浅谈盾构机滚刀材料及其热处理工艺
2018-11-16王磊窦玉龙
王磊 窦玉龙
摘 要: 盾构机作为一种隧道挖掘机,其特点是机械化跟自动化高,施工速度快和安全性高,并且大大节约人力。盾构机刀盘作为机器核心部件起到至关重要的作用,本文就盾构机滚刀材料和热处理工艺进行探讨,详细分析在热处理工艺条件下材料的组织和性能特点,为在不同的地质条件下合理的选择合适的材料及热处理方法,以下就是详细说明。
关键词: 盾构机;滚刀;材料;热处理工艺
一、滚刀工作的介绍以及刀圈失效的原因
(一)滚刀的组成
滚刀由刀体、刀圈、挡圈、端盖、轴承五大部分组成构成,刀圈是加热到100~200摄氏度安装到刀体上,可以随时进行拆卸更替,挡圈是两个半圆环,卡入刀体槽内焊成一个圆环。
(二)滚刀的工作原理
盾构机的基本工作原理就是一个圆柱体的钢组件沿隧洞轴线边向前推进边对土壤进行挖掘。滚刀则安装在盾构机前端,通过推力使其紧贴岩石表面,刀盘旋转时,滚刀一边随着刀盘旋转,一边围绕自身轴心进行旋转。施工时,若盾构机推力小于岩石强度,会在岩石表面切出一系列同心圆沟槽;当盾构机推力大于岩石本身强度时,岩石会被直接切碎。盾构机破岩原理是将刀刃插入岩石,使岩石表面呈现放射性裂纹,随后给滚刀施加推力,相邻滚刀间岩石的裂就会纹延,从而变成碎片崩落,破岩完成。
(三)刀圈失效原因
刀圈失效主要有崩刃、断刃和过量磨损三种可能性。在破岩工作时,由于刀圈不断与岩石表面接触,同时承受着刀盘的推力和扭矩以及岩石表面的摩擦和冲击力,容易过量磨损。在特殊的环境下的破岩工作可能会加大对刀盘的侵蚀,从而导致断刃。因为在刀盘与岩石冲击摩擦的过程中会产生大量的热量,工作后因为热胀冷缩可能会导致金属失去韧性崩刃。
二、刀圈材料的特点分析
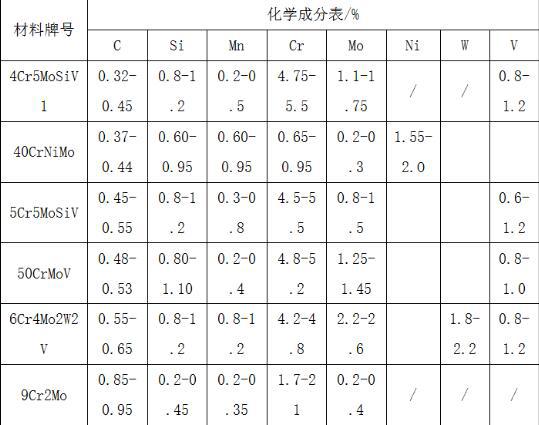
盾构刀圈制造流程为下料-锻造-软化退火-机械加工-淬火回火-精加工。材料应满足以下几点:需要具有足够高屈服强度,以应对刀刃端因为高应力而发生变形;需要有较高的硬度,提高耐磨性,增强使用寿命;需要有较高的韧性,保证工作时刀圈不会断裂和崩刃;需要有良好的抗回火性能,这样提高材料的热稳定性,从而确保刀圈在摩擦生热中不变形、硬度降低减少;需要高的热加工和冷加工性能,这样制造方便且成本相对较低[2]。以下是刀圈材料成分表:
从表格可以看出,刀圈材料含碳量大多数为0.4%-0.6%,含碳量较高的刀圈在热处理之后硬度会大大提高,从而延长其使用寿命。常用刀圈材料中含量比较高的元素有Cr、Mo、Ni、W、V等,目的是提高材料热处理时的淬透性和硬度均匀性,从而进一步提高回火抗力和全相组织热稳定性。
三、材料热处理工艺
刀圈材料淬火回火的金相组织由贝氏体、回火马氏体、碳化物和剩余奥氏体四部分组成,通过研究选择材料的特性,选择适合的热处理温度,合理的回火次数,从而细化材料的全相组织,以提高刀圈材料的韧性。
钢材淬火形成马氏体后,在回火过程中温度越高,硬度和强度就越低,塑性和韧性越强。但在某些情况下,一定温度区间内回火韧性指数会随着回火温度变化出现低值,从而出现回火脆性。在钢回火过程中,会出现两种脆性:一种为在淬火马氏体温度为200-400℃中出现,这种脆性大多出现在碳钢跟合金钢中,此回火脆性与冷却速度无关,就算是回火很快冷却或者在加热到一定温度范围内也无法避免,这种称为不逆回火脆性。另一种脆性出现在一些合金结构钢中,在高于600℃的温度下加热回火后,并在450-550℃温度范围内缓慢冷却发生脆化;或者是在450-550℃范围内直接加热回火发生脆化。这种脆性可以通过600℃以上温度进行加温处理,在快速冷却的方式解处理,这种脆性为逆回火脆性[1]。
以4Cr5MoSiV1为例,作为刀圈制造中比较常见的材料之一,其特点是铬含量较多,淬透性较好,回火抗力和抗氧化性都比较高[4]。但是模锻时锻造温度区间范围比较窄,需要严格把控锻造时间,模锻加热需要控制在1120-1150℃,开始锻造温度在1080-1120℃之间,结束时温度不能于850℃,否则钢材会产生裂纹,结束后需要缓慢冷却并且及时退火。普通退火工艺为845~880℃×2~4h,然后缓冷到500℃左右出炉。而4Cr5MoSiVl为860℃±10℃×2h,降温到750℃±10℃×4h,500℃左右出炉。淬火加热时温度需控制在1020~1050℃,空冷或油冷材料的硬度为HRC55~58。淬火组织由细针和隐针马氏体、未溶的碳化物和残余奥氏体组成,需适当的回火提高韧性[3]。淬火后因为合金元素含量较高所以需要进行三次回火,淬火后全相组织中残余奥氏体含量较高、硬度偏低,淬火后第一次回火可促使部分奥氏体的分解,未分解的奥氏体会转变为二次马氏体;第二次回火可以使奥氏体进一步分解,减小奥氏体含量;第三次回火可再一次减少奥氏体含量,进一步提高材料硬度和组织稳定性[5]。
绝大多数刀圈材料經过热处理后表面硬度可以达到HRC56-60,心部硬度可以达到HRC50-56,在这个硬度区间可以承受较大冲击力。合理利用淬火回火工艺可以提高刀圈的使用寿命。
总结:盾构机在隧道掘进中发挥着至关重要的作用,是衡量一个国家装备制造业水平高低的关键设备之一,盾构机刀盘的质量直接影响着整个机器乃至整个工程的质量,由于盾构机需要不断的对岩石进行掘进,所以其刀圈需要具有较强韧性和耐磨损性,以应对盾构机和岩石冲击力,材料中较高的含碳量和其他必要元素的加入可提升材料的整体硬度跟韧性;在材料热处理时,材料需要有较高的抗回火性能,提高其热稳定性,避免回火温度不合适而造成的材料脆化。
参考文献
[1]黄旭.盾构机刀盘选型及刀具强度分析[J].传动技术,2018(02):28-33.
[2]杨明,熊计,郭智兴,万维财.国内外盾构机刀盘和刀具研究现状概况[J].工具技术,2013,47(04):8-11.
[3]黄丙庆.盾构机刀盘设计参数的适应性研究[D].天津大学,2009.
[4]宋云.盾构机刀盘选型及设计理论研究[D].西南交通大学,2009.
[5]李仕宏,吕志峰,刘富来,陆金仁.盾构机用滚刀刀圈材料的分析[J].凿岩机械气动工具,2013(04):34-41.
