新型350 MW超临界供热机组调试期间故障分析及处理
2018-08-25安宗武孟颖琪刘超李长海吴忠胜
安宗武,孟颖琪,刘超,李长海,吴忠胜
(1.西安热工研究院有限公司,西安 710032; 2.深能保定发电有限公司,河北 保定 072150)
1 设备概况
某电厂350 MW级供热机组是哈尔滨汽轮机厂有限责任公司首次采用高、中压分缸结构的机型,低压缸进汽采用360°蜗壳式全周进汽方式。为进一步提高汽轮机缸效率,高、中压缸通流部分应用了小间隙汽封、多级小隔板套结构等新技术,其中高压转子1~6级叶顶汽封采用刷式汽封,剩余部分和中、低压转子叶顶汽封采用镶片式不可调整汽封,高、中压缸静叶围带喷涂可磨耗涂层,以进一步减小径向间隙。
使用新型汽封后,汽轮机通流部分的轴向和径向间隙比常规机组显著缩小,依据设计和小间隙启动报告[1],在汽轮机启动过程中允许动、静部件轻微摩擦而不会引起过大的振动,同时也不会磨损转子表面。
2 机组轴系及临界转速
机组轴系由高压、中压、低压、发电机4根转子构成,采用“N+1”支撑方式,为落地式轴承座,各转子之间均通过联轴器刚性连接。高压与低压转子两端各有一个轴承支撑,采用四瓦块可倾瓦式轴承;中压转子无支承,电机转子两端为椭圆瓦轴承支撑。推力轴承布置在#2轴承处的高压转子上,是整个轴系的相对死点。机组临界转速见表1,轴系组成如图1所示。
3 机组振动情况
2017年11月28日,#1机组首次冲转,历经20h的多次冲转、磨合,定速3 000 r/min,完成空负荷和电气并网前的试验后进入带负荷试运行阶段。在此期间,机组共出现了9次因轴瓦振动过大被迫打闸停机的故障,其中冲转过程中因#1瓦、#2瓦、#6瓦轴振大保护跳机6次,带负荷期间因#2瓦轴振大保护跳机3次。机组振动问题已严重制约了试运行进度,危及设备安全。
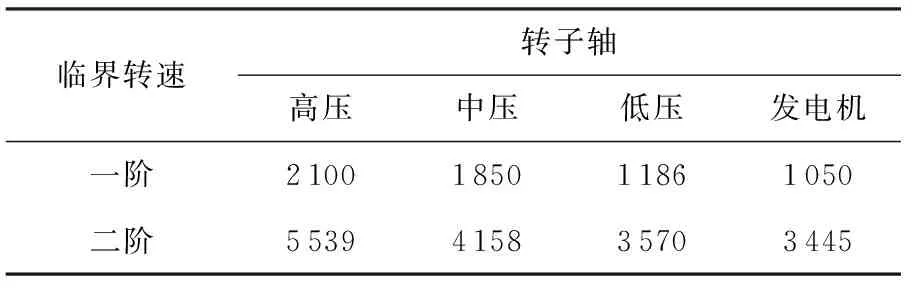
表1 轴系临界转速 r/min

图1 机组轴系示意
汽轮机首次冲转前主蒸汽压力为5.5 MPa、温度为417 ℃,再热蒸汽压力为0.40~0.80 MPa、温度为420 ℃,凝汽器真空度为-89 kPa,润滑油温度为38 ℃,轴封母管蒸汽温度约为280 ℃,偏心28 mm。
3.1 碰摩振动
2017-11-28 T 01:24,汽轮机冷态冲转,升速率为100 r/min,至500 r/min时打闸摩擦检查无异常,升速至600 r/min低速暖机约40 min,此过程机组各轴瓦振动均正常。02:41,机组继续升速至933 r/min时,#6瓦轴振6X从15 μm升至192 μm,6Y从14 μm升至205 μm,手动打闸停机。降速至800 r/min时,#6瓦轴振6X为28 μm,6Y为33 μm,轴振明显下降。转速到零后投入连续盘车。
03:20,机组冲转,升速过程中,在1 300,1 418r/min转速下,#2瓦轴振2X从57 μm快速升至392 μm,2Y从55 μm快速升至307 μm,同时#3瓦轴振3X从16 μm爬升至283 μm,3Y从14 μm爬升至192 μm,因机组轴振过大保护动作跳闸2次。跳闸后,随着转速的下降振动幅值也缓慢下降,但转速降至218 r/min时,#3瓦轴振出现了攀升又回落的现象。
从图1可见,励磁机小轴是和发电机转子同轴铸造,没有设计稳定轴承,外伸端载荷较轻,有一定的晃动。启动时密封油温度低,密封瓦在一阶临界转速前出现振动突变,#6瓦应为早期碰摩。
由于该机组高、中压通流部分采用了小间隙、多级小隔板和静叶围带可磨涂层技术,不但轴向和径向动静间隙小,而且涂层需要不断磨合,很容易发生碰摩。从升速过程中#2,#3瓦的振动频谱和趋势图可以看出,振动以基频成分为主,相位变化大,振幅波动大于30 μm;跳闸后转速下降过程中,振动较大且幅值下降缓慢,有抖动趋势,判断转轴发生了径向、轴向碰摩[2]。
根据汽轮机小间隙汽封特点,若暖机不充分、涂层磨合时间短,则容易发生碰摩,必须采取应对措施。(1)分别在600,800,1 000 r/min停留约10 min,监测轴振变化趋势并阶梯升速,然后快速通过临界转速区域;(2)修改汽轮机数字电液控制系统(DEH)高、中压缸流量控制曲线,由转速计算的流量指令按照 3∶1的阀位比例分配给高、中压阀门,增大高压缸流量以提升暖机效果,尽量减小因膨胀不良而产生的动静碰摩;(3)及时调整轴封供汽的温度在正常范围内,避免因轴封温度过高引起局部膨胀而产生碰摩;(4)提高发电机密封油温度,降低黏度,增强油的流动性,使密封瓦膨胀,增大与转轴之间的间隙,减少碰摩的几率。
采取上述措施后汽轮机再次冲转,#2,#3,#6轴瓦振动良好。
3.2 振动测量支架共振
机组冲转过程中,过临界区时,在2 242,2 233,2 284 r/min转速下,#1瓦轴振振幅分别突升至跳闸值以上约2 s,振动波形较陡,导致机组因振动过大保护动作跳机。此振动出现在临界区附近,突升时间很短,波峰很大,但又能很快恢复至正常值,3次振幅突升时的转速也很接近。查看频谱图,突升发生时相位稳定,基频分量不大,因此可排除碰摩,应该与测量装置元件共振有关。
检查测量装置,测量该机组#1,#2,#3瓦的轴振时,是将电涡流传感器固定在支架上,支架又固定在轴承座上,由于固定支架刚度不足,在临界区发生了共振,出现了较强的振动突变。利用停机机会打开轴承上盖,对固定支架采取了加厚、拉筋等加强措施,有效解决了支架共振问题。另外,将机组启动程序的临界区调整为1 350~2 350 r/min(原设定为1 000~2 200 r/min),使之在2 200 r/min左右能快速通过从而避免共振。采取上述措施后,冲转过程中#1瓦再未出现过振幅突变问题,振动水平良好。
11月28日,从启动到定速历时20多h,经充分暖机和较长时间的静叶围带涂层磨合,轴向和径向间隙适应性不断改善,碰摩逐渐减轻直至消失。2017-11-28 T 22:05,汽轮机定速3 000 r/min稳定运行,振动为优良水平,各轴瓦振动值见表2。
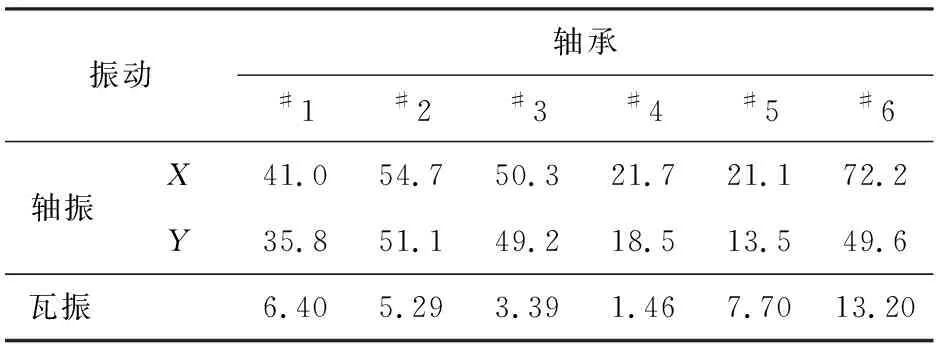
表2 各轴承振动数据 μm
3.3 中压缸膨胀不良
2017-12-01 T 03:40,机组首次并网带初负荷,各轴瓦振动正常。带80 MW负荷运行13 h后,#2瓦轴振2X,2Y分别从95,85 μm开始缓慢爬升。17:28,#2瓦轴振2X升至261 μm,2Y升至212 μm,机组振动大保护跳闸,#3瓦轴振也升至125 μm和112 μm报警值。
12月3—4日,机组并网带负荷运行,在170,220 MW负荷运行时,#2瓦轴振缓慢爬升至跳闸值被迫停机。
从带负荷运行情况分析:首先,振动爬升过程中运行参数没有做大的调整,但是随着带负荷运行时间的延长,振动出现了大幅爬升、回落的不稳定现象,由频谱分析可知,振动主要为基频分量,并且振幅波动具有随机性;其次,带负荷阶段#3高压加热器和四段抽汽的投退对振动也会产生一定的影响。因此初步判断,振动增大的原因可能是中压缸膨胀不良引起了径向碰摩[3]。
通过排查中压缸及相关联的管道系统,发现随着带负荷运行时间增加和汽温升高,中压缸前后猫爪出现了一定的间隙,汽缸被轻微抬起,低压旁路管道和再热管道向炉侧的位移量也超过了设计值。猫爪出现间隙的原因可能是中压缸膨胀受阻而引起了变形,低压旁路管道和再热管道向炉侧位移量超标可能是再热管道异常膨胀引起的。依据相关经验和设计要求,检查了与中压缸相关的抽汽管道、再热蒸汽管道、再热主汽门与汽缸本体,以及各部位的变力和恒力弹簧支吊架的工作状态等,逐项排查影响中压缸膨胀的因素。
汽轮机和锅炉之间通过主、再热管道相连,两者相对独立膨胀,不会相互影响,由于汽轮机管道较短,膨胀量小,相对于炉侧,汽轮机为相对死点,但也允许锅炉少量膨胀(设计值)向汽机侧移动。由于管道安装过程中管线形态、位置以及支吊架等部件的性能可能发生一定变化,造成管道局部区域应力增大、对端点推力增大等,机组带负荷运行一段时间后管系的膨胀问题才能暴露出来。现场检查发现,再热管道设计了炉侧向机侧的单向限位支架,而实际是低压旁路管道和再热管道向炉侧偏移,偏移量超出了设计值,判断为再热管道出现了异常膨胀[4]。停机后待机组和管道完全冷却,恢复至初始值,经设计人员重新核算,将再热管道设置双向限位支架,保证汽轮机和锅炉在允许的范围内相对膨胀,消除相互牵引。
检查再热主汽门与中压缸的膨胀情况,再热主汽门与中压缸为一体连接,汽门底部设有恒力弹簧支架,汽门蒸汽出口通过导汽管与汽缸下进汽口相连,因此汽缸受热膨胀时主汽门的膨胀方向应与汽缸膨胀方向一致。由于主机厂提供给恒力弹簧厂家的再热主汽门膨胀方向有误,导致恒力弹簧出厂时冷态调节的位置为热态位,中压缸热态膨胀后,弹簧不能与主汽门同方向移动,反而使主汽门成为膨胀的死点,中压缸向下膨胀的力通过导汽管反作用在汽缸上,影响汽缸向下膨胀。查明原因后重新调整了恒力弹簧的冷、热态位置。
检查抽汽管道,发现四抽管道底部遗留有施工时的临时支架未拆除,也影响了汽缸向下膨胀,随即联系安装人员将其拆除。
另外,#2瓦带负荷后振幅波动且随运行时间的延长爬升,除有中压缸膨胀不良导致碰摩的原因外,还存在2倍频、3倍频分量,应该有较大的热不平衡力。经过现场高速动平衡校正,在#2瓦对轮处加装了575 g配重,基本消除了热不平衡力。
经过上述处理后机组再次启动,带负荷至320 MW时各轴瓦振动水平优良,振动数据见表3。
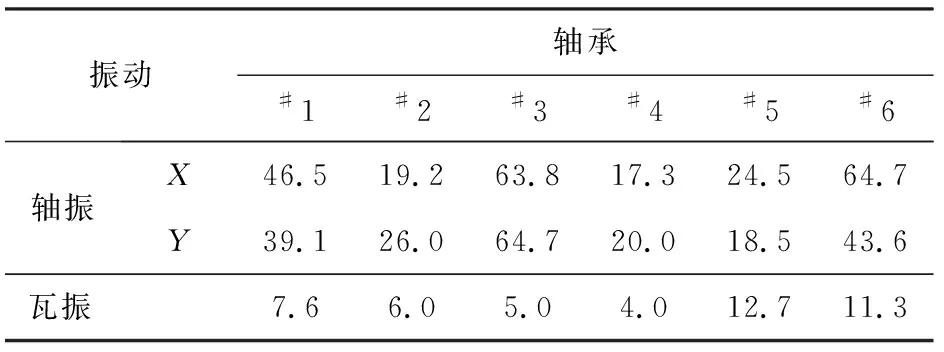
表3 各轴承振动数据 μm
3.4 汽流激振
当#1机组继续升负荷到大于330 MW时,#1瓦振动明显逐步升高,1X升至110 μm,1Y升至108 μm,降负荷至300 MW时振动又恢复至正常值。从频谱分析可知,振动发生时为低频振动,以0.75倍频为主且重复性明显。根据振动机理和经验[5],可以判断为典型的汽流激振。消除汽流激振的措施主要有4个方面:(1)调整汽缸和转子中心,避免运行中转子和汽缸中心发生明显偏移;(2)增大转子与隔板之间的轴向间隙,减少汽流涡动的激振力;(3)改变调节阀的开启顺序,避免转子在单侧蒸汽力作用下发生明显的径向偏移和在转子上产生不平衡力矩;(4)采用稳定性较好的轴瓦。
考虑到该机组尚在试运行阶段,不方便调整汽缸和转子中心,轴瓦采用可倾瓦,一般来说稳定性较好,该机组小间隙汽封多级小隔板结构已无法改变,因此只有将当前单阀控制方式改为顺序阀控制方式比较方便。在取得厂方代表同意后,转换为顺序阀(阀序为1—3—2—4)运行,机组顺利升负荷至350 MW,各轴瓦振动水平优良。
4 低压缸轴端带水
在投运初期及正常运行过程中,低压轴封经常会出现汽封带水问题,根据现场处理经验[6],一般出现此类情况的原因是低压轴封减温减压器喷嘴堵塞导致雾化能力差或低压轴封供汽温降大。检查减温减压器喷嘴并未堵塞,排除雾化差的原因,应该是低压轴封供汽管道的温降太大和轴封回汽不畅所致。低压轴封两端的供汽、回汽管道都是穿过凝汽器后将蒸汽送到轴端的,凝汽器的冷却使汽封温降太大,到轴端后已没有过热度;另外,轴封压力升高后轴端冒汽,低压轴封回汽管道沿程爬坡较大,而且疏水在靠近轴封冷却器侧,容易在U形弯处积水形成水塞,导致回汽不畅。原因查明后,将低压轴封穿过凝汽器的管道加装隔热套管,减少蒸汽温降,提高过热度;同时,在回汽管道的最低点增设疏水防止水塞,采取相应措施后,低压轴封运行正常。
5 高压缸轴端漏汽
#1机组轴封自密封后,发现高压缸汽封两端蒸汽外漏,而且随着负荷的升高愈加严重。轴封自密封后辅汽供汽阀关闭,高、中压轴封漏汽作为低压轴封的供汽,通过溢流阀来调节轴封的压力。发现轴端漏汽后开大溢流阀的开度降低轴封压力,但蒸汽外漏并没有减轻,而且轴封供汽母管的温度也从280 ℃逐渐升高到400 ℃,分析认为汽封出现异常。
该机组高压缸设计有内外缸夹层漏汽至再热冷段,第1级汽封漏汽至四段抽汽,轴端为轴封的供、回汽管道,自密封后轴封母管温度异常升高,确定有其他漏汽经轴封蹿至轴端,导致轴封回汽流量增大,从轴端冒出。现场检查发现,在第1级汽封漏汽至四段抽汽的管道上加装了性能试验用节流孔板,导致漏汽无法顺畅流动至四段抽汽,通过轴封蹿出,造成轴封母管温度升高并外漏。查明原因后,利用停机的机会,取消节流孔板。机组再次启动带负荷试运行,轴封自密封后高压缸轴端蒸汽外漏故障消除,轴封温度正常。
6 结论
哈尔滨汽轮机厂有限责任公司生产的新型350 MW高、中压分缸供热机组,在汽轮机高、中压缸通流部分采用小间隙、多级小隔板套结构,并在隔板汽封应用了可磨涂层等新技术,汽轮机的轴向和径向间隙大大减小,提高了缸效率,但也给汽轮机的启动和运行带来一定的问题,冷态启动工况复杂且时间很长,正常运行中还会发生碰摩,出现随机性的振动。运行人员需要不断摸索总结,梳理出适合该机组运行的参数、启动方法并掌握振动突变时的应对策略,防止发生较大的碰摩,引发机组弯轴事故。调试期间出现的机组轴承振动大、汽流激振、低压轴封带水、高压缸汽封异常等故障,也是新机组试运行期间较典型的故障案例,通过分析、排查和处理,可为今后同类型机组启动和试运行提供参考。
