一种航天用电连接器的加工制作及偏心控制的方法探讨
2019-01-10任龙泉黄永康
任龙泉 黄永康


【摘 要】随着电子技术在航空、航天和通信等各个行业的飞速发展和国产电子元器件技术水平的不断提高,电连接器被广泛应用于各类产品中,它的可靠性也越来越受重视,它有着自己独特的优势,是其他电子元器件不可替代的。本文针对电连接器常见的失效和加工制作工艺进行了较为详细的阐述,并结合公司近期生产的J599型电连接器探索出了一种有效的控制偏心失效的加工制作方法。
【关键词】电连接器;加工制作;失效;偏心控制
中图分类号: V442文献标识码: A 文章编号: 2095-2457(2019)35-0121-002
DOI:10.19694/j.cnki.issn2095-2457.2019.35.055
0 引言
电连接器作为一种基础的元器件,它被广泛应用于各种电气线路中,起着接通或断开电路的作用,用于实现电信号的传输和控制。在航天系统工程中,成千上万的电连接器如同人的神经分布于各个系统、分系统和组合等单元和部件中,任何一个电连接器的失效都将导致整个系统不能正常工作。随着系统中其他电子元器件可靠性水平的不断提高,电连接器的可靠性已经对系统的可靠性起到了决定性的作用。因此我们必须从设计、工艺和加工制作等各个环节来提高电连接器的可靠性。近期我公司在为某研究所设计生产的几个批次的J599型电连接器组件的过程中,由于在加工制作完成后出现插针/插孔偏心问题,导致接触不良影响产品的对接,最终全部报废,给公司的经济和名誉上都带来了不可估量的损失。本文就是针对该型号电连接器组件的偏心失效问题探索出了一种加工制作方法,在后期的批量生产中解决了该类质量问题,达到了预期的效果。
1 电连接器的常见失效分析
电连接器失效常见的种类概况起来大致可以分为四种:接触不良引起的失效;绝缘不良引起的失效;固定不良引起的失效;密封不良引起的失效。通过对失效的分析,我们不仅可以找出此类器件失效的原因,为提高设计可靠性和优化生产工艺提供条件,还可以为制订和完善技术规范及标准提供依据。
1.1 接触不良引起的失效
接触件是电连接器的核心零件,也是电连接器的导电部分,它的作用是将来自连接器尾部所连电缆的电信号传递到与其相配连接器对应的接触件上。接触件必须具备合理的结构,稳定可靠的接触保持力和良好的导电性能。由于接触件结构设计不合理,材料选用错误,机械加工尺寸超差、表面粗糙、热处理、灌封胶接及表面处理等工艺不合理,储存使用环境恶劣和操作使用不当,都会在接触件的接触部位和端接部位造成接触不良。
1.2 绝缘不良引起的失效
绝缘体的作用是使接触件保持正确的位置排列,并使接触件与接触件之间、接触件与壳体之间相互绝缘。因此绝缘体必须具备优良的电气性能、机械性能和工艺成型性能。特别是随着高密度、小型化电连接器的广泛使用,有些间距达0.635mm甚至0.3mm,这对绝缘材料、注塑模具精度和成型工艺等提出了更严格的要求。由于绝缘体表面或内部存在金属多余物、表面尘埃、焊剂等污染受潮,有机材料析出物及有害气体吸附膜与表面水膜溶合形成离子性导电通道,吸潮、长霉、绝缘材料老化等原因,都会造成短路、漏电、击穿、绝缘电阻低等绝缘不良现象。
1.3 固定不良引起的失效
壳体是电连接器的外罩,通常也为伸出的接触件提供精确的对中和保护,同时还具有在设备上安装定位、锁紧固定的功能。固定不良,轻者影响接触可靠性,造成瞬间断电,严重的情况下会使连接器解体,使插头与插座之间、绝缘体与壳体之间或插针与插孔之间不正常分离,将最终造成控制系统电能传输和信号控制中断的严重后果。由于设计结构不合理,选材不可靠,成型工艺选择不当,机加工、热处理、模具、装配等工艺质量差,造成弹性零件变形断裂,装配不到位等都会造成固定不良。
1.4 密封不良引起的失效
航天用密封电连接器常用的方式有树脂密封和玻璃烧结密封两种形式。树脂密封插座常用气压法进行粗检漏,而玻璃烧结密封插座则必须采用氦质谱仪进行精检漏。由于树脂灌封工艺质量和玻璃烧结工艺质量、接触件的插配不良等原因造成壳体与接触件界面处应力集中,存在微裂纹、气泡等缺陷,引起密封不良失效。
2 电连接器及其电缆加工制作的工艺方法
2.1 加工制作流程
来料检查→下线→屏蔽端头处理→连接器装配→连接器灌封→线束处理与修线→电缆标识→检验
2.2 加工制作的主要工艺操作
2.2.1 来料检查:检查材料与零部件的外观、数量和质量
2.2.2 下线:按规定的长度裁剪线缆并考虑一定的余量
2.2.3 屏蔽端头处理:将电缆的外绝缘层剥除适当的长度,屏蔽端头挑散外翻待后序处理
2.2.4 連接器装配:将连接器焊杯与对应的导线焊接装配
2.2.5 连接器灌封:采用环氧胶对连接器导线的端头进行密封处理
2.2.6 线束处理与修线:先把电缆的屏蔽层压接在尾罩上,再外套带胶热缩套管保护,最后按电缆要求的长度修剪
2.2.7 电缆标识:在规定的位置按要求的方向用标牌管标上型号规格等相关的内容
2.2.8 检验:按工艺文件规定的要求检验合格即可
3 J599型电连接器的偏心控制措施
J599型电连接器的加工制作难点是制作过程中插针/插孔极易偏心,用环氧树脂灌封定型后插针无法插进插孔。它的特点主要有两点:一是它的插针/插孔与基座的间隙较大,制作过程中易发生偏心;二是它的尾罩为90°出线,焊接后需将导线90°成型,又因为导线为综合导线且单根较粗(线径为5.0mm),成型较困难,成型的角度和尺寸不仅会影响弯头尾罩的装配,还会引起插针/插孔偏心。为了控制插针/插孔偏心保证加工质量,提高合格率,同时提高生产效率,本人对加工中的某些关键工序摸索出了一套针对性的措施,有效的预防了此类质量问题的发生。
图1 J599型电连接器插针/插孔的外观图片
3.1关键工序加工制作的措施
(1)采用工装对导线先成型后焊接,既避免了先焊接后成型焊点受力又提高了生产效率。
制作导线成型工装,先将单根导线在预定位置90°成型,然后按规定尺寸单根修线。具体的操作过程是:先将综合导线外护套剥除合适的长度,挑散屏蔽层外翻到导线外。按照连接器主键位槽在上,导线出线与键位槽一致的出线方向,把导线按连接器孔位A、D在上B、C在下的排列,按照连接器接线关系对应位置和导线颜色,用导线成型工装,从外屏蔽剥除位置开始进行 弯曲成型,并放置到成型工装的线槽内,取出后按最短导线的端面进行其他导线长度的修剪。
图2 导线成型工装及成型效果图片
(2)在焊接过程中,分别用定位工装对接触件进行定位,让导线在成型后的自然状态下插入焊杯进行焊接。
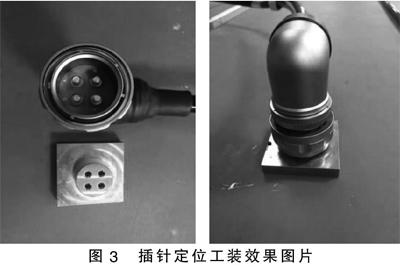
(3)在灌胶过程中,分别用定位工装对接触件进行居中定位,再用DG-3S胶进行打底,固化后在组装弯头尾罩时,在连接螺纹处涂一圈DG-3S胶对螺纹进行紧固密封,防止后续灌入的胶液渗透。再在连接器尾罩内整体灌封DG-4胶液,采用硬质胶对导线进行固定,可保证接触件稳定居中。
图3 插针定位工装效果图片
3.2 加工制作相关的技术要求
3.2.1 工装技术
设计的工装应能够保证产品的质量和生产效率,制造容易实现且成本低,使用安全方便,维护简单等。设计的基本原则是:满足使用的稳定性和可靠性要求;满足装夹过程中简单与易操作;尽可能选用标准件作为组件,易損零件必须是可以快速更换的结构;尽可能的避免结构复杂和成本昂贵。
3.2.2 灌封技术
灌封技术作为电子产品防护的手段之一,对电子产品起到了防潮、防霉、防盐雾的作用,增加了电子产品在恶劣环境下的可靠性,是其他防护工艺不可代替的。电子工业中常用的灌封材料有环氧树脂、有机硅弹性体和聚氨酯粘胶剂。其中环氧树脂和有机硅弹性体应用最为广泛。我们公司通常使用的是DG-3S和DG-4两种灌封材料。DG-3S环氧胶粘剂耐温-60℃~150℃,胶接工艺简单、使用方便、固化快,在-5℃~0℃情况下亦可固化,具有良好的耐油、水、耐酸、碱等介质性,胶层韧性好,胶合件应力小。DG-4环氧胶粘剂室温固化,可用于电子、电机、仪器仪表、汽车、机械、石油等各行各业的装配或修复。
3.2.3电子焊接技术要求
焊点平整光滑,没有焊料堆积,牢固可靠,不能有虚焊。虚焊很容易导致电缆组件的失效,电缆芯线较粗,焊接时需要的焊锡较多,可先对连接器的焊杯进行搪锡,将成型后的导线呈自然状态插入焊杯底部,再用适合焊杯间距的烙铁头加热,将电烙铁温度设置在350℃,保证焊接牢靠,不产生虚焊。焊好后清洗连接器内导体表面的焊剂,以避免对其电性能的影响。
4 结束语
没有可靠的电连接器,就没有可靠的航天系统工程。电连接器作为一种用途广泛的元器件,它的特性涉及的不仅仅是孤立的材料或工艺,还与压力、温度、腐蚀、绝缘、结构、高频分布参数等一系列因素有关,忽视其中任何一个细节,都可能造成失效引发质量问题。本文针对我公司电连接器组件生产中出现的批次性偏心失效的质量报废问题,提出了一套有效的解决方法,保障了后续批次的正常生产,同时希望该加工制作方法对以后生产类似的电连接器组件有一定的借鉴作用。
【参考文献】
[1]刘新建.电连接器电接触可靠性分析研究,2016(11).
[2]杨奋为.电连接器的常见失效分析,上海航天,1996(2).
[3]王玉龙.灌封工艺在电连接器尾部加固中的应用,电子工艺技术,2015(12).
[4]J3011-98航天电子电气产品焊接通用技术要求.
