交叉剪切对人工关节应用中PEEK和CFR-PEEK磨损的影响
2019-03-18王俊元段晨曦杜文华
王俊元 段晨曦 杜文华 董 磊
(中北大学机械工程学院, 太原 030051)
引言
随着科学技术的快速发展,人工关节的市场需求量也不断增加,全关节置换逐渐成为治疗一系列关节疾病的有效手段。当前,人工关节配副材料多选用超高分子量聚乙烯(ultra high molecular weight polyethylene,UHMWPE)与金属或陶瓷的组合。而目前的研究发现,UHMWPE磨损产生的磨屑会出现聚集,并诱发机体细胞产生一系列不良反应,导致假体周围溶解,使固定良好的假体出现松动,这一现象会使得假体的使用寿命大大缩短。另外,UHMWPE材料的硬度偏低,抗蠕变性能较差,晚期磨损较为严重。为了提高人工关节的使用寿命,开发新一代的高耐磨损人工关节材料势在必行[1]。
目前,聚醚醚酮(polyetheretherketone,PEEK)和碳纤维增强聚醚醚酮(carbon fiber reinforced polyetheretherketone,CFR-PEEK)已经在脊柱笼和骨固定装置中有所应用[2]。PEEK是一种全芳香族半结晶性的热塑性特种工程塑料,与其他的特种工程塑料相比具有诸多显著的优势,如具有良好的热稳定性、化学稳定性、自润滑性以及很好的生物相容性等[3-4]。与UHMWPE类似,PEEK也属于半结晶体,这就意味着它具有结晶和非结晶区域。目前的研究表明,PEEK能够抗辐射损伤,因而相比其他材料更便于消毒。
国内外已经进行了许多依托于新型材料PEEK和CFR-PEEK的人工关节方面的研究。多年来,一直通过销盘模型进行材料的筛选和研究,在此过程中探索了诸如润滑剂、滑动距离、接触压力和交叉剪切比等不同参数对人工关节材料磨损的影响[4-8]。研究表明,在PEEK和CFR-PEEK与金属板或陶瓷板的销盘型磨损实验中,CFR-PEEK与UHMWPE相比具有同等或更优的磨损性能[9-10]。另外,有迹象表明,碳纤维的磨蚀性会导致聚乙烯材料磨损增加,因此UHMWPE不宜与CFR-PEEK作为关节配副材料[11]。
迄今为止,众多研究已表明,PEEK和CFR-PEEK在人工关节置换材料领域具有很好的发展潜力。但与此同时,仍需要更加深入地了解影响PEEK和CFR-PEKK磨损性能的因素,为今后PEEK和CFR-PEEK在人工关节置换领域更好的发展提供支持。交叉剪切的运动形式与人体关节的实际运动形式更为相近,因此,交叉剪切条件作为衡量人工关节材料磨损性能的重要参数条件,对于PEEK及CFR-PEEK材料在人工关节应用中磨损性能的评定具有重要的意义。本项研究的目的是为了研究PEEK和CFR-PEEK在一系列交叉剪切条件下与CoCrMo接触面的磨损性能,以探索PEEK和CFR-PEEK在全关节置换中的潜在应用。
1 方法
1.1 实验材料
PEEK(棒状)选取德国恩欣格公司生产的PEEK-1000,CFR-PEEK(棒状)选取美国杜邦公司生产的PEEK-CA30,CoCrMo(板状)选取医用级钴铬钼合金。
将PEEK与CFR-PEEK加工成接触面直径为8 mm、外径为12 mm、长度为28 mm的圆柱棒(见图1(a))。将CoCrMo加工成60 mm×52 mm×8 mm的薄板,同时对CoCrMo板进行抛光和研磨,直至其具有光滑的表面光洁度(Ra≤0.01 μm)。
1.2 磨损实验
实验采用美国Rtec仪器有限公司生产的多功能摩擦磨损试验机。该试验机属于销盘型摩擦磨损试验机(见图1(b)),在本实验中,上试样为PEEK、CFR-PEEK以及UHMWPE棒,下试样为CoCrMo板。
1.2.1前期准备
在实验开始之前,需要将各组实验材料在无菌水中浸泡至少250 h,以稳定其含水量。为了确定基准点,使用70%异丙醇/水溶液超声清洗试样10 min,然后干燥并称重。同时,用新生小牛血清配置润滑剂。将新生小牛血清用去离子水稀释至25 %,并辅以0.03%(体积/体积)叠氮化钠以延缓细菌的生长[12]。
1.2.2实验过程
通过使用销盘型磨损试验机进行多向磨损实验,操作试验机的频率为(1.0±0.1)Hz。每组实验均是由来回往复运动的CoCrMo板和绕其轴线转动的PEEK(或CFR-PEEK)所组成的(见图1(c))。在整个实验过程中,对销施加160 N的恒定压力载荷,使8 mm直径的销接触表面产生3.18 MPa的公称接触压力,满足人类关节接触压力的生理范围。交叉剪切对PEEK和CFR-PEEK磨损的影响,通过调整每次实验的行程长度和旋转条件来实现(见表1)。所研究的交叉剪切比条件的范围从0(单向运动)~0.254(多向运动)进行变化,符合全关节置换中发生在轴承界面处的条件。在各个实验条件下,不同材料都进行了3次以上的重复实验[13]。
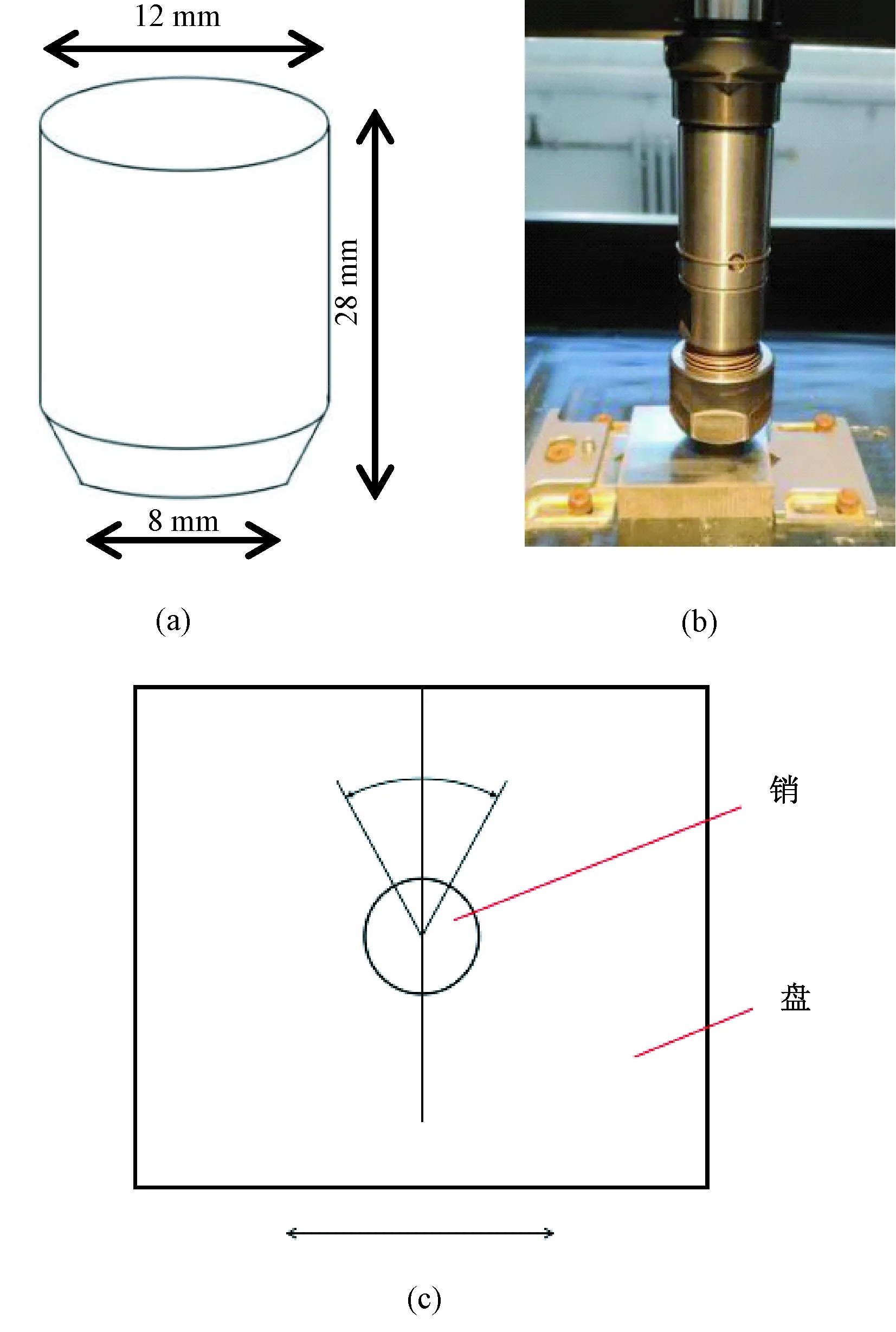
图1 实验试件及运动示意。(a)上试件销的尺寸;(b)销盘型磨损实验机;(c)实验运动示意Fig.1 The experimental specimen and the schematic diagram of movement. (a) Size of upper test pin; (b) The actual figure of pin-on-plate type wear test machine; (c) Sketch of experimental motion
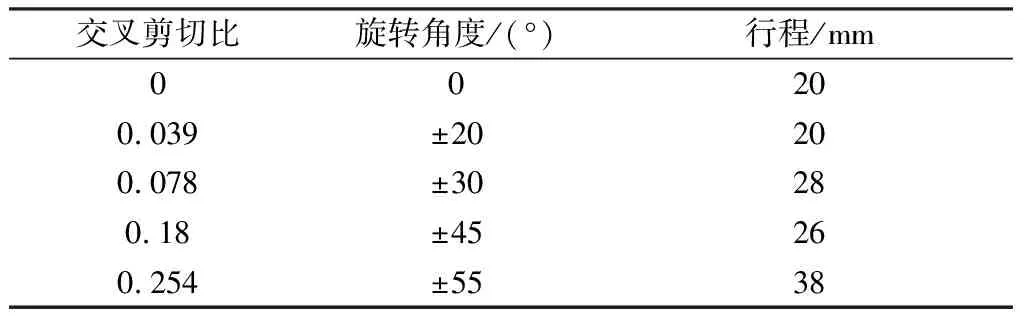
交叉剪切比旋转角度/(°)行程/mm00200.039±20200.078±30280.18±45260.254±5538
每次实验进行100万次循环(Mc),并以0.33 Mc的间隔通过重量分析来评估磨损。同时,在试验过程中,每天更换蒸发液,加入去离子水,每经过0.33 Mc的间隔完全更换一次润滑剂。在每次实验中,取每种条件下的两个未加载的对照试样浸泡在相同的润滑剂中,保持对照试样与实验试样存放于相同的温度和润滑条件下。在每个测量点,将实验试样从试验机上取下,并同对照试样一起,通过称重法进行磨损情况的研究。
在每次称重之前,对销轴进行清洗,然后在受控温度和湿度的环境中放置48 h,以稳定聚合物。之后将试样在(13.3±0.13)Pa的真空中进一步干燥至少30 min,并在从真空中取出的90 min内,将试样通过旋转一定的角度在天平上称重两次。如果每个样品的两个读数在0.1 mg内不相同,则继续旋转、读数,直到每个样品的至少两个读数在0.1 mg内相同。称重时,需要将试样存放在密封的无尘容器中[14]。样品的密度分别为:1.42 g/cm3的CFR-PEEK,1.32 g/cm3的PEEK,0.94 g/cm3的UHMWPE[15]。将重量转化为磨损体积,并计算磨损系数k,有
(1)
式中:k是磨损系数,mm3/Nm;V是体积磨损量,mm3;P是施加载荷,N,X是滑动距离,m[16]。
1.2.3实验后处理
在每次实验开始和结束后,需要将上下试样以及对照试样置于异丙醇中超声清洗10 min。然后,使用表面轮廓仪(Taylor Hobson,Leicester,UK)测量下试样的表面轮廓,并使用带宽为100∶1和取样截止波长为0.8 mm高斯滤波器,对试样的表面形貌进行测量。
2 结果
通过改变销盘型磨损机中的滑动距离和旋转角度,实现从单向运动(CS比率为0,20 mm/0°)到多向运动(CS比率为0.254,38 mm/±55°)的变化。在单向运动的研究中,PEEK与CFR-PEEK的磨损系数均为最低值;在多向运动的研究中,PEEK表现出与交叉剪切条件相关的磨损行为。PEEK在单向运动时,磨损系数最低为(1.63±1.08)×10-6mm3/N·m;而在交叉剪切比为0.254的多向运动中,磨损系数增加到最大值(8.02±2.03)×10-6mm3/N·m。但是,CFR-PEEK材料并没有表现出与交叉剪切条件有较大关联的磨损行为。在不同的交叉剪切条件下,CFR-PEEK的平均磨损系数并没有太大的差异。交叉剪切对于PEEK和CFK-PEEK磨损的影响如图2所示。
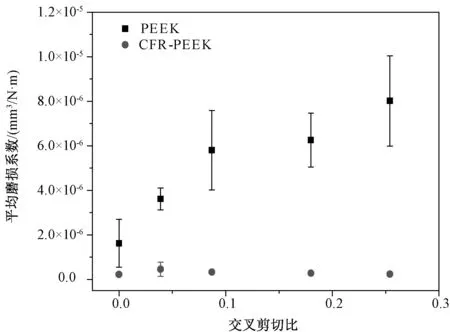
图2 交叉剪切对于PEEK和CFR-PEEK磨损的影响(均与CoCrMo合金组成摩擦副)Fig.2 Influence of cross shear on the wear of PEEK and CFR-PEEK (both with the CoCrMo alloy as a friction pair)
3 讨论
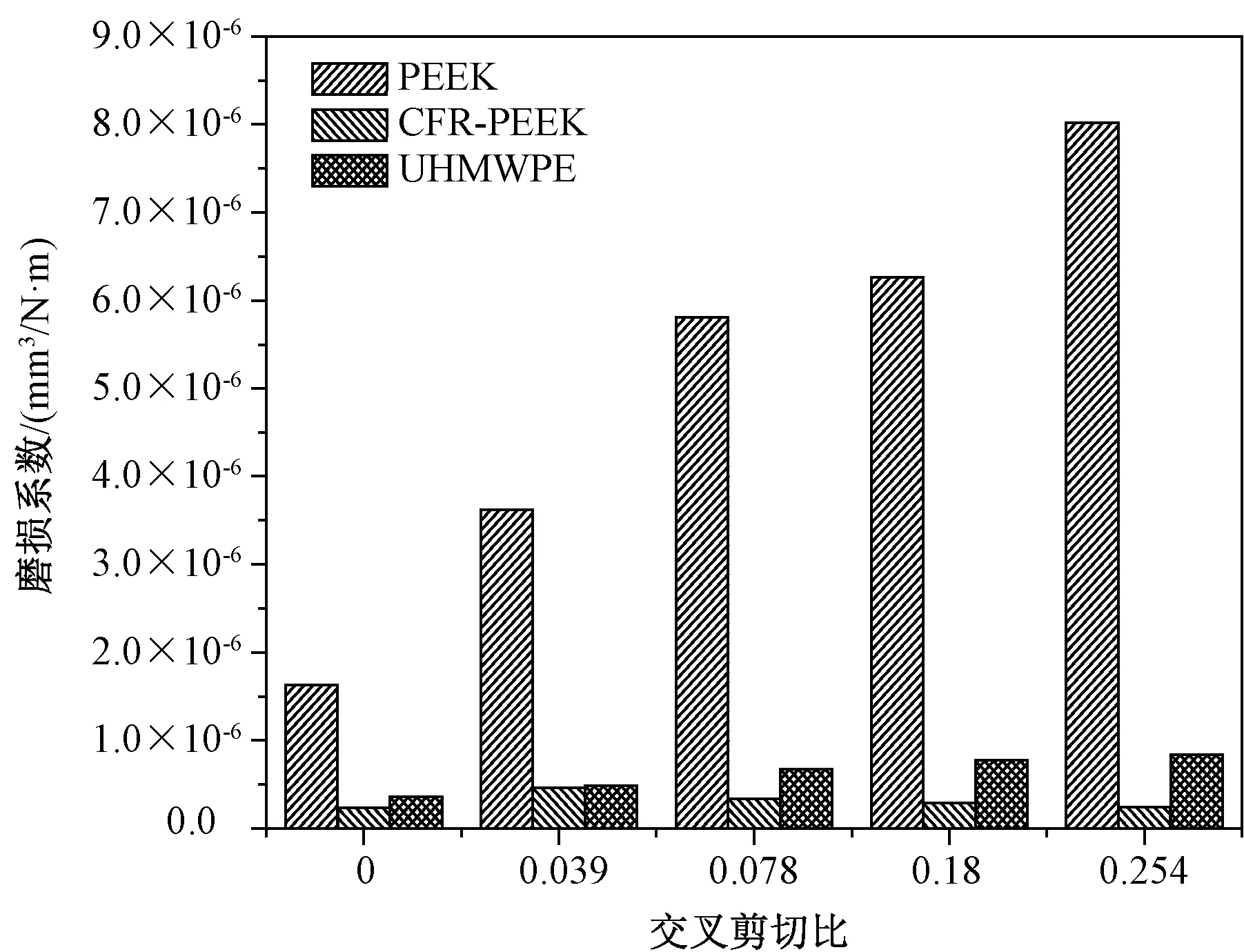
图3 交叉剪切对于PEEK,CFR-PEEK以及UHMWPE磨损系数影响的比较Fig.3 Comparison of the effects of cross shear on the wear coefficient of PEEK, CFR-PEEK and UHMWPE
对于新材料性能的探索,加速了人工关节的研究进程。通过位移和旋转的几种不同组合来创建不同的交叉剪切比条件,由此来探索交叉剪切条件对于PEEK以及CFR-PEEK磨损性能的影响。在与传统关节材料UHMWPE磨损性能的对比(见图3)中,PEEK与UHMWPE材料都表现出与交叉剪切条件相关的磨损行为,而改变交叉剪切条件对CFR-PEEK材料的磨损系数几乎没有影响[17]。从材料内部性能来看,未填充的PEEK材料可能在主要运动方向上经历分子取向(应变硬化),这在增加该方向上的磨损性能的同时,降低了垂直平面内的耐磨性,因此在较高交叉剪切的条件下磨损系数出现增加[18]。相反,CFR-PEEK材料中存在随机取向的碳纤维,防止了这种重新取向,因此该材料的磨损性能没有表现出与交叉剪切条件相关的依赖性。在更高强度的运动需求下,也就是更为不利的磨损条件下,这种独立性可能表现出有利的一面。这些研究表明,CFR-PEEK在人工关节的未来应用上具有很大的发展潜力,这也为新一代高寿命人工关节的研发带来了新希望。
4 结论
本研究讨论了在一系列交叉剪切条件下,PEEK和CFR-PEEK材料作为人工关节潜在材料的磨损性能。在与金属组成的摩擦副的磨损研究中,PEEK与CFR-PEEK及UHMWPE这两种材料相比,均表现出较高的磨损。因此,在当前的人工关节置换中,PEEK并不是UHMWPE理想的替代材料。而CFR-PEEK材料在实验中表现出优异的磨损性能,与PEEK和UHMWPE相比具有较大优势,且其磨损不受交叉剪切条件的影响。这就说明,CFR-PEEK材料在人工关节应用方面具有巨大的潜力。通过未来更深入全面的研究,CFR-PEEK有望成为UHMWPE材料良好的替代品。
