CAM-PMM间歇式装盒机喷胶系统改造方案探讨
2018-10-17罗小刚毛家芬
彭 涛 罗小刚 毛家芬
(武汉科前生物股份有限公司,湖北武汉430206)
0 引言
我司的CAM-PMM间歇式装盒机(图1)用于10支装产品的包装,小盒采用插舌式成型方式,在运输搬运途中,小盒的插舌会因盒内产品的碰撞而打开,小盒从箱中取出后,盒内产品会滑出。因此,有部分消费者会以盒内产品缺失对我司产品进行投诉。为维护企业形象,彻底杜绝此类问题的发生,我司经研讨后决定,在该装盒机上增加一套热熔胶的喷胶系统,以便在包装过程中实现小盒的自动粘胶成型,确保小盒中没有产品遗漏。
2017年11月,我司订购了德国保盟生产的4L热熔胶机。由笔者负责该胶机喷枪系统的安装以及相关机械零件的设计、外加工,胶机电路的布线连接,喷胶电磁阀的PLC、触摸屏程序的编写和完善工作。在德国保盟胶机技术人员和公司其他相关人员的协同配合下,利用生产间隙,于2017年12月中旬完成了热熔胶机的安装和调试工作。2017年12月22日正式生产了第一批喷胶小盒产品,此后胶机生产性能稳定,喷胶位置和喷胶量控制良好。
1 改造方案的确定

图1 CAM-PMM间歇式装盒机
传统的小盒喷胶成型,一般是四片成型:首先是两边的侧耳(左右两片)完成封盒,接着是下片(喷胶嘴水平安装)或上片(喷胶嘴垂直安装)成型,一段或多段胶水喷在上面,最后在上片或下片成型时完成小盒粘胶。如果CAM-PMM间歇式装盒机采用这种传统的小盒喷胶成型方式,那么装盒机会因增加上片翻转和成型通道而进行很多改动,这有可能对该设备的部分结构造成破坏,同时改造费用也会增加。
基于此,我们对该装盒机小盒插舌式成型的具体过程进行了详细观察和分析,得出如下结论:如果不采用上述传统的小盒粘胶成型方式,保持小盒现有的插舌式成型方式,仍然采用原来纸盒,把胶水喷到小盒插舌上,即在瓶子进入小盒、两侧耳(左右两片)完成封盒后,在折舌工位折舌成型前,把胶水喷射到插舌内侧,完成喷胶,随后小盒继续前移,在原插舌工位,插舌与粘胶工序同时完成。这样小盒仍然保持原有成型方式,设备上新增部件不多,设备改造费用也会降低很多。
需要注意的是,不管哪种粘胶成型方式,热熔胶枪都是固定不动的,当小盒移动到胶枪位置时,电磁阀接通,打开胶枪,把高温胶水喷射到纸盒上,纸盒成型后胶水温度降低,将小盒粘贴牢固。
2 机械设计
在改造项目申报前,笔者就已完成对小盒成型通道各部位的布局和尺寸测量工作,根据测量实况,绘制出小盒成型通道的三维立体图,并按传统小盒粘胶成型方式,设计出上片成型通道所需要增加的各部位零件三维立体图,初步确定好胶枪(垂直安装)在设备上的位置,在三维模型中按实际尺寸绘制胶枪及固定安装支架的示意图。
改造项目获批准后,笔者又对原设计进行了优化,绘制出零件加工图。依照厂家提供的胶枪三维图,按事先确定好胶枪在设备安装区域的结构和尺寸,并根据该设备生产规格,即小盒尺寸不变的实际情况,重新对胶枪安装支架的设计进行优化,优化后的胶枪安装三维图如图2所示,绘制出前胶枪安装块、后胶枪安装块、胶枪安装轴、喷胶检测电眼安装板,示意图分别如图3~图6所示。
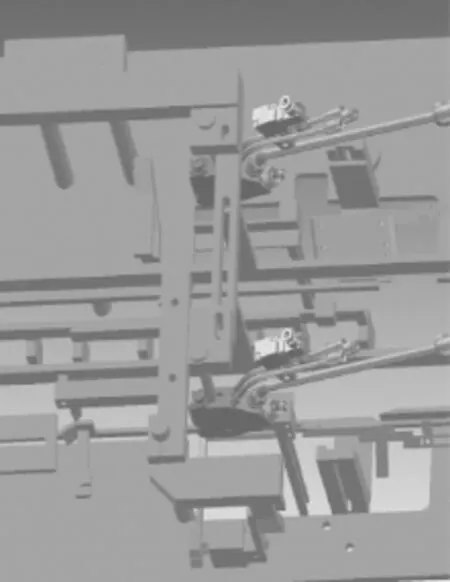
图2 胶枪安装三维示意图

图3 前胶枪安装块

图4 后胶枪安装块

图5 胶枪安装轴

图6 喷胶检测电眼安装板
前、后两个胶枪是安装在纸盒压盒导轨的宽度固定的横梁上,两个安装孔都是利用设备上原来已经存在的孔或长槽,因此对设备没有造成一丝损伤。
3 程序编写及修改
3.1 触摸屏程序
利用CAM-PMM间歇式装盒机的出厂备份程序,在参数设定界面,增加了胶机选用按钮(M15.6),以便在生产不同产品时启用或停用胶机;为方便设置前、后胶枪的喷胶位置,设置了前胶枪起始角度(DB6DBW2)、终止角度(DB6DBW4)和后胶枪起始角度(DB6DBW8)、终止角度(DB6DBW10)。启用胶机后,喷胶检测电眼检测到小盒,胶机工作,把热熔胶喷射到小盒插舌上。为方便胶枪的维修,又增加了前(M40.0)、后(M40.1)胶枪测试按钮。
3.2 PLC程序
在西门子S7-314的PLC程序中,主程序中增加了启用喷胶语句以及喷胶控制程序块。在设备调试初期,程序中只用了M15.6、DB6DBW2、DB6DBW4、DB6DBW8、DB6DBW10与传感器输入开关量信号——胶机准备好I7.4、喷胶传感器I6.4(盒在位检测),以及启用输出触点——后喷胶电磁阀Q3.3、前喷胶电磁阀Q3.6。为了避免在设备故障期间,盘动设备时喷胶传感器I6.4检测到小盒会喷胶,在编程语言中串入了电机Q2.0的常开触点,这样在设备运行时喷胶传感器I6.4检测到小盒才会喷胶。程序使用一段时间后,在编程语言中又增加了点动选择开关M35.7,这样设备点动时喷胶传感器I6.4检测到小盒也不会喷胶。
触摸屏和PLC程序分别如图7、图8所示。
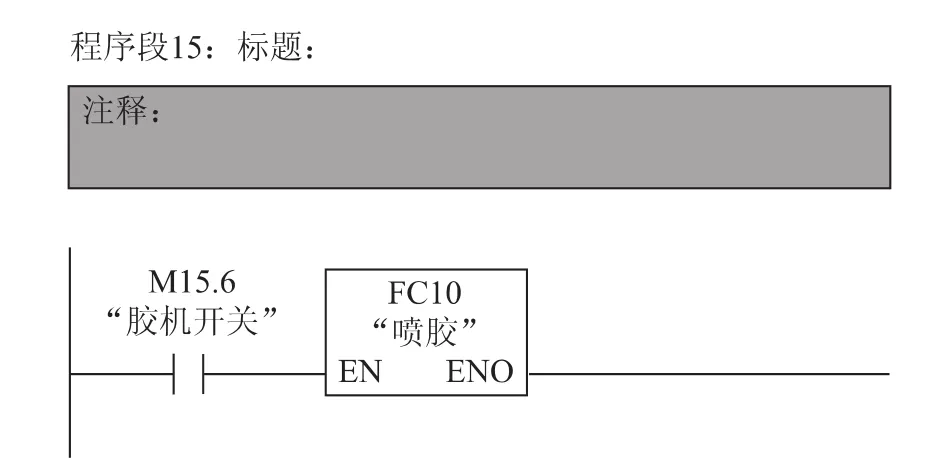
图7 触摸屏程序
4 安装调试
4.1 程序调试
在热熔胶机购回前,我们就完成了装盒机PLC程序的初步调试:安装并调整好喷胶传感器B20(I6.4)的位置,用空盒触发喷胶传感器B20,使PLC的I6.4有输入信号,先找准小盒喷胶的大致角度在160°~220°,再编写后喷胶电磁阀Q3.3的控制语句,给I7.4输入24V信号,模拟胶机准备好的状态,运行设备,用空盒检查,当I6.4有输入信号时,后喷胶电磁阀Q3.3也会输出信号(触点指示灯会亮)。后期再逐步对程序进行完善。
4.2 胶机安装
空开、电源线、胶机信号线的接线工作由胶机厂家技术人员完成;热熔胶机到达后,安装好前、后胶枪(喷胶电磁阀与胶枪固定在一起),并把喷胶电磁阀与PLC之间的接线连接好,胶管与胶机连接也是由胶机厂家技术人员完成。
由于前、后胶枪处的插舌控制机构结构不同,安装空间不一样,后胶枪垂直安装时可以把胶液喷射到小盒插舌上,而前胶枪只能以喷胶嘴向前(小盒过来的方向)倾斜的方式安装,才能与后胶枪同步喷射胶液,如垂直安装,就无法把胶液喷射到小盒前插舌的后半部分。

图8 PLC程序
4.3 连机调试
2017年12月21日生产结束后,设备厂家技术人员接通了胶机电源和控制线路,连接好胶管,更换出胶机内原来的胶液,开始连机调试:用空盒试机,设置好前胶枪起始角度为172°、终止角度为202°,后胶枪起始角度为175°、终止角度为205°;调整好前、后胶枪的喷胶量。接着连续用4组、每组约20个空盒进行试机生产,检查发现喷胶位置、喷胶量控制良好。
5 结语
我司在CAM-PMM间歇式装盒机上自行改造增加的喷胶系统,截至目前已经使用较长时间,未出现任何故障,与我司其他设备上使用的诺信喷胶系统相比,其工作噪声低,车间正常生产时几乎听不到喷胶阀喷胶的声音,喷胶量调节也相当简单,只需旋转调节旋钮即可。