HDPE卫浴排水弯管材质研究
2019-03-29连荣炳
连荣炳
(厦门威迪亚精密模具塑胶有限公司,福建 厦门 361028)
HDPE是一种结晶度高、应用范围很广泛的热塑性塑料, 目前大部分用于制作管材和管件制品,具有重量轻、耐化学腐蚀性好、低温抗冲击性好、 耐磨性好、管壁光滑、水流阻力小、安装多样且方便等优点。与PVC管、PP管比较,HDPE管具有耐冲击、不易脆化,在-40℃低温环境下,仍能保持韧性和挠曲性,是一种很有竞争力的管材品种,已成为目前第二大塑料管材品种。
HDPE耐环境应力开裂性能(ESCR)差,在一定程度上限制了其应用[1]。卫浴行业的入墙水箱系列产品均有用到HDPE排水弯管,如果HDPE弯管开裂,就会出现漏水,损坏墙体,给用户带来生活不变甚至财产损失。
HDPE本身对环境应力开裂的敏感性,与其性质和结构是相关的,如结晶颗粒大小、结晶缺陷、无定形区的微空穴,以及分子链支化度、分子量长短及其分布等因素均会有相关的。本文通过改变HDPE的结晶形态、晶格结构、分子链支化度和分子链缠绕等方法,改善HDPE弯管的抗应力开裂性能,使其性能和强度符合排水弯管的使用要求。
1 实验部分
1.1 主要原料
HDPE M80064 注塑级MI=8 g/10min,沙特基础化工有限公司;HDPE 5502 吹塑级MI=0.35 g/10min,韩国大林有限公司;成核剂 HPN210M,美林肯中国有限公司;LLDPE DFDA7042,福炼石化有限公司;EVA 7350M,台塑塑胶工业有限公司;POE 8003,DOW化学中国有限公司;PE蜡 CH-A,厦门健佳工贸有限公司;任基酚聚氧乙烯醚 TX-10,市售。
1.2 仪器与设备
双螺杆挤出机AK36,南京科亚化工成套装备有限公司;注塑机EC100S,日本东芝机械有限公司;电热鼓风干燥箱TSD-9,统益塑料机械制造有限公司;高速立式搅拌机SHR-50A,江苏格兰机械有限公司;微机控制电子万能试验机WDW-20C,上海华龙测试仪器有限公司;悬臂梁冲击试验机XJU-55,承德金建检测仪器有限公司;熔融指数测试仪器 XNR-400,承德金建检测仪器有限公司。
1.3 实验方法
工艺路线:配料→搅拌机混合均匀→挤出造粒→注塑制样→性能测试。
性能测试:抗应力开裂测试参考GB/T1842-2008进行,样条长宽厚为40cm×10cm×4cm,中心处取个小V字形缺口,样条表面涂上浓度为10%TX-10试剂,用特定治具在长度方向压缩5%后放入70℃烘箱,观察样条中间V字处断裂一半的时间,常用F50(h)表示;拉伸强度按GB/T1040-1992测试;冲击强度按GB1843/1A测试;熔融指数按GB/T3682-2000进行。
2 结果与讨论
2.1 成核剂对HDPE材料性能的影响
HDPE结晶速度较快,容易产生较大的球晶,外力施加时容易形成应力集中点而形成开裂中心[2]。添加成核剂可以改善HDPE的结晶形态,使结晶颗粒微细化,减少球晶颗粒尺寸,此外也可以提高材料的强度。
图1是成核剂HPN 210M对HDPE M80064抗开裂性能的影响。从图可知,成核剂能提高HDPE抗开裂时间,添加至0.2%,抗开裂时间从2h提高至6h,继续增加用量,提高幅度减缓,增加至0.4%,抗开裂时间才为8h。
表1是成核剂HPN 210M用量对HDPE M80064材料性能的影响,从表可以看出,添加成核剂,材料的拉伸强度和冲击强度均变大,且随着用量的增加,材料拉伸强度和冲击强度逐渐增大。这是因为成核剂提高HDPE的结晶度,使HDPE的刚性增大,同时成核剂也使球晶细化且完善程度提高,从而提高了材料的韧性[3]。成核剂添加至0.2%后,拉伸强度和冲击强度变化不明显,结合成本考虑,成核剂用量采用0.2%。
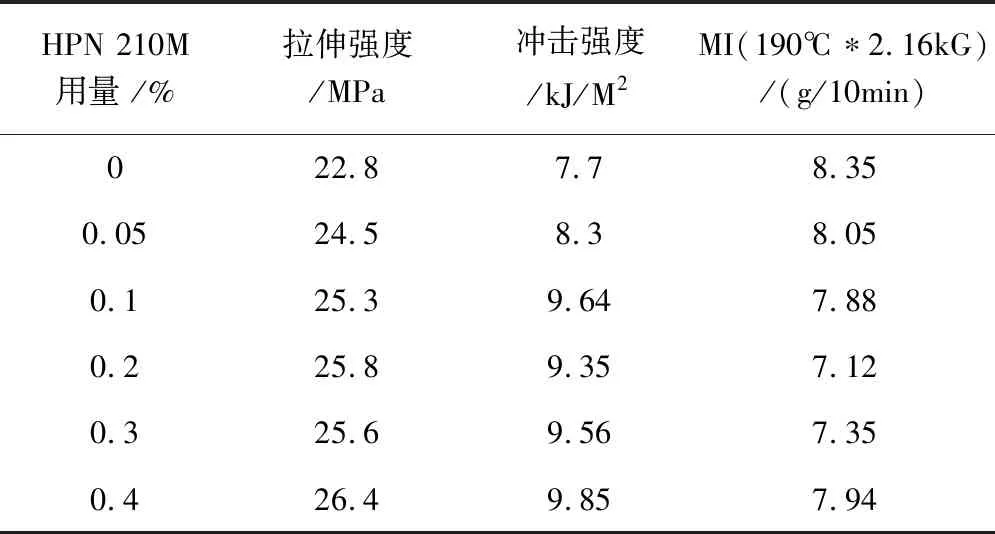
表1 成核剂HPN210M用量对HDPE M80064性能影响
2.2 LLDPE对HDPE材料性能的影响
与HDPE比较,LLDPE带有短且规整的支链,形成的球晶比较小,晶格也比较完善,所以LLDPE的抗应力开裂性会比HDPE好。图2是LLDPE 7042对HDPE M80064/成核剂 HPN 210M材料的抗开裂性能影响。
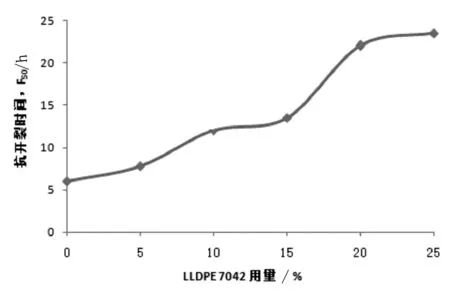
图2 LLDPE 7042用量对HDPE/成核剂抗开裂性能的影响
从图2可知,添加LLDPE 7042,材料的抗开裂性缓慢地从6h提高至25h左右,且在添加15%之后,抗开裂时间才有较明显提高。
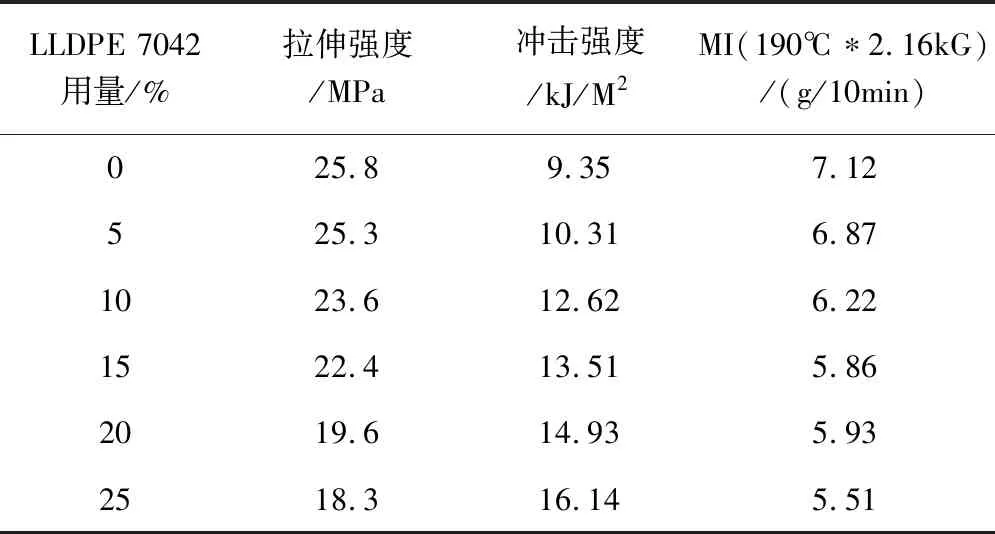
表2 LLDPE 7042用量对HDPE /成核剂性能影响
表2是LLDPE 7042用量对HDPE M80064/成核剂 HPN 210M材料的性能影响。从表可见,LLDPE 7042改善了HDPE材料的韧性,但降低了材料的强度,当添加量至15%之后,材料强度降低到20MPa以下,材料显的偏软,影响了HDPE材料在弯管上的使用。
2.3 吹塑级HDPE 5502对HDPE材料性能的影响
HDPE分子量越大,分子链运动困难,就会不易生产大的球晶和形成好的序态,抗开裂性能(ESCR)就会越好[4]。HDPE 5502是吹塑级的,分子量比注塑级HDPE M80064大,抗开裂时间相应地也比较大,实测数据为98h。图3是HDPE 5502对HDPE M80064/成核剂 HPN 210M材料的抗开裂性能影响。从图3可见,随着HDPE 5502添加量的增加,材料的抗开裂性是逐渐增加的。
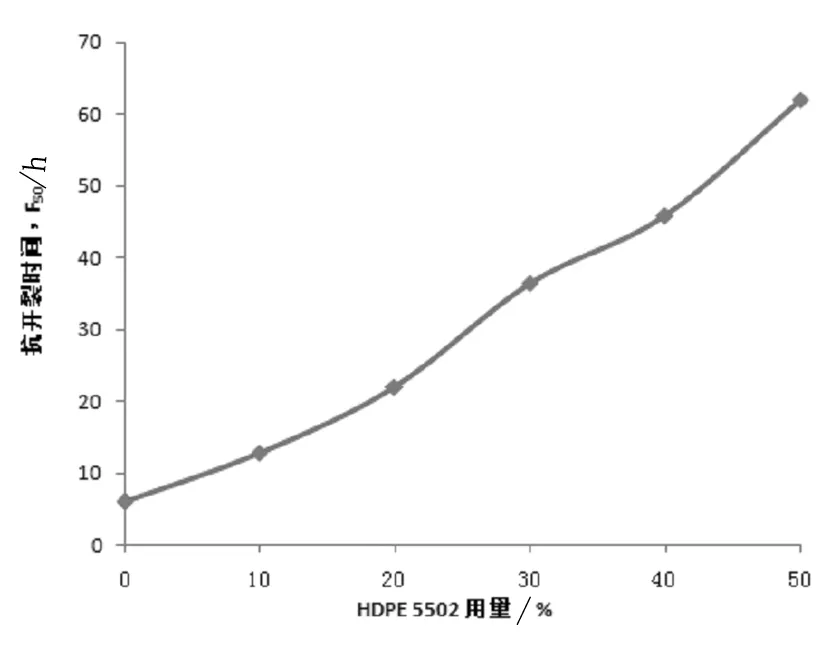
图3 HDPE 5502用量对HDPE/成核剂抗开裂性能的影响
表3是HDPE 5502对HDPE M80064/成核剂 HPN 210M材料的抗开裂性能影响,吹塑级HDPE 5502的添加,材料的拉伸基本不变,材料的韧性得到改善,但材料的成型变差了,当添加量到30%后,材料的流动性明显降低,在长度较大的排水弯管会有成型困难。因此HDPE 5502添加量采用30%。
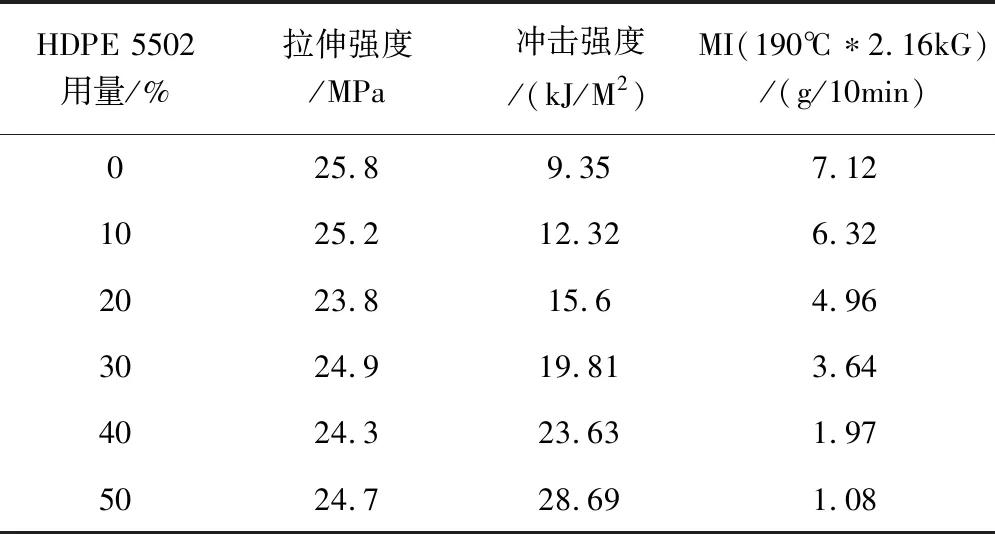
表3 HDPE 5502用量对HDPE /成核剂性能影响
2.4 弹性体对HDPE材料性能的影响
为提高PE 管ESCR 性能,可采用多种方法,其中以PE共混改性最为简便有效[4]。弹性体加入到HDPE中,以分散相存在于HDPE连续相中,起到了细化球晶、降低结晶度,阻止裂纹扩展的作用。
图4是POE 8003对HDPE M80064/HDPE 5502/成核剂HPN 210M材料抗开裂性能影响。从图可知,POE明显改善HDPE材料的抗开裂性,尤其是添加量至15%时,抗开裂时间达到700h左右。
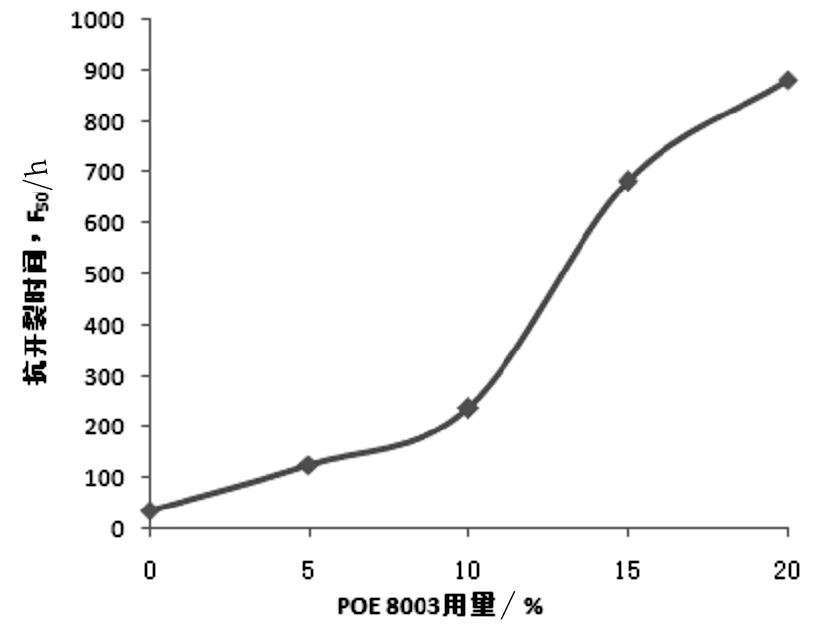
图4 POE 8003用量对HDPE M80064/HDPE5502/成核剂抗开裂性能的影响
表4是POE 8003对HDPE M80064/HDPE 5502/成核剂HPN 210M材料的抗开裂性能影响。从表4可以看出,POE提高了材料的冲击强度,降低了材料的拉伸强度,对MI影响不大。当POE用量大于15%,材料的拉伸强度低于20MPa,材料就显得偏软,影响了在排水弯管上的使用。
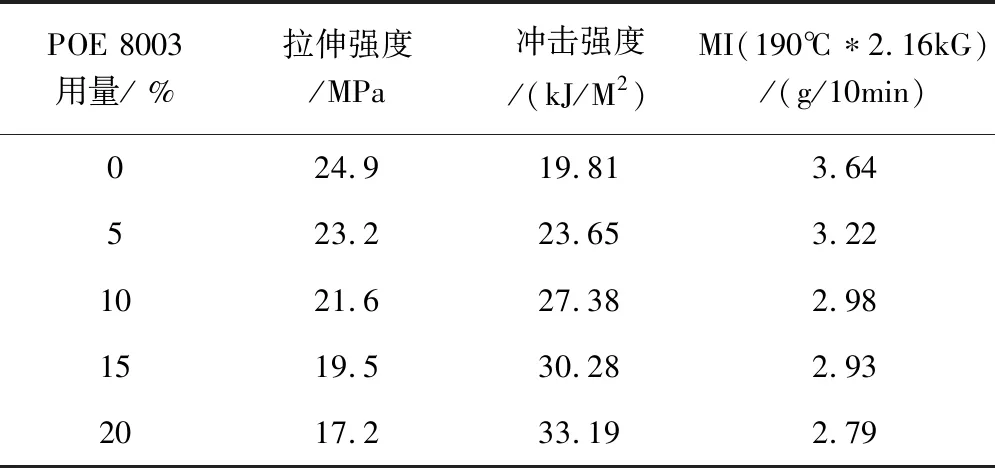
表4 POE 8003用量对HDPE M80064/5502/成核剂性能影响
研究表明[5],聚烯烃弹性体改善HDPE的抗开裂性能(ESCR)主要是由晶体结构和结晶度的变化,而EVA、CPE、SBS系列无规共聚弹性体不仅改变HDPE的晶态,降低了结晶度,更重要的是增加了晶区的连接,强化了无定形区域,促使分子链缠绕,从而能有效阻止裂纹的发生和发展,使ESCR性能得到明显改善。
图5是EVA 7350M对HDPE M80064/HDPE 5502/成核剂HPN 210M材料抗开裂性能影响。从图5可明显看到,EVA能明显改善HDPE材料的抗开裂性能,当用量添加至10%时,抗开裂时间达到了近900h,而后继续增大用量,抗开裂时间增加幅度出现减缓。EVA弹性体能明显改善HDPE的抗开裂性,这除了EVA能降低HDPE结晶度、微细化球晶颗粒,更重要的是能把材料中吹塑级HDPE 5502大分子上的支链发生缠绕,在受力时分子量不易解缠滑脱,从而大大阻止裂纹的出现和扩展。
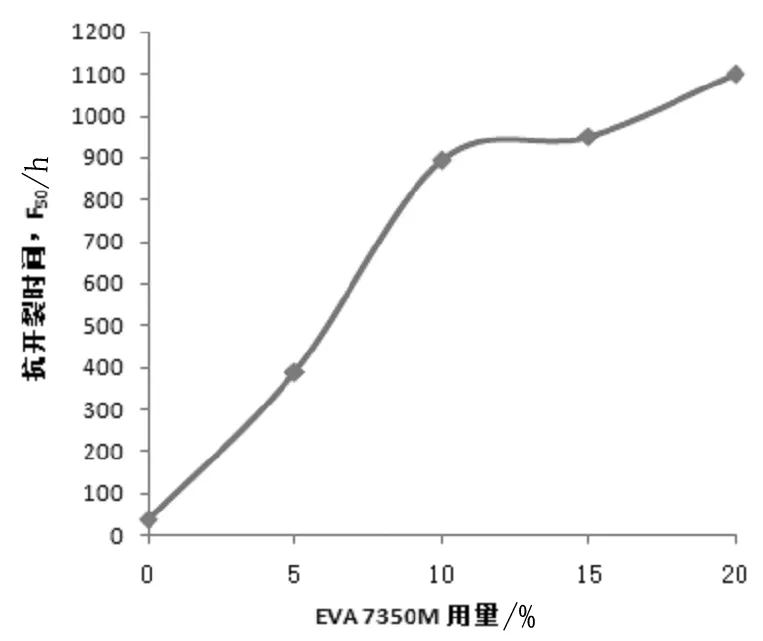
图5 EVA 7350M对HDPE M80064/HDPE 5502/成核剂HPN 210M材料抗开裂性能影响
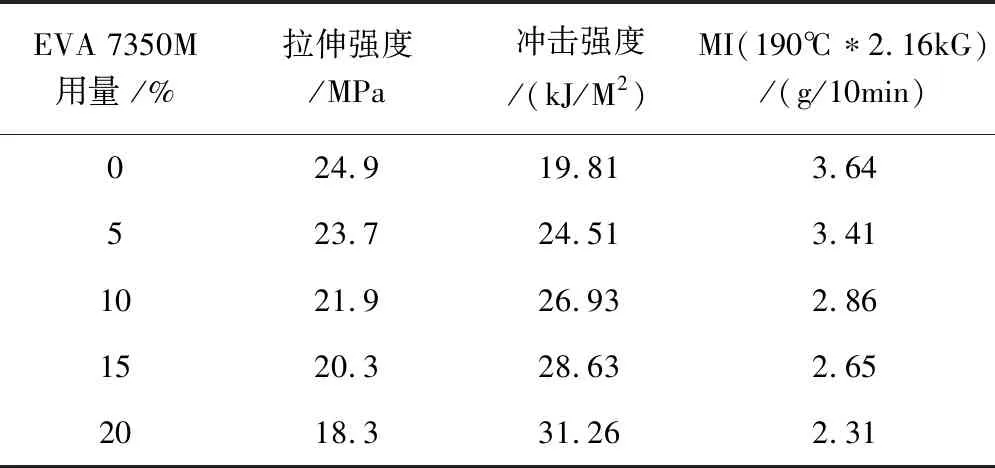
表5 EVA 7350M对HDPE M80064/HDPE 5502/成核剂HPN 210M材料性能影响
表5是EVA 7350M对HDPE M80064/HDPE 5502/成核剂HPN 210M材料性能影响。EVA的添加,会轻微降低材料的流动性,提高材料的韧性,降低了材料的刚性,当添加量为10%时,材料拉伸强度为21.9MPa,大于20MPa,材料强度仍能在HDPE排水弯管上使用。故EVA弹性体用量选择10%。
2.5 润滑剂对HDPE材料性能影响
经过多次配方调整和验证,HDPE排水弯管材质配方确定为HDPE M80064/成核剂HPN210M/HDPE5502/EVA7350M=59.8/0.2/30/10,其抗开裂性和材料性能能满足排水弯管要求,但在长度较大的排水弯管成型时,弯管产品在强脱部位会出现拉伤,其原因是EVA 7350M的VA含量是18%,高温状态下对模具会有点粘附,对此添加润滑PE蜡进行改善。PE蜡 CH-A添加量为2 phr,对材料性能的影响,具体如表6。

表6 PE蜡对HDPE M80064/HDPE 5502/成核剂HPN 210M/EVA7350M材料性能影响
说明:phr表示质量份,是以100质量份主料的添加量
从表6可知,PE蜡的添加,对材料的性能基本没影响,对材料的流动性有轻微改善,对材料抗开裂性略有提高,可能是因为PE蜡改善了材料各组分的分散性,尤其是加强HDPE 5502、EVA在体系里的均匀分散,因而增强材料的结晶完善度,以及分子链能充分缠绕。该组分配方解决了长弯管注塑成型的拉伤问题。
3 结论
(1)成核剂能提高HDPE材料拉伸强度和冲击强度,对材料抗开裂有所改善。
(2)LLDPE能改善材料的抗开裂性,但幅度不明显,材料的拉伸强度会降低。
(3)随着吹塑级HDPE用量的增加,材料的抗开裂性能逐渐改善,材料的拉伸强度基本不变,材料的韧性逐渐增强,但材料流动性会变差,其用量30%较为合适。
(4)弹性体能明显改善材料抗开裂性,POE用量15%,材料抗开裂时间达到700h左右,但材料的拉伸强度低于20MPa;弹性体EVA用量为10%时,材料抗开裂时间达到900h,材料的拉伸强度为21.9MPa,材料的韧也得到明显改善。
(5)PE蜡能减小材料成型时与模具的粘附,解决了弯管强脱部位的拉伤现象,对材料的性能影响不大,对材料流动性有轻微改善,对材料抗开裂性也会略有提高。
(6)当材料组分为HDPE M80064/成核剂HPN210M/HDPE5502/EVA7350M/PE蜡=59.8/0.2/30/10/2,材料的抗开裂时间达到950h,材料拉伸强度为21.6MPa,材料性能和成型性满足HDPE排水弯管的要求。