基于模内蒸制工艺的青砖茶品质与成型压力作用机理
2019-01-11滕靖龚自明涂修亮王胜鹏刘盼盼郑鹏程高士伟
滕靖 龚自明 涂修亮 王胜鹏 刘盼盼 郑鹏程 高士伟


摘要:以质量130 g精品青砖茶为例,采用不同成型压力制作样品。样品的外观感官分析结果显示当砖面承受压力大于6 MPa,茶砖外形较好,随着压力进一步加大,成型效果进一步优化。外观近红外光谱分析结果显示五种不同处理下成品砖外观区分显著;化学成分测定结果显示,随着成型压力增大,成品砖的总体水浸出物呈升高趋势,在18 MPa出现拐点,儿茶素含量与压力大小关系不显著。综合结果表明青砖茶较优成型压力为12 MPa。研究为青砖茶为成型模具设计和新产品开发提供理论依据。
关键词:青砖茶;成型压力;品质;模内蒸制
中图分类号:TB121 文献标识码:A
文章编号:0439-8114(2019)23-0112-04
DOI:10.14088/j.cnki.issn0439-8114.2019.23.024 开放科学(资源服务)标识码(OSID):
Mechanism of the quality and molding pressure of green brick tea based on in-mold steaming process
TENG Jing1,2,GONG Zi-ming1,TU Xiu-liang3,WANG Sheng-peng1,LIU Pan-pan1,ZHENG Peng-cheng1,GAO Shi-wei1
(1.Research Institute of Fruit Tree Tea,Hubei Academy of Agricultural Sciences,Wuhan 430064,China;
2.Hubei Key Laboratory of Digital Manufacturing,Wuhan University of Technology,Wuhan 430070,China;
3.Xianning Academy of Agricultural Sciences,Xianning 437000,Hubei,China)
Abstract: Taking 130 g green brick tea as an example, samples were made under different molding pressures. The appearance sensory analysis of the samples shows that when the pressure on the brick surface is greater than 6 MPa, the shape of the tea brick is better. With the further increase of the pressure, the forming effect is further optimized. Near infrared spectroscopy analysis shows that the appearance of finished bricks was significantly different under five different treatments. The results of chemical composition analysis shows that the total water extract of finished bricks increased with the increase of molding pressure, and the inflection point appeared at 18 MPa. The relationship between catechin content and pressure was not significant. The comprehensive results show that the optimal forming pressure of high quality brick tea is 12 MPa, which provides a theoretical basis for the mould design and new products development.
Key words: green brick tea; molding pressure; quality; mold steaming
青砖茶属黑茶类,是中国传统边销砖茶之一,压制是青砖茶周正外形形成的关键工序,传统的压制工艺主要由蒸制茶坯、液压压制、保压定型等工序组成[1-4]。在传统工艺中茶坯蒸制后含水率、液压机的压力、保压定型时间等主要参数均依赖于制茶工人的经验,难以确保砖茶外形品质的稳定性;同时缺乏相应的试验依据,砖茶压制工艺标准化推行困难。
模内蒸制工艺是基于精简化生产思路提出的一种砖茶生产工艺,将传统生产工艺中茶坯蒸制、压制成型工序完全集中在模具内完成。相较于传统的蒸茶炉方式,减少了蒸茶炉设备投入,蒸制效果均匀一致、产品转换方便,同时杜绝了二次污染。在前期模内蒸制设备的开发研究基础上,通过分析砖茶成型时受力情况,运用定框动模式成型模具[5],挑选3、6、12、18、24 MPa典型压力值制作青砖茶成品砖,通过成品砖外形和化学成分分析比对,旨在得出130 g精品青砖茶的较优成型压力[6],为高品质青砖茶的开发提供理论基础和技术支撑。
1 模內蒸制工艺设备
1.1 设备构成
设备由成型设备和烘制设备构成,成型设备包含蒸汽发生器、蒸制装置、成型模具、油压机,如图1所示,烘制设备为电热型油介质烘柜。
蒸汽发生器采用电加热方式,出口压力0.04 MPa,整机功率9 kW,接触茶坯前蒸汽温度加热至114 ℃,试验场地环境温度23 ℃,气压0.103 MPa。
蒸汽罩结构如图2所示,该蒸汽罩为采用Flunt仿真分析优化后的结果,在蒸汽与茶坯接触之间增加了环形弯道,能够有效减缓气体射入的速度并改变其射入的方向使其更加分散,这在蒸制茶坯时也得到了验证。
模具分为上模组件和下模组件两部分,分别与压力机活动横梁和下横梁固定安装。下模为导柱框架结构,中置有活动台板,活动台板装置有位移监测传感器,型号KTF200,检测精度0.05%。模具框尺寸为87 mm×116 mm,一次成型4片。模框温度控制在87 ℃,成型模板面温度控制,温控精度±2 ℃,模板与模具间隔热采用玻璃纤维板,厚度5 mm。其结构如图3所示。
油压机采用三梁四柱结构,公称力为1 200 kN,操作台面1 000 mm×800 mm。油压机含有2个执行油缸,主油缸和副油缸,缸直径分别为220 mm和120 mm,行程为600 mm和350 mm。油压机主缸运行模式分快进、工进、保压和回退。副缸运行模式分为伸出和缩回,其伸出速度可调。主缸配置有开关节点,负油缸无检测点。管路油压通过比例溢流阀控制,主油路设置有压力变送器,型号HQ800,测量范围0~30 MPa。
烘柜分为5层,承载总面积6.5 m2,热传递介质为320号导热油,采用脉冲式加热方式,测温传感器类型为PT100。烘柜温度控制精度0.5 ℃,循环风压30 Pa,最大风量0.6 m3/min,进出口口径50 mm,烘柜保温层厚80 mm,使用玻璃棉填充。
1.2 操控机制
压力控制:压力变送器结合比例溢流阀控制油路供油压力,阈值超调比例5%。当保压过程中主缸压力低于设定值10%时,启动油泵直至压力恢复至设定值。
时间控制:分为蒸制时间和保压时间,分别通过欧姆龙计时器和PLC内置计时器实现。保压过程中主油缸压力在15 s内减低10%以上的时间段不计入保压时间。
2 青砖茶压制受力分析
假设茶坯原料是均匀一致的,内部受压一致,茶砖自身重力忽略不计。砖茶与304不锈钢之间的摩擦系数取值0.68,采用简化分析方法得出茶砖压制成型时的受力简图如图4所示。
图4中,F1为茶砖上表面所受压力,F2为茶砖下表面所受压力,N为茶砖侧面(与模框相接触)所受压力,f为模框与茶砖之间摩擦力。
茶砖上表面所受压力来自油缸推力及其相连接的结构自身重力,G表示油缸活塞、上模和油压机活动横梁重力之和(重力加速度g=9.80 m/s2),P1、P2分别表示油压机主轴缸下行油路压力和背压压力,如图5所示,S0为活塞压力侧油腔截面积,S1为活塞背力侧油腔截面积,Px为砖茶上下面(与模板相接触)所受压力,S2为茶砖面积之和,S3为茶砖砖茶上下面面积,α为侧面压力修正系数。油压机活动横梁导套与立柱之间的摩擦力忽略不计[7]。
经受力分析,得到如下算式:
F1=G+P1S0-P2S1 (1)
F1=F2+f (2)
f=μNS2 (3)
F2=PxS3 (4)
N=αPx (5)
由(1)、(2)、(3)、(4)、(5)建立方程组,得出
Px=
該设备式中各参数具体值为G=7.43 kN,P2=2 MPa,S0=45 239 mm2,S1=7 226 mm2,S3=40 368 mm2。通过采用砖茶上模板及模框安装应变片方式,试验分析得α为0.28,同时对该值进行工程验证,其验证模具结构如图6所示[8]。
侧面尺寸及与之相对应的压力设置对照如表1所示。
3 试验处理
3.1 原料
试验材料为复制后的中茶108青砖茶原料,取自赤壁某厂自然渥堆发酵仓库,取样量300 kg。
3.2 处理
蒸制后茶坯含水率22%左右,砖面承受压力设置分为3、6、12、18、24 MPa,保压时间300 s,每个样品制作40片。
4 结果与分析
4.1 青砖茶外形分析
4.1.1 外形感官评判 感官评判采用打分方式,分值以成品砖烘干后为主,压制完成时评判为参考[9],结果见表2。压制完成时,3 MPa处理茶砖较为松散,当砖面承受压力大于6 MPa,茶砖外形较好,随着压力进一步加大,成型效果进一步优化。样品烘干后,12、18、24 MPa处理的茶砖较优。
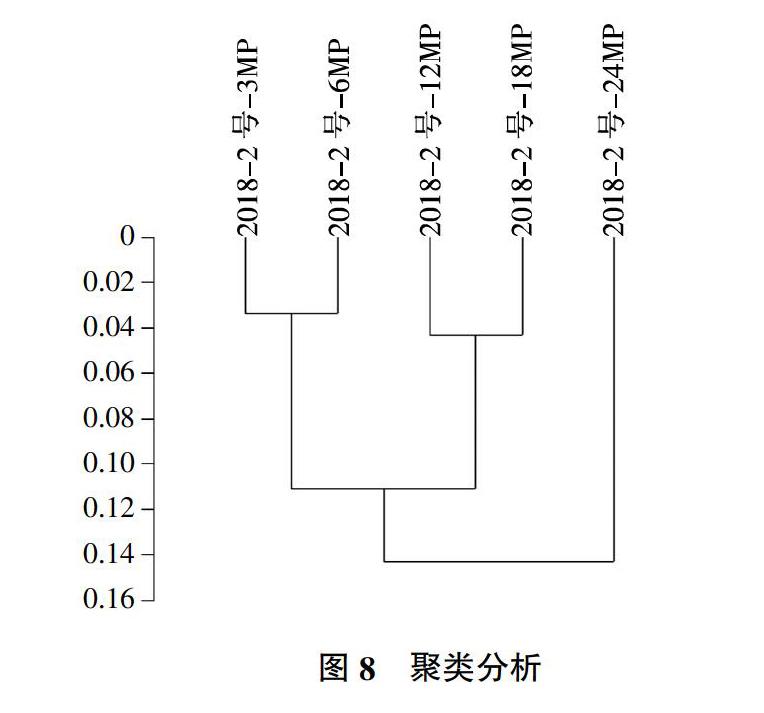
4.1.2 外形近红外分析 近红外光谱分析作为快速无损检测手段在茶叶加工中的运用逐渐受到重视[10-12]。青砖茶样品制作完成后,采用美国赛默飞世尔AntarisII型傅里叶近红外光谱仪进行光谱采样,波长4 000~10 000 cm-1,如图7所示。图8为聚类分析,3、6、12、18、24 MPa分别对应样品可以明显区分。
4.2 化学成分分析
水浸出物含量的测定采用恒温干燥法;茶多酚含量的测定采用福林酚试剂比色法;氨基酸含量的测定采用茚三酮比色法;可溶性总糖的测定采用蒽酮-硫酸法;黄酮化合物含量的测定采用三氯化铝法。儿茶素、没食子酸及咖啡碱含量的测定采用高效液相色谱法(HPLC),色谱条件:检测波长为278 nm,流速为1 mL/min,柱温为25 ℃,进样量为10 μL,流动相梯度洗脱[13]。
由表3和表4所示,随着成型压力增大,成品砖的总体水浸出物呈升高趋势,在18 MPa出现拐点;儿茶素含量与压力大小关系不显著。
5 小结与讨论
在试验过程中,过高的成型压力会造成一部分茶汁外溢,这与成品砖理化成分分析结果是相契合的,同时茶坯与模具外框会出现挤出黏结现象。以外观和理化成分分析,成型压力以12~18 MPa为宜,结合考虑压力机负载率和生产效率两大因素,建议成型压力设置为12 MPa。青砖茶样品近红外光谱扫描结果显示,3、6、12、18、24 MPa处理所得样品区分显著,可用作青砖茶生产过程中质量管控的辅助检测手段。
对青砖茶成型时受力情况进行了简化分析,其验证局限于成品砖侧面面积与上下面面积比介于0.16~0.40,随砖茶侧面面积与上下面面积比值进一步增大,采用的简化受力分析图与实际成型过程中受力情形之间的差异程度需要进行评估和测量,待后续开展相关试验进行验证分析。
致谢:试验期间得到了武汉理工大学先进材料制造装备与技术研究院提供的技术支持,在此表示感谢!
参考文献:
[1] 金心怡.茶叶加工工程[M].北京:中国农业出版社,2014.
[2] 成 洲.茶叶加工技术[M].北京:中国轻工业出版社,2015.
[3] 郑鹏程,龚自明,王胜鹏,等.青砖茶加工工艺及展望[J].中国茶叶加工,2017(2):46-49
[4] 夏 涛.制茶学[M].北京:中国农业出版社,2016.
[5] 滕 靖,龚自明,高士伟,等.一种小饼茶自动化压制成型设备及其压制成型工艺过程:中国,ZL201310304897.2[P].2015-05-13.
[6] 徐仲溪,刘德华,高代珍,等.压制工艺技术及原料成分对沱茶成型的影响[J].湖南农业大学学报,2004,30(4):42-44.
[7] 盧光贤,王立伦.机床液压传动与控制[M].西安:西北工业大学出版社,1999.
[8] 龚自明,滕 靖,郑鹏程,等.一种茶叶压制成型设备及茶叶压制成型工艺过程:中国,ZL201310304977.8[P].2014-10-15.
[9] 施兆鹏.茶叶审评与检验[M].北京:中国农业出版社,2010.
[10] 王胜鹏,龚自明,高士伟,等.基于近红外光谱技术的恩施玉露茶保存年份的快速无损鉴别[J].华中农业大学学报,2015, 34(5):111-114.
[11] 陈寿松,郑功宇,金心怡,等.茶叶含水率近红外在线快速测定及其应用研究[J].茶叶科学2014,34(4):337-343.
[12] 周小芬,叶 阳,陈 芃,等.近红外光谱技术在茶叶品质评价中的研究与应用[J].食品工业科技,2012,33(5):413-417
[13] 胡爱华,敖晓琳,蒲 彪,等.不同发酵度茶叶的主要理化及香气成分分析[J].食品与生物技术学报,2017,36(12):1283-1289.
