光电编码器在工业数控加工中的应用探析
2019-03-30牟淑贤石启军
牟淑贤 石启军

摘要:光电编码器可应用在伺服驱动、机器人的关节臂检测、包装机械、印刷机械中的流水线检测。本文主要介绍了光电编码器的工作原理、类型、结构和技术参数及选型,重点对自动化生产线中定位、位移测量等技术分析,对光电编码器未来的发展趋势作了阐述与展望。
关键词:光电编码器;自动化生产线;工件定位;位移测量
中图分类号:TN762 文献标识码:A 文章编号:1007-9416(2019)12-0006-03
0 引言
随着科学技术的突飞猛进的发展,工业生产数控加工及自动生产线中,把计算机技术、传感器技术、通讯技术等相互结合,提高了产品加工的能力、加工精度和效率,编码器在这其中起到了至关重要的作用,编码器也逐渐发展成为成熟的性能优良的工业化产品,其价格大幅度下降,实现信息化、柔性化、方便现场安装等。编码器广泛地被应用于各种工控场合,工业控制中的定位、测速等,如自动化生产线、数控机床加工定位、汽车速度检测、位移等[1]。
1 光电编码器
光电编码器,是光机电集成的数字型测量装置,它的主要检测部件是高精度光栅,利用光电信号转换,将机械轴的几何位移信息转换成相应的数字信号或脉冲量。基于此可以测量角速度、角位移、和角加速度等物理量,所测量后的转换信号结合计算机,进行数字信号的控制与测量,它具备精度高、测量范围广、使用可靠、易于维护等优点[2]。
1.1 增量式光电编码器
增量式编码器(SPC),是将位移转换成周期性的电信号后将其转变成计数脉冲,位移的大小就是脉冲个数。通过计数设备来记录编码器旋转时输出的脉冲个数来确定其位置,如编码器不动或停电时,计数器会存储记录的位置信息量。增量式码盘如图1所示。
增量式编码器通道的分类:
(1)单通道:内部有一对光电耦合器,只产生一个脉冲序列A,只能测旋转速度,不能测方向。
(2)双通道:它有两对光电耦合器,能输出两个相位差δ=90°的脉冲序列。在检测光栅上刻有A、B 两组与码盘相对应的透光缝隙,起通光和挡光作用。检测光栅和码盘节距(周期)相等,且两组透光缝隙互相错开1/4 节距,使光电检测器件输出相位差90°的信号。当测量转轴转速时,码盘跟转轴同步旋转,光栅不动,光线透过码盘和光栅通光缝隙后照到光电检测器件上,光电检测器件就会输出两组相位差90°且近似正弦波的电信号,经过处理后就会获取被测轴的速度和转角信息。正转和反转的两路脉冲AB相位滞后和超前相反。
(3)三通道:内部双通道基础上,在脉冲码盘的另外一个通道有1个透光段,每转1圈,输出1个脉冲,该脉冲为Z相零位脉冲,用做系统清零信号或坐标原点、指示机械零位置,以减少测量误差积累,利用这个信号进行测量装置或运动控制系统归零或复位。三通道编码器可测速度、旋转方向及定位,在测速度时不用Z相,测长度时用Z定位点。
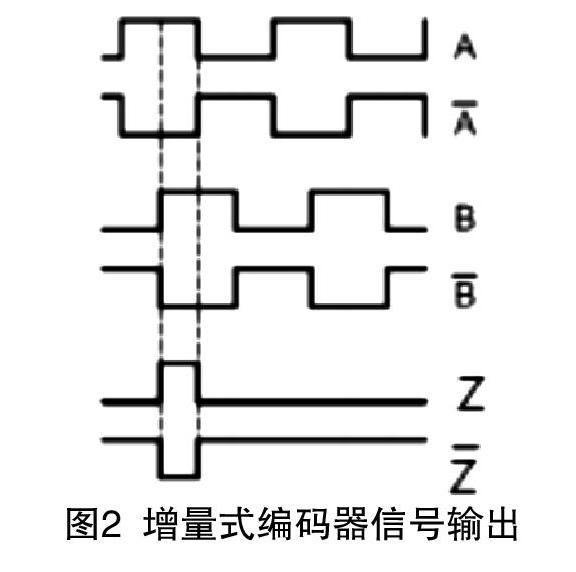
(4)六通道:增量信号可达到10000脉冲/圈,ABZ通道+反相通道,即在三通道基础上将每一通道信号增加一个反向输出,反向信号是为了消除干扰及补偿损耗,以便长距离传输。各个通道输出信号输出信号如图2所示。
1.2 绝对式光电编码器
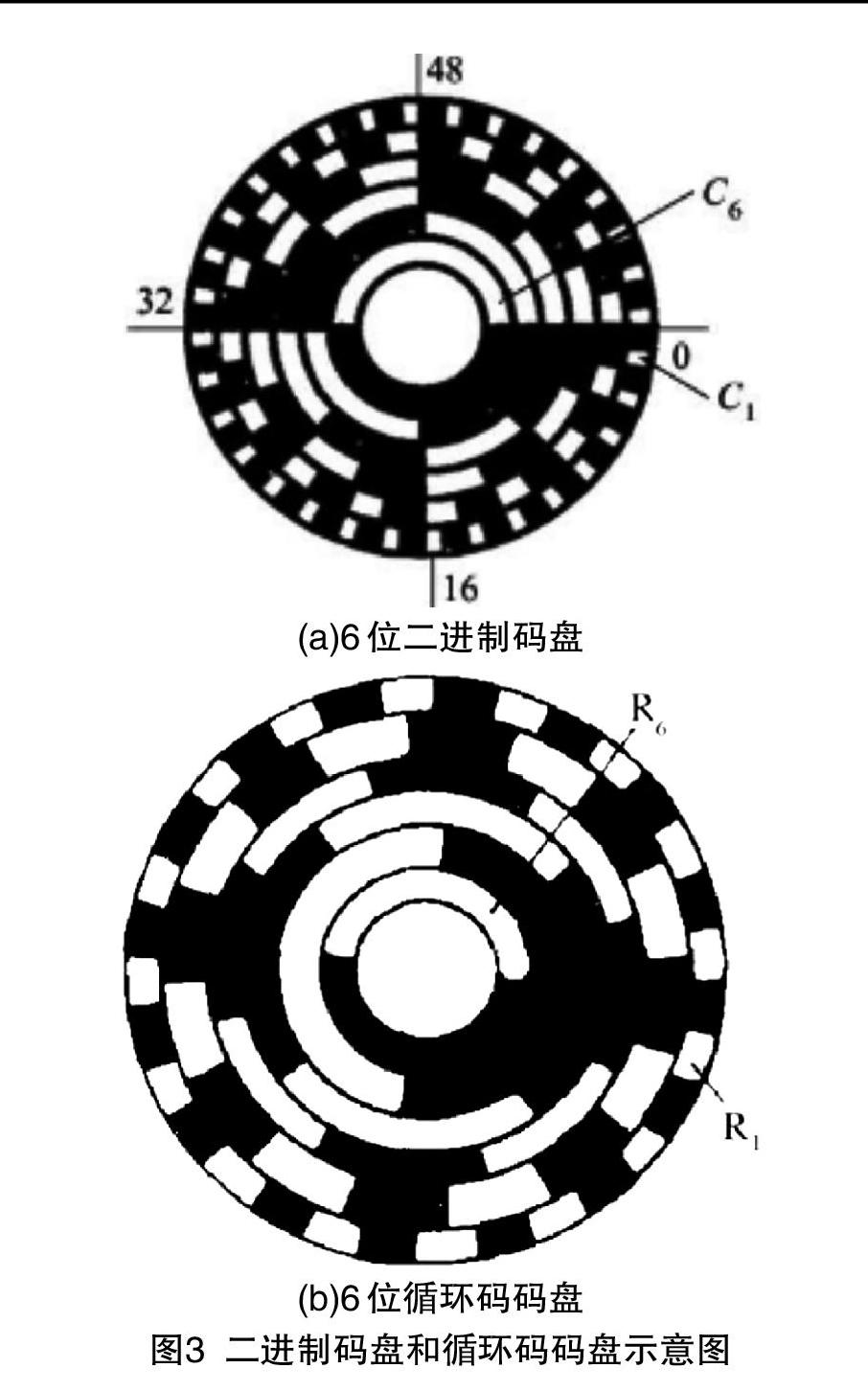
绝对式编码器(APC)是直接输出数字信号(二进制组合)的传感器。它是用光信号扫描与传动轴相联的编码盘来获取被测对象的准确位置数据,再把检测数据转换成脉冲电信号输出测量的位移量。编码盘有二进制和循环码(格雷码)盘两种形式,在光学玻璃盘上光刻n条同心环码道,每个码道都刻划出黑白相间的不透光与透光的扇形区,光扫描到亮区输出数值1,扫描到暗区输出数值0。光狭缝扫描码盘从里到外产生的黑白相间的组合可以同1和0来表示,每一组01组合都表示不同的位置,用0和1信号组合表示码盘轴的角位移大小,码盘如图3所示。一个n位二进制码盘,编码容量2n,最小分辨力θ=360°/2n,最外圈角节距为2θ。n位循环码码盘具有2n种不同编码,第i码道相当于二进制码码盘第i+1码道向零位方向转过θ1角,它的最外圈R1的码道角节距为4θ1[3]。其特点是:(1)编码器每转一周,每一个角度有独立的0和1组合的n位编码,代表编码器绝对的输出位置。(2)采用机械式连接与传动,编码器在断电后位置不会动,通电获取准确的当前位置数据。(3)检测到二进制代码,不会产生检测误差[4]。
1.3 混合式编码器
混合式编码器是把绝对式编码和增量式编码做在一个码盘上,码盘最外圈是高密度增量式明暗相间的条纹,中间是绝对值编码器的二进制格雷码道,是用光信号扫描编码盘,旋转角度是通过检测、记录光信号的通断数目来计算的,它输出绝对和相对旋转角度编码。输出一组检测磁极位置绝对信息,另一组则同增量式编码器输出信息相同。它有绝对编码器旋转角度编码的唯一性与增量编码器的应用灵活性。
单盘编码器:全部碼道在一个圆盘上,结构简单使用方便。位数增多则分辨力也要求高,盘尺寸大并制造困难,编码如10位= 210=1024位置。 多盘编码器则采用几个码盘通过机械传动装置连成一起的码盘组,它是在单盘基础上利用钟表齿轮机械传动实现的。中心码盘旋转时,通过齿轮(多组齿轮)传动另一组码盘(多组码盘),在单圈编码上再增加圈数的编码,扩大编码测量范围,可大大提高分辨率,也可用来测转速。单圈与多圈分辨率与编码数目,如:13*12位=25位=213*212=8192位置/转*4096转。
1.4 增量式编码器与绝对编码器的比较
分辨率和精度均相同的增量编码器和绝对编码器,前者便宜且码盘尺寸也小。增量式编码器是脉冲输出式,一般用来测试速度与方向、及位置信息,也可用角度测量,其构造简单容易操作,寿命长,抗干扰能力强,分辨率高,精度高,可靠性高,适于远距离传输。不能直接获得转轴的绝对位置信息,只适用于测转速。
在工控中,在掉电或电源出现故障时位置信息不能存贮会丢失,故在每次操作前或开机时要先找参考点和找零位,这样操作麻烦,在工控中操作时要马上定位,要用绝对编码器[5]。
2 光電编码器在工业自动化中的应用
2.1 角度测量中的应用
绝对式编码器应用在数控加工中的工件定位和刀具选择。工位编码中,编码器每一转角位置均有一个固定的编码输出,若转盘与编码器同轴相连,在转盘上多个工位上都安装的待加工工件都有一个相对应的编码,每一工位安装的被加工工件均有一个编码相对应,转盘工位编码原理如图4(a)所示。转盘上每一工位转到加工点时,该工位对应的编码由编码器输出给控制系统。设工位1刚已完成加工,要使处于2位上的工件转到加工点等待加工,计算机就控制电动机,使带轮带动转盘顺时针旋转,4位绝对式编码器输出的编码不断变化。当输出从0000变为0110时,表示转盘已将工位6转到图中的加工点,电动机停转并急刹车,也可在即将到达设定的二进制编码时,预先断电,再刹车。
刀库、刀架及旋转工作台控制:刀库旋转时,可用伺服电动机控制的编码器检测刀具位置信号进行选刀具;也可用异步电动机控制光电编码器,来检测刀位信号完成换刀。数控机床中液压或电动的回转刀架,如有多个刀位,则用编码器检测刀位信号并进行编码校验,以确保换刀准确无误。旋转工作台同刀库工作一样,需用编码器检测速度、位移,实现自动控制,如图4(b)所示。
2.2 位移测量中的应用
测量长度中是利用光电编码器的滚轮周长来测量物体间距离或物体长度,如计米器的使用。再如在介质检测中,直齿条、转动链条的链轮、同步带轮来进行直线位移信息的采集 ,通过轮齿和带齿的有效啮合来传递负载的运动位移。如图5左图所示,t为丝杠转动一整圈,工作台的位移,通过测量滚珠丝杠的角位移θ,间接获得工作台的直线位移x,构成位置半闭环伺服系统,如图5右侧图所示,在齿条和齿轮啮合后,在轴的旋转中,根据齿轮旋转的角度来计算齿条直线位移。
2.3 光电编码器在伺服电机运动的参数的测量
由于增量式角编码器的输出信号是脉冲形式,故可以通过测量脉冲频率或周期的方法来测量转速。根据脉冲计数来测量转速的方法有以下三种:
(1)定时计数法(M法测速,测频法):在规定时间内测量所产生的脉冲个数来获得被测速度。用于高频高转速测量时,编码器每转产生N个脉冲,对被测信号计数,在T时间段内有m1脉冲产生,则转速为n=60m1/NT。如图6所示,四位编码器,N=16,m1是在一段时间内所能计脉冲数,在2.5秒内计数脉冲为16,则在一分钟内的转速计算为:。计数器计数过程中,多计或少计一个脉冲所引起的误差决定了测量精度,可得△n=±60/T,增大T可提高测量精度[6]。
(2)定数计时法(T法测速,测周期法):测量相邻两个脉冲的时间来测量速度。定时计数器对一定的时基信号t0进行计数,得N,被测信号控制定时计数器的开关,则:转动周期: 。内部计数器计数过程中,多计或少计一个时基脉冲所引起的误差决定了测量精度,时基越小,周期测量精度越高;测得数N越大,转速测量精度越高。此法适于低频测量。(N大,多计一个少计一个引起的误差不大)。
(3)同步计数计时法(M/T法测速):同时测量检测时间和在此时间内脉冲发生器发出的脉冲个数来测量速度。基于测频法原理,内部定时T(N0×t0),对被测信号进行计数。当定时器与被测脉冲同步计数时,将定时做延时调整T+△T,以等待被测脉冲计数完整得N,与此同时,取时间基准计数脉冲计数值Nc,则实际频率: ,其中N为被测信号计数值,Nc为实际定时计数值,t0为时基,ΔT′ 3 编码器的发展与展望 在数控加工中,光电编码器应用广泛,是测量速度、角度、位移等参数的重要部件,光电编码器性能直接影响了工业加工技术的水平,目前光电编码器广泛应用在航天、国防、科研、纺织、FA、医疗设备、电梯、机车数控机床、伺服系统等行业的相关机电设备中,光学编码器的发展对于高科技产品的生产与检测在某种程度上起到关键性的作用,相信在未来它将继续提升其应用领域和技术水平。 参考文献 [1] 赵映川.编码器原理与应用分析[J].无线互联科技,2018,15(22):67-69+78. [2] 王化祥,张淑英.传感器原理及应用[M].天津:天津出版社,2014. [3] 徐科军.传感器与检测技术(第4版)[M].北京:电子工业出版社,2016. [4] 钟丹阳.光电编码器的分类与应用研究[J].科技资讯,2016,14(36):34+36. [5] 赵波,宋明.绝对式光电编码器关键技术研究[J].科技传播,2015,7(19):156-157. [6] 姜义.光电编码器的原理与应用[J].传感器世界,2010,16(02):16-19+22. [7] 田林红,季祥.光电编码器在数控设备中应用与维修[J].传感器世界,2015,21(05):27-31. The Application of Photoelectric Encoder in Industrial NC Machining MOU Shu-xian1,SHI Qi-jun2 (1.Suzhou Industrial Park Institute of Vocational Technology,Suzhou Jiangsu 215123; 2.Flextronics Electronic Technology (Suzhou) Co.,Ltd.,Suzhou Jiangsu 215021) Abstract:photoelectric encoder can be used in servo drive, robot joint arm detection, packaging machinery, printing machinery assembly line detection. This paper mainly introduces the working principle,type,structure and technical parameters of photoelectric encoder as well as the conditions to be considered in selection.Its future development trend are described and prospected. Key words:photoelectric encoder; automatic production line; workpiece positioning; displacement measurement
