柳钢冷轧1250mm轧机乳化液系统控制策略
2018-09-12程文彬汤龙波
程文彬 汤龙波
【摘 要】本文介绍柳钢冷轧1250mm酸连轧机组中的乳化液控制系统,其中包括系统简介、乳化液系统控制。乳化液系统在整个轧机轧制过程中起着分段冷却、和对产品质量起着至关重要的作用。
【关键词】酸连轧;乳化液控制系统
中图分类号: TG334.9 文献标识码: A 文章编号: 2095-2457(2018)13-0078-003
DOI:10.19694/j.cnki.issn2095-2457.2018.13.036
【Abstract】This thesis introduces the Liuzhou iron &steel; group company cold-rolled 1250 mm tandem mill coupled pickle line emulsion control system,including system introduction,the emulsion system control. Emulsion system in the whole play a segmented cooling in the process of rolling mill,and plays an important role in the quality of product.
【Key words】Tandem mill coupled pickle;Emulsion control system
0 前言
柳钢冷轧1250mm酸轧线乳化液主要采用的是安川的E1000变频传动系统、中国一重的设备以及意大利ANSALDO自动化控制系统。1250mm冷轧乳化液系统主要是对轧辊和轧件进行分段冷却,控制轧后板型。乳化液对产品质量有着至关重要的作用。
1 系统简介
1.1 乳化液系统设备结构
乳化液系统整体框架(如图1)
乳化液系统由主循环喷射系统、辅助过滤系统以及温度浓度控制系统组成。
1.1.1 主循环喷射系统
冷连轧乳化液系统主循环喷射系统总体上分为A、B箱2个系统。2个系统分别有主油箱、主泵、喷射调节阀、回流箱和回流泵等组成。主油箱存储乳化液、喷射调节阀控制乳化液流量和压力,回流箱用于收集乳化液,主泵和回流泵控制乳化液的循环流动的压力和速率。在整个乳化液系统中主泵和提升泵是由可调速变频器控制;循环泵是由MCC抽屉柜控制。压力传感器、温度传感器、液位计、流量计等测量仪表为闭环控制提供反馈信息。
1.1.2 辅助过滤系统
在冷轧生产的过程中乳化液中会含有大量的氧化铁皮和细小微利悬浮物,與此同时还会产生污油和废油。乳化液系统的循环利用需要有一个辅助的过滤系统。辅助过滤系统包含了真空过滤器、磁过滤器、撇油器、反冲洗过滤器等。在回流箱收集的乳化液将首先通过平床过滤器过滤大颗的杂物,然后回流到主油箱的污油侧通过磁过滤器和撇油器将细微的磁铁粒子和污油过滤出来保持乳化液清洁度。其中平床过滤器和反冲洗过滤器通过压力反馈实现运行闭环控制;磁过滤器和撇油器是通过设定时间进行开环控制。
1.1.3 温度浓度控制系统
乳化液温度不光影响到乳化液的冷却性能,同时它还关系到轧机轧制的润滑性能和带钢表面的清洁度。在温度浓度控制系统中主要包含了:主箱的循环泵、蒸汽调节阀、冷却器调节阀、轧制油系统和脱盐水系统。
2 乳化液系统的控制
乳化液的控制主要体现在乳化液的喷射、乳化液的清洁度、乳化液的浓度和温度等方面。
2.1 乳化液的喷射控制
乳化液喷射控制主要分为2种方式:主管路压力控制、流量控制。
2.1.1 主管路压力控制
在乳化液喷射控制中,恒压力控制是作为一种主要的控制手段。在轧制过程中乳化液流量要适应喷射装置控制要求,并且压力一旦设定好,无论乳化液流量如何改变,压力都要维持稳定。本系统通过读取管路上压力传感器反馈的压力值与设定的压力值做比较,由ANSALDO的PLC控制系统通过Profibus通讯协议对主泵转速进行PID调节的控制方式调节乳化液系统的压力。
乳化液压力控制如图2所示。
PLC系统通过控制字对变频器装置进行控制,控制字1主要包括:泵风机运行、泵正反转、使能、电气脉冲封锁OFF2命令、快停OFF3命令、复位命令;控制字2为转速给定。变频器装置将运行状态通过状态字反馈回PLC系统中形成闭环控制,其状态字1包括:合闸准备好、合闸信号、运行信号、故障、电气脉冲封锁OFF2信号、快停OFF3信号、合闸封锁、报警、本地控制;状态字2为转速反馈;状态字3为电流反馈等。
2.1.2 乳化液流量控制
乳化液的流量控制系统可以设定每个机架所需的流量,是通过每个机架各自的流量传感器反馈回来的流量值与设定的流量值做比较,由ANSALDO的PLC控制系统通过Profibus通讯协议进行PID调节控制调节阀的开口度。其控制电流为4~20mA对应0%~100%调节阀开口度。在实际轧制过程中,流量的给定是随着轧制速度的变化而变化。当轧制速度较快时,乳化液流量会随之增大。
乳化液流量控制如图3所示:
轧机5号机架由于直接影响到出口带钢板型所以在流量控制上比较特殊。它是由ABB板型仪采用恒压力所控制。板型仪的板型辊横向辊面有4组每组22个检测钢带板型的压力传感器,板型仪根据压力传感器反馈的读数所反映的板型状况来调整5机架乳化液每段喷射的流量,实现调整板型的功能。
2.2 乳化液清洁度控制
乳化液的清洁度控制主要是控制乳化液的杂质过滤。真空过滤器采用的是博南润滑控制系统。回流的乳化液需要经过真空过滤器的滤纸,当过滤纸两边压差到达设定压差值纸带电机会自动更换新滤纸,每次更新8米滤纸。压差主要是由滤纸干净程度决定的。反冲洗过滤器采用的是HYDAC的FR3过滤器。当异物塞满滤网,压差到达设定值之后开始自动进行反冲洗将滤网清洗干净。而磁过滤器和撇油器则采用的是中国一重设备,采取的是时间开环控制方式。设备运行按照设定的运行时间和停止时间进行启停。
2.3 乳化液配液控制
乳化液配液是有温度和浓度要求的。根据不同的带钢厚度所要求的乳化液温度和浓度也有区别。
2.3.1 乳化液温度控制
在乳化液温度的控制中,蒸汽调节阀和冷却水调节阀开口度实现温度的控制,系统会根据要求的设定浓度通过Profibus通讯协议经过远程站4~20mA信号输出分别控制蒸汽调节阀和冷却水调节阀。而在主油箱的温度传感器则为系统的温度闭环调节提供控制依据。
乳化液流量控制如图4所示:
2.3.2 乳化液浓度控制
乳化液控制中浓度控制直接影响到产品质量是控制中最重要的的一环,影响到乳化液浓度主要的因素为加油量和加水量。
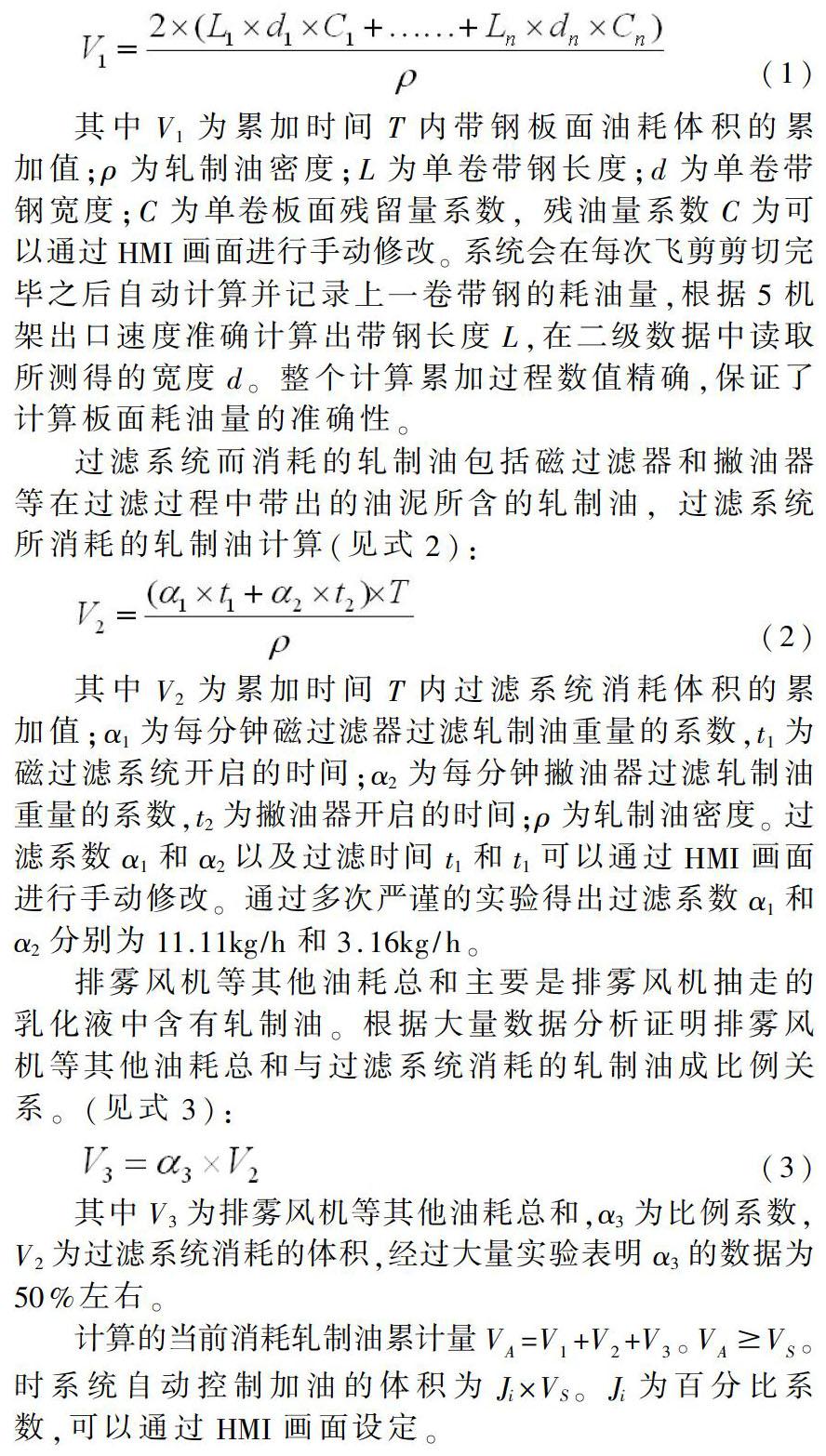
在生产中乳化液轧制油消耗主要体现在板面残留、过滤系统消耗、以及排雾风机等其他油耗。在本系统中乳化液配液是通过全自动控制实现的。VA为当前理论轧制油消耗累计值。VS为加油量设定值。当VA?叟VS,即理论累计值?叟设定值时乳化液系统开始自动加油。而加油体积累计值VA从0累加到VS所用的累加时间为T。
带钢板面残留量是带钢在轧制过程中经过乳化液的冷却附着在带钢表面的轧制油,板面残留消耗的轧制油计算(见式1):
其中V1为累加时间T内带钢板面油耗体积的累加值;?籽为轧制油密度;L为单卷带钢长度;d为单卷带钢宽度;C为单卷板面残留量系数,残油量系数C为可以通过HMI画面进行手动修改。系统会在每次飞剪剪切完毕之后自动计算并记录上一卷带钢的耗油量,根据5机架出口速度准确计算出带钢长度L,在二级数据中读取所测得的宽度d。整個计算累加过程数值精确,保证了计算板面耗油量的准确性。
过滤系统而消耗的轧制油包括磁过滤器和撇油器等在过滤过程中带出的油泥所含的轧制油,过滤系统所消耗的轧制油计算(见式2):
其中V2为累加时间T内过滤系统消耗体积的累加值;?琢1为每分钟磁过滤器过滤轧制油重量的系数,t1为磁过滤系统开启的时间;?琢2为每分钟撇油器过滤轧制油重量的系数,t2为撇油器开启的时间;?籽为轧制油密度。过滤系数?琢1和?琢2以及过滤时间t1和t1可以通过HMI画面进行手动修改。通过多次严谨的实验得出过滤系数?琢1和?琢2分别为11.11kg/h和3.16kg/h。
排雾风机等其他油耗总和主要是排雾风机抽走的乳化液中含有轧制油。根据大量数据分析证明排雾风机等其他油耗总和与过滤系统消耗的轧制油成比例关系。(见式3):
其中V3为排雾风机等其他油耗总和,?琢3为比例系数,V2为过滤系统消耗的体积,经过大量实验表明?琢3的数据为50%左右。
乳化液设置AB两个系统,A系统高浓度起到轧制润滑作用,B系统低浓度主要起到清洁板面作用,因此高速轧制时板面不可避免将A系统轧制油带入B系统。为保证板面清洁度及板面铁粉残留低,对于B系统电导率、铁含量控制要求高于A系统,B系统乳化液需要及时更新补充新水。在系统控制中采用从B系统自动倒箱到A系统方法加快B系统乳化液更新速度,提高板面清洁度。每次自动补油后优先从B系统倒箱补A系统液位,如果倒B系统不够补到设定控制液位则再启动补新脱盐水。每次倒箱的乳化液体积可以通过HMI画面控制。
乳化液系统浓度自动控制流程提如图5所示。
3 结束语
柳钢冷轧1250mm轧机乳化液系统自动控制程度较高,工序能力指数cp值保持在1.35~1.76之间,标准差在0.14~0.2之间。整个乳化液控制系统对于提高产品质量,降低劳动力成本起着至关重要的作用。
【参考文献】
[1]张景劲.板带冷轧生产.冶金工业出版社,2008.
