S30432奥氏体不锈钢锅炉管内喷丸工艺研究
2018-11-05王伯文
王伯文
(山西太钢不锈钢钢管有限公司, 山西 太原 030008)
内壁高温氧化腐蚀是超(超)临界电站锅炉管失效的主要因素之一,为提高锅炉管的使用寿命,满足越来越高的蒸汽温度要求,目前采取的措施有使用抗腐蚀性能更好的材料、改进材料组织性能、采用技术手段对表面进行处理等。钢管内壁喷丸处理是最为有效、经济的表面处理手段之一(见图1),可细化钢管表层晶粒,形成高密度位错、层错等结构硬化层,为Cr元素提供良好的扩散路径,缩小Fe元素与Cr元素的扩散速度差,在高温下形成致密的Cr氧化膜层。钢管通过内喷丸处理工艺改进抗氧化性能的方法,此方法正在国内外电站行业得到越来越多的应用。
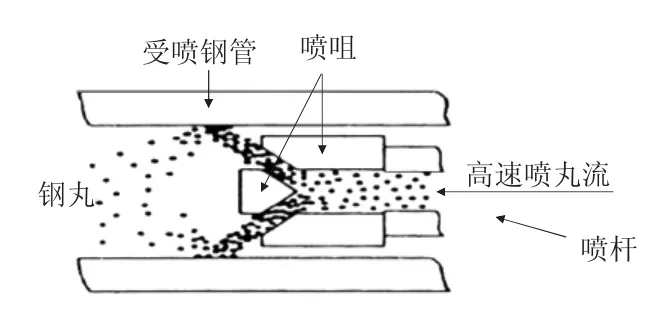
图1 钢管内壁喷丸强化处理示意图
SA213M S30432奥氏体不锈钢锅炉管由于其优良的高温蠕变及高温抗氧化性能,是目前超(超)临界锅炉过热器和再热器等高温部件的主要材料。本文研究的S30432奥氏体不锈钢锅炉管由某钢厂制造,已在国内主要锅炉制造企业得到广泛应用。
1 原理分析
锅炉管通过内喷丸处理提升抗氧化性能的主要机理为:
1)Fe与Cr扩散速度的差别是影响表层氧化膜构成的重要因素。在超(超)临界电站锅炉管600℃工作环境下形成的高温氧化膜主要由Fe3O4和(Fe,Cr)3O4构成,与 Fe2+和 Fe3+相比,Cr3+向氧化膜/气体界面扩散的速度慢的多,距氧化膜/基体界面越远,Cr浓度越小,导致氧化膜最外层基本为铁氧化物,铁氧化物不断生长并剥落,导致内壁腐蚀的加速[1]。Cr的扩散主要通过短路扩散实现,内喷丸处理可细化表层晶粒,形成高密度位错、层错结构,增加晶界、亚晶界等短路扩散通道,提高Cr扩散通量(见图2),形成富Cr氧化物层,改变表层氧化膜构成,降低腐蚀速率。
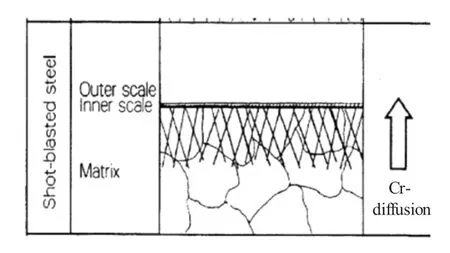
图2 钢管内壁喷丸层Cr元素扩散通道示意图
2)在含有水蒸汽的高温氧化环境中,Fe-Cr合金氧化进程被显著加速,主要原因是氧化膜表面吸附的水蒸汽分子与来自内外层氧化界面的Fe离子反应,生成FeO和游离的氢,氢可显著加速铁铬氧化膜分解[2]。经过喷丸处理,原始氧化膜层均匀致密,可减缓H2O与铁铬氧化物的反应速率。
由上分析可得出,锅炉管内喷丸层有效深度越大、原始氧化膜层越致密、晶粒越均匀细化,耐高温腐蚀性能越好。
目前对钢管内喷丸层的深度、显微组织、耐蚀性等性能进行评价的主要方法有金相法和显微硬度法[3],本文采用两种方法对S30432锅炉管通过不同的内喷丸工艺得到的样管进行研究,以选取较合理的工艺,改进内喷丸层质量。
1 工艺设计
所采用的喷丸设备基本参数为:设计最大工作压力1.4 MPa,喷丸流量10~20 kg/min,喷枪自动进给速度 20~100cm/min;喷丸行进小车速度 0.2~3m/min;丸材质为专用304不锈钢丸,颗粒Φ0.3mm~Φ0.7mm。
喷丸对象为Φ51 mm×11 mm S30432奥氏体不锈钢锅炉管,经过热挤压和冷轧成型,内表面洁净无缺陷(见图3);喷丸后内表面洁净无机械损伤,喷丸层均匀(见图4)。

图3 钢管内喷丸前内表面状态
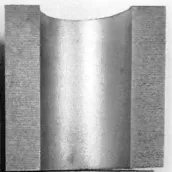
图4 钢管内喷丸后内表面状态
设计了不同的喷丸工艺进行试验,分别测试工作压力、喷枪进给速度、弹丸流量、喷丸次数对结果的影响。对效果较好的试样进行金相法检验和截面硬度曲线分析,验证喷丸层深度和硬度变化值是否满足标准要求。
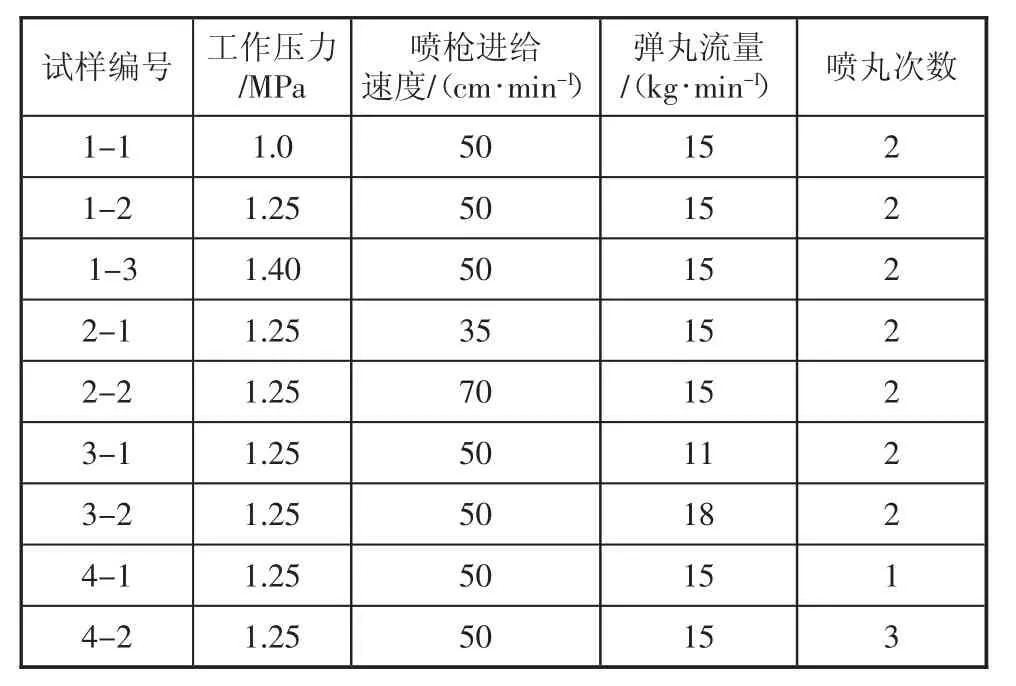
表1 喷丸试验参数设计
2 检验结果
根据行业标准DL/T 1603—2016《奥氏体不锈钢锅炉管内壁喷丸层质量检验及验收技术条件》,使用维氏显微硬度计,按照国家标准GB/T 4340.1进行检验,试验载荷为1.96 N,加载时间为10~15 s。
检验位置及测点数量:横向环状试样随机划出时钟3点、6点、9点和12点的4个检验位置(或者圆周 0°、90°、180°、270°),喷丸层在距离内壁表面 60 μm处进行检测,每个检测位置至少测量3个显微硬度值,取其平均值作为该位置的硬度值;基体金属在二分之一壁厚处进行显微硬度检测,至少测量3个数值,取其平均值。
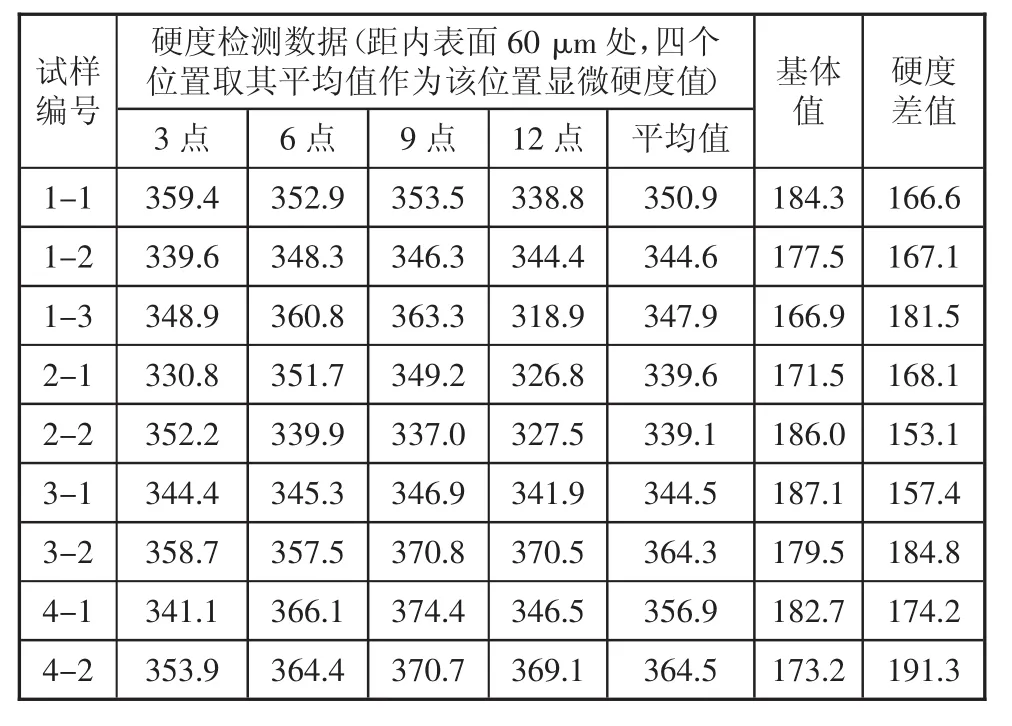
表2 喷丸硬度(HV0.2)试验数据统计(HV0.2)
根据检验结果,工作压力、喷枪进给速度、弹丸流量、喷丸次数等工艺参数对喷丸层的显微硬度增加均有影响。逐项进行分析,弹丸流量和喷丸次数的影响最为显著;喷枪工作压力的影响较小;喷枪进给速度的影响较为不明显。
对比不同工艺参数下试样喷丸效果,3-2和4-2试样效果最好。在其他参数相同的情况下,4-2试样进行了3次喷丸,对生产效率有一定影响。
用金相法检测3-2试样有效喷丸层深度,结果见图5;用显微硬度曲线法检测3-2试样有效喷丸层深度,取样位置及结果见下页图6、7和表3[4]。
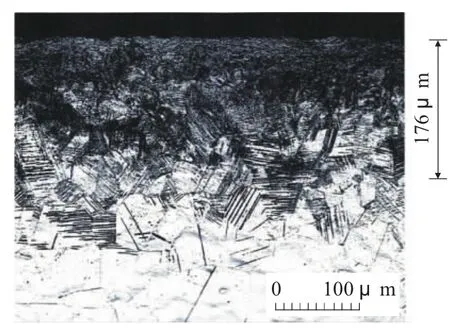
图5 金相法测量喷丸层深度
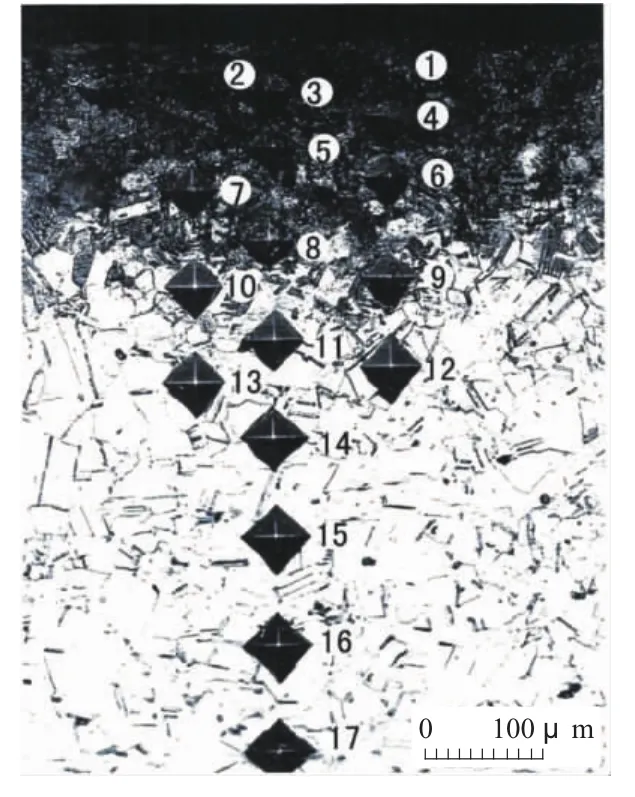
图6 单个试样喷丸层显微硬度检验取样位置(×200)
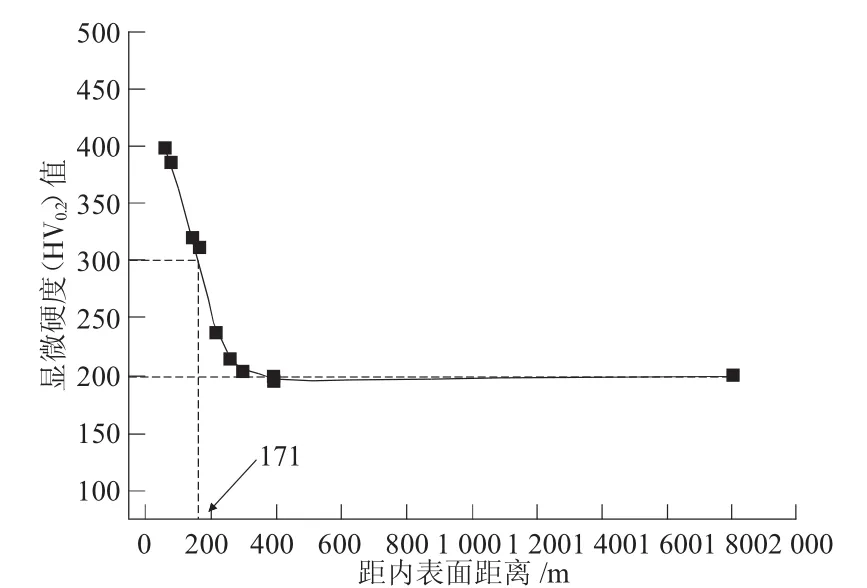
图7 单个试样喷丸层显微硬度检验结果
根据行业标准DL/T 1603—2016《奥氏体不锈钢锅炉管内壁喷丸层质量检验及验收技术条件》,对奥氏体不锈钢锅炉管内喷丸层性能的要求为:采用金相法测得的有效喷丸层深度不小于70 μm;采用硬度曲线法测得的有效喷丸层深度不小于60 μm;在喷丸管同一横截面距离内壁表面60 μm深度处,沿时钟方向3点、6点、9点、12点四个位置(或者圆周0°、90°、180°、270°)测得的硬度值(HV)与基体金属硬度值相比较的增加值应不小于100,且4个位置硬度值间的差值不大于50。对于S30432钢管,喷丸层60 μm处的硬度应不小于280。
由上可得3-2试样的有效喷丸层深度为176 μm(金相法)/171 μm(显微硬度法),喷丸层 60 μm 处的硬度达到364,喷丸效果较好,各项检测结果较好地满足了标准要求。
5 分析和结论
通过以上对比试验及分析,对S30432奥氏体不锈钢锅炉管的内喷丸工艺可得出以下结论:
1)工作压力、喷枪进给速度、弹丸流量、喷丸次数等工艺参数对喷丸层的显微硬度增加均有影响,其中弹丸流量和喷丸次数的影响最为显著。
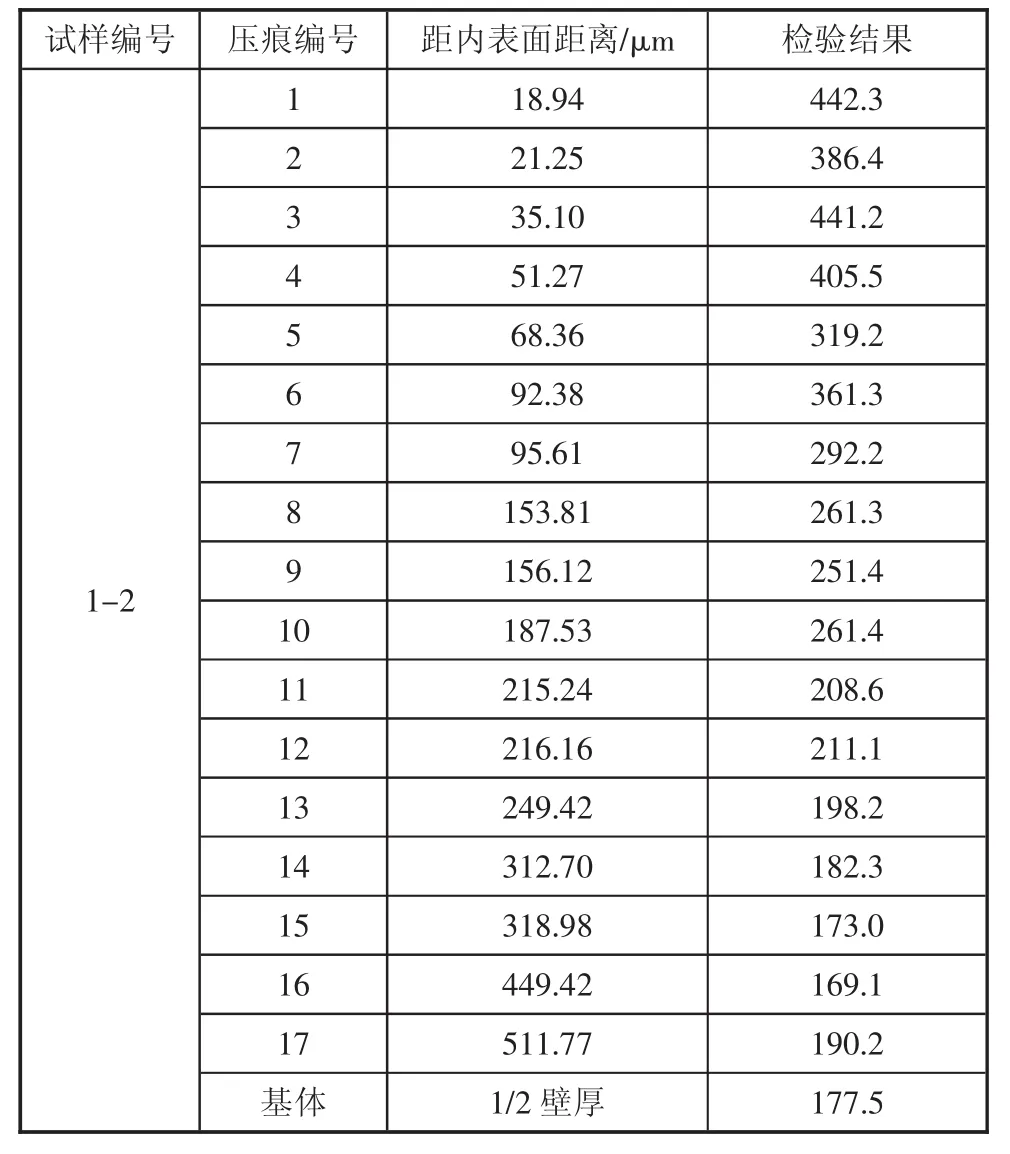
表3 单个试样喷丸层显微硬度(HV0.2)检验结果
2)对于Φ51 mm×11 mm规格的产品,采用适中的工作压力和喷枪进给速度,较高的弹丸流量,两次喷丸可得到较好的喷丸层性能;更多的喷丸次数可得到更好的效果,但会显著降低生产效率,并不是必要的。
3)喷枪进给速度和喷丸次数是影响喷丸生产效率的主要参数,适当提高喷枪进给速度、增加喷丸次数可提升生产效率,同时保证喷丸层质量;反之降低喷枪进给速度、减少喷丸次数会对喷丸层质量不利,不建议采用。
