一种复合蒸馏酒的生产工艺优化
2018-10-30贾亚伟刘海波孔小勇王红玉武圆圆
贾亚伟,陈 力,戴 源,刘海波,孔小勇,朱 超,王红玉,武圆圆
(江苏洋河酒厂股份有限公司,江苏宿迁223800)
夏朗德壶式蒸馏在液态蒸馏过程中对发酵类蒸馏酒的质量起着重要作用,也是提香的一个关键工序,机组采用T2紫铜,导热性能较好,对酯化反应有催化作用,同时能使丁酸、己酸、癸酸等不良气味的酸转化成不溶的铜盐析出[1-2]。随着蒸馏过程的进行,馏出液酒精浓度及大多数香气成分馏出含量逐步降低,仲丁醇、乙酸乙酯在蒸馏前期酒头快速馏出,而甲醇、正己醇、苯乙醇、糠醛及一些大分子类物质如辛酸、癸酸乙酯等则富集于蒸馏后期;酒心部分的酒精浓度较高,蒸馏产生的风味物质较多,而且杂质最少,因此酒头、酒尾截取时间会显著影响蒸馏酒的品种香气和非酒精挥发物总量的含量,截流比例和蒸馏温度对产品的质量指标和风味成分比例构成有重要的作用[3-5]。
在实际生产过程中,由于原料种类、配比等因素的影响,酿造蒸馏酒的生产工艺最佳参数和产品质量有较大的差别,其中非酒精挥发物总量是区分质量等级的一个重要指标。本研究通过对复合果粮苹果、柑橘、红薯、糯米发酵液的蒸馏生产工艺的优化研究,利用高效气相色谱-质谱联用仪对不同蒸馏阶段的非酒精挥发物总量进行检测,以最大限度和最优比例保留原料中固有的风味物质和发酵、蒸馏产生的香气成分,从而改善风味和口味,提高产品质量,实现产品兼具白兰地和中国白酒的风味特征,为蒸馏工艺的改进提供理论依据。

表1 响应面实验因素水平编码
1 材料与方法
1.1 材料、仪器
材料:苹果发酵液、柑橘发酵液(12%vol,20℃,市售);红薯发酵液、糯米发酵液(14%vol,20℃,市售);酯类、高级醇类、醛类、糠醛等标准品(Sigma公司);氢氧化钠、酚酞等(国药集团化学试剂有限公司,A.R.);水为二次重蒸水。
主要仪器:Agilent7890A-5975C气质联用仪,美国安捷伦科技公司;CP-WAX 57CB色谱柱(50 m×0.25 mm ×0.2 μm),美国赛默飞世尔科技公司;夏朗德壶式蒸馏机组(60 L),浙江章达轻工机械厂。
1.2 实验方法
1.2.1 复合果粮蒸馏酒的制备
壶式蒸馏机组分为两次蒸馏,第一次在粗蒸馏器中进行,酒精度需控制在25%vol~30%vol,第二次蒸馏是在精馏的壶式蒸馏锅中进行,馏分根据酒精度和质量指标要求截取。在蒸馏过程中,首次蒸出来的馏分称“酒头”,之后的中馏部分称“酒心”,最后蒸发出来的酒液称“酒尾”,酒头和酒尾被再次蒸馏,以便充分利用其中的风味成分和酒精[6]。第二次蒸馏按总酒分中纯酒精计算来截取酒头,按酒精度截取酒尾。开始流酒时,调节冷却水和蒸汽阀门,使流出酒液的温度控制在20~25℃,二次馏出液酒心部分陈化后即可得到口感醇厚的蒸馏酒。
1.2.2 蒸馏工艺条件的优化
实验前期,已分别对发酵液的液态蒸馏工艺条件进行了单因素考察,本实验在单因素结果的基础上,按苹果发酵液∶柑橘发酵液∶红薯发酵液∶糯米发酵液=2∶1∶1∶5配制45 L复合果粮发酵液,在蒸汽压力101.3 kPa条件下,选取粗馏酒精度、酒头去除量、精馏温度、酒心酒精度对非酒精挥发物总量影响较大的4个因素,其中酒头去除量按发酵液中纯酒精总量计算,精馏温度为蒸馏液的酒心温度。根据响应面软件(Box-Behnken)试验设计原理,采用4因素3水平的响应曲面分析法设计中心组合试验,试验因素与水平设计见表1。
1.2.3 检测方法
(1)酒精度测定:按照GB/T 15038—2006酒精计法。
(2)总酸和固定酸的测定:电位滴定法,以乙酸计。
(3)总酯的测定:中和滴定(皂化反应)法,以乙酸乙酯计。
(4)高级醇、醛类、糠醛:气相色谱法测定,其中,醛类以乙醛计。GC条件:CP-WAX 57CB柱(50 m×0.25 mm ×0.2 μ m),程序升温,初温 35 ℃,保持5 min,以5℃/min升温至105℃,保持6 min,再以8℃/min升温至225℃;进样口温度200℃,检测器230℃;分流进样,分流比为25∶1;载气:高纯氮,流速 2.0 mL/min;经滤膜(0.45 μ m)过滤,进样量1 μL 。
(5)非酒精挥发物总量[g/L(100%vol乙醇)]=挥发酸+酯类+醛类+糠醛+高级醇,其中,挥发酸(以乙酸计)=总酸-固定酸[7]。
(6)感官评价:按照GB 2757—2012《食品安全国家标准蒸馏酒及其配制酒》卫生标准和白兰地国家标准GB/T 11856—2008[8-9]。
2 结果与分析
2.1 响应面实验设计及结果
采用响应面实验设计优化液态蒸馏工艺,以非酒精挥发物总量为指标,同时检测各因素对酒精度、总酸、挥发酸、总酯、高级醇、醛类、糠醛的影响,确定发酵液最佳蒸馏工艺参数组合,实验方案和实验结果见表2。
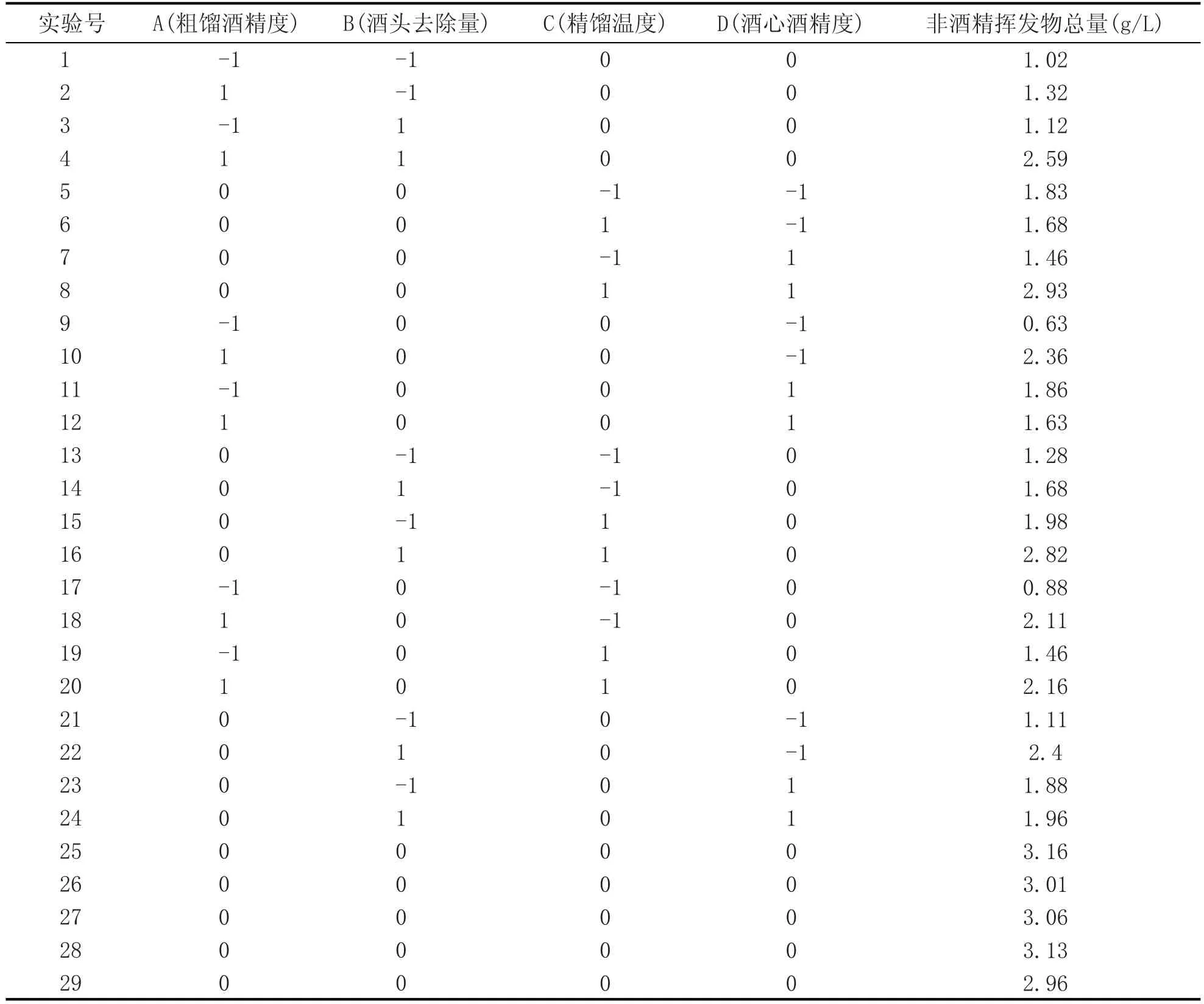
表2 响应面实验设计及结果
运用Design-Expert.8.05统计软件对表2中实验数据进行二次回归拟合,得到复合果粮发酵液液态蒸馏的非酒精挥发物总量的回归方程:
Y=3.06+0.43A+0.33B+0.32C+0.14D+0.29AB-0.13AC-0.49AD+0.11BC-0.30BD+0.41CD-0.90A2-0.64B2-0.50C2-0.57D2,其方差分析结果见表3。
由表3可知,模型p<0.0001,表明本模型方程高度显著;模型失拟项p=0.1066>0.05,表明模型失拟项不显著,模型选择合理;相关系数R2=15.24/15.52=0.9820,说明该模型预测值与实际值具有很好的拟合度。因此,该模型可用于复合果粮蒸馏酒中非酒精挥发物总量的分析和预测。
由回归方程系数的估计值A=0.43、B=0.33、C=0.32和D=0.14,可得各因素对响应值影响的顺序:粗馏酒精度>酒头去除量>精馏温度>酒心酒精度。此外,由方程系数显著性检验可知,A、B、C的一次项p<0.0001,说明粗馏酒精度、酒头去除量、精馏温度3个因素高度显著,D的p<0.01,说明酒心酒精度极显著 ;二 次项 A2、B2、C2、D2的 p<0.0001,说明其对响应值影响均达到高度显著。
2.2 响应面分析及优化
按照回归模型绘制三维响应曲面图,结果见图1—图6,三维响应面图和等高线可直观反映出因素间的交互作用对非酒精挥发物总量影响的强弱大小,交互项AB、AD、BD、CD的p值<0.01,说明四者的交互作用均达到极显著水平,即粗馏酒精度和酒头去除量、粗馏酒精度和酒心酒精度、酒头去除量和酒心酒精度、精馏温度和酒心酒精度4项的交互响应面表现为曲线坡度陡峭,且等高线呈椭圆形,表明交互作用极强,响应值较敏感;而AC、BC的p值>0.05,交互作用不明显,即粗馏酒精度和精馏温度、酒头去除量和精馏温度两者的响应曲线表现为相对前者较平滑,且等高线偏圆形较稀疏,表明对响应值影响不显著。此外,随着粗馏酒精度、酒头去除量、精馏温度、酒心酒精度4个因素的增加,非酒精挥发物总量呈现先增加后降低的趋势;当各影响因素值趋向于中心附近时,曲面图明显凸起,说明复合果粮发酵液蒸馏产生的非酒精挥发物总量趋向最大化。

表3 回归模型的方差分析

图1 粗馏酒精度和酒头去除量对非酒精挥发物总量影响的响应面及等高线图
运用响应面回归方程模型和各因素交互作用三维曲面图进行分析,预测最佳工艺参数为:粗馏酒精度27.26%vol、酒头去除量1.67%、精馏温度76.66℃、酒心酒精度55%vol,此条件下,响应值最大,非酒精挥发物总量的预测值为3.23 g/L,考虑到实际生产的操作性,将蒸馏工艺参数修正为粗馏酒精度27%vol、酒头去除量1.6%、精馏温度76℃、酒心酒精度55%vol,所得复合果粮蒸馏酒的感官评价最佳。
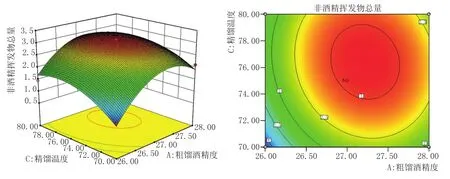
图2 粗馏酒精度和精馏温度对非酒精挥发物总量影响的响应面及等高线图

图3 粗馏酒精度和酒心酒精度对非酒精挥发物总量影响的响应面及等高线图

图4 酒头去除量和精馏温度对非酒精挥发物总量影响的响应面及等高线图
此优化条件下,45 L复合果粮发酵液经一次蒸馏后得粗馏液酒精度为27%vol,体积21.0 L(不截取酒头、酒尾),将粗馏液装入蒸馏釜中,二次蒸馏时按纯酒精总量1.6%体积去除酒头约127 mL(酒精度71.6%vol),之后蒸馏液为酒心,蒸馏温度76℃,收集酒心馏分酒精度55%vol,体积9.3 L(或截流至酒精度42%vol),剩余馏分酒尾和酒头再次回到蒸馏锅中与原发酵液一起进行重新蒸馏。根据蒸馏前后酒精度、体积的变化,第一次蒸馏时酒精富集效率达到94.5%,粗馏液收集率较高,残液中残存酒精极少;第二次精馏时酒心部分蒸馏液出酒率达44.3%。即45 L原发酵液二次蒸馏后可得到55%vol蒸馏酒约9.3 L,出酒率约20.7%,陈化后即可得到口感醇厚、香气复合的蒸馏酒。
2.3 验证性实验
在优化蒸馏工艺参数下,产品非酒精挥发物总量的理论预测值为3.23 g/L。为检验实验结果的可靠性,采用上述选取的优化工艺条件进行验证实验,结果见表4。

图5 酒头去除量和酒心酒精度对非酒精挥发物总量影响的响应面及等高线图

图6 精馏温度和酒心酒精度对非酒精挥发物总量影响的响应面及等高线图

表4 实验值与方程值
经过理化和色谱检测分析,从表4可看出,非酒精挥发物总量的实验值为3.31 g/L,与理论预测值仅相差0.09 g/L,比较接近,说明利用响应面分析法拟合得到的液态蒸馏工艺回归模型具有实用价值,优化预测的蒸馏工艺最佳参数组合准确可靠。
2.4 复合果粮蒸馏酒的质量指标
2.4.1 感官指标
产品兼具白兰地和中国白酒的风味特征,色泽无色或微黄,澄清透明,香气复合优雅,既具有原果苹果、山楂的丰富果香,又富有浓郁的薯香及糯米的清香,口感清新微甜,纯正无杂,风味典型性明显。
2.4.2 理化指标
酒精度:54%vol~56%vol(20℃),非酒精挥发物总量≥2.0 g/L(100%vol乙醇),总酸(以乙酸计)0.40~0.45 g/L,总酯(以乙酸乙酯计)≥0.8 g/L,糠醛≤0.15 g/L,甲醇≤1.2 g/L(100%vol乙醇)。
3 结论
采用响应面分析法优化复合果粮蒸馏酒的蒸馏工艺条件,得出最佳的蒸馏工艺参数为:粗馏酒精度27%vol、酒头去除量1.6%、精馏温度76℃、酒心酒精度55%vol,此条件下,非酒精挥发物总量达到3.31 g/L,与理论预测值3.23 g/L接近,表明利用响应面分析法拟合得到的液态蒸馏工艺回归模型具有实用价值,优化预测的蒸馏工艺最佳参数组合准确可靠。45 L复合果粮发酵液经一次蒸馏后得粗馏液酒精度27%vol,体积21.0 L,二次蒸馏时按纯酒精总量1.6%体积去除酒头,收集酒心馏分酒精度55%vol,体积9.3 L(或截流至酒精度42%vol)。根据蒸馏前后酒精度、体积的变化,第1次蒸馏时酒精富集效率达到94.5%,粗馏液收集率较高,残液中残存酒精极少;第2次精馏时酒心部分蒸馏液出酒率达44.3%。45 L原发酵液2次蒸馏后可得到55%vol蒸馏酒约9.3 L,出酒率约20.7%,陈化后即可得到口感醇厚、香气复合的营养丰富的蒸馏酒,对进一步提高酒质和营养价值有很重要的意义,为干型蒸馏酒大规模生产提供理论依据。