能完成。带有纱轮的打纱机如图1所示,a位置是打纱机纱轮,先将2根纱线绕到a位置的纱轮上,然后再绕到b位置的纱辊上,以便快速完成拆片。目前,有些企业的打纱机没有安装a位置纱轮,仅安装有b位置的纱辊,无法正常完成拆片打纱。如果采用双系统编织,辅助打纱机设备,必须有“纱轮”装置装配,否则,需人工进行拆片打纱,2人一组手工缠绕纱线,速度慢、接头多、效率低,严重影响拆片纱的及时使用和正常生产。
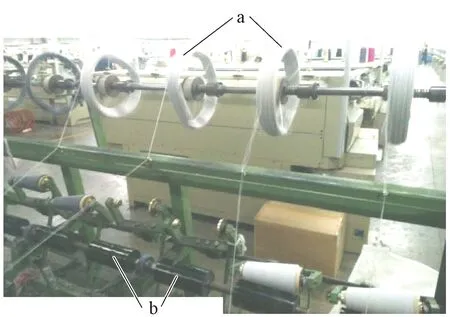
图1 带有纱轮的打纱机
3.1.4多变的设备调试数据
双系统编织单面织物时,会出现密度不均匀、织物不平整的现象(或称“车花”或“字码不匀”),这是因为电脑横机机头中的度目三角经过长期作用产生偏差所致[8]。单系统编织仅设定一个系统度目值即可,而双系统编织需2个系统度目值分别设定。双系统度目值设定如表2所示。根据密度不匀程度,分开调置[9],数值差异有时会较大,并且每台横机之间,即使采用同一度目值,织物下机的松紧密度也不尽相同,而且纱嘴越多,张力控制器的松紧程度越难调节,变量多,产生极大的不稳定性,需要质量人员随时查看,发现问题及时修正,尽量将每台横机度目值调节一致,以发挥横机最大效率和价值。
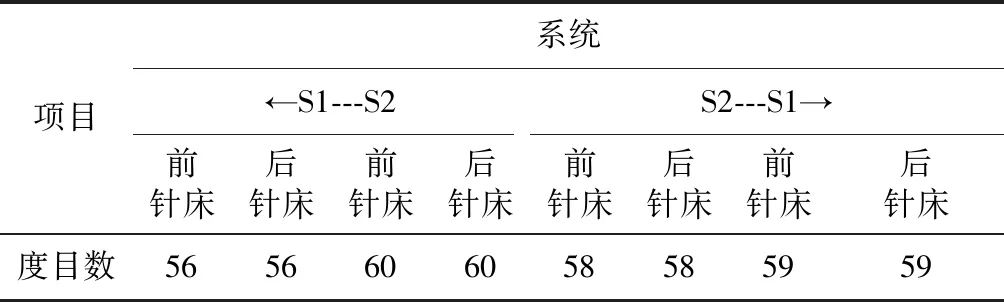
表2 双系统度目值设定
注:S1、S2分别表示系统1和系统2,箭头代表机头行进方向
3.1.5对导纱器数量及卷速的要求
普通开领分片单系统编织需要2把导纱器,而双系统编织需要4把导纱器。双系统编织时,对导纱器数量需求是单系统编织的2倍。如编织暗放补眼产品(或称“勾耳仔”“挑半目”),常规需要乌斯座宽度在4.2~4.6 cm之间才能正常编织,而每台电脑横机的这种导纱器标准配置数量是1把[10],如果采用双系统编织,只能将另外一台电脑横机的导纱器安装到双系统编织的机台上,才能使用双系统编织,造成另外一台电脑横机无法编织其他类型产品,大货不能全部开台,造成生产效率下降,这也是企业生产管理人员考虑的一个重点。另外,双系统编织时,对卷速拉力的要求也较高,由于电脑横机经过长期生产,起底板及主副罗拉拉力装置长时间作用,难免使某段起底板复合针损坏或罗拉皮辊严重磨损,电脑横机起底板装置有复合针损坏现象,双系统编织柳条组织织物时,集圈吊目在织针上会呈现双线圈或多线圈状态[11],卷速及拉力未能及时均匀作用,新线圈第一时间未被有效拉下[12],就会造成织物疵点率增加。
3.1.6织物组织的限制
双系统编织对电脑组织有一定的限制,不是所有织物组织都适合双系统编织。适合双系统编织的组织有:素色平针组织、2~3色彩条组织、罗纹抽条类组织、柳条组织、波纹类组织;不适合双系统编织的组织有:正反针组织、网眼挑孔组织、移圈组织[13-14]、绞花组织、添纱组织、毛圈组织、提花组织及电脑变化复合组织等[15-16]。基于电脑组织中有翻针和移针动作,双系统编织时,会将双系统编织分解出来,1个系统带导纱器编织,另1个系统用于翻针,机头空跑回再带另1个导纱器编织,达不到双系统编织的效率,与带1把导纱器的单系统编织效率是相同的。
3.2 解决办法
3.2.1设备状况
管理人员要清楚和了解每台电脑横机自身设备的车况,车况好坏对是否适合设计双系统编织起着决定性因素。机修维护人员要将每台设备的各部位零配件调节到最佳状态,以便编织时设备能够发挥最大效率。
3.2.2纱线质量及数量
纱线质量是决定使用双系统编织的一个主要因素。当纱线粗细出现不匀时,使用双系统编织,可以较大改善下机织物薄厚档的现象。在生产之前,管理人员需要对纱线数量进行总体核算,如果纱线用量计算准确,剩余较少时,建议尽量不使用双系统编织。双系统编织会造成较大的纱线消耗损失,应防止生产后期出现纱线余量不足,从而影响产品交期的情况。
3.2.3设备调试数据
使用双系统编织时,需要对导纱器装置、卷布拉力、密度、毛刷、挑纱张力、测纱等机器数据进行适当调节,尽量减少下机疵点的产生,提高下机织物的质量,最大化提高生产效率。
3.2.4人员配备
双系统编织会增加织物疵点,相应的下机织物修补量增加,因此需要相应增加人员进行织物修补。另外,双系统编织会产生大量废片,根据打纱设备增加相应的打纱人员,也是生产管理人员需要注重考虑的一个重要问题,以便快速、高效完成拆片打纱。
3.2.5其他方面
电脑组织和款式设计是选择双系统编织的条件之一,款式和组织太复杂不适合进行双系统编织。
4 结束语
纺织产业是一个劳动密集型产业,人员减少和人员流动、成本增加、行业间竞争等因素,随时都会影响和制约企业的发展。创新、提高生产效率,降低生产成本,生产高质量、高标准的产品,是企业生存的主要目标。因此,企业生产管理人员需要权衡双系统编织的优势及其存在问题,化解和减小二者的矛盾,结合实际生产,考虑成本核算,最终决定该批大货产品是否利用双系统编织,合理安排生产。