数字模拟阶段的控制及提升
2018-08-24杨庆志曹江怀奇瑞汽车股份有限公司
文/杨庆志,曹江怀·奇瑞汽车股份有限公司
奇瑞汽车通过十多年的正向开发,发现在整个产品的实现过程中都会产生表面缺陷。具体有产品设计阶段、冲压工艺(模具)设计阶段,模具制造阶段,批量生产管理,板料性能控制等。
产品数据作为整车开发的第一阶段,若自身带有大量缺陷、工艺无法解决的问题而导致表面缺陷,将无法在后期的实物开发阶段解决。本文将重点针对产品数据阶段产生车身覆盖件缺陷的原因,识别方法、控制方法及改善方法等方面进行探讨。
设计阶段面品控制的几个阶段
产品数据阶段大致可以分为油泥模型阶段、点云扫描阶段、CAS阶段、数据分析阶段(即同步工程阶段)。油泥模型为手工制作,型面偏差3mm极为正常,且覆盖件及整车表面质量相对较差,只能进行大致的造型和基础的冲压工艺分析。
油泥模型评审完成后,会有专业的技术人员进行点云扫描、点云输入、点云处理,进行详细的A面设计。以一个车型为主:一般情况下,要求有比较严格的A级曲面,由四个人来完成,需要约两个月时间(不包括扫面时间)。
第一阶段
主要是根据扫描的点云及模型的特征做出完整的数字模型,模型的局部过渡区域不一定要花费大量的时间做到与基础面G3连续,一般做到G1连续即可,我们一般称之为C级表面。但是主要的面及母体一定要做到精度足够好,不然第二阶段会花费更多时间来做修改。另外一点就是尽可能的接近点云(如果点云的质量足够好),因为点云是反映了模型的特性,通常要求尺寸精度控制在0.5mm之内。此时,数据表面质量调整的工作大约完成了50%。
第二阶段
主要是精确的制作B级曲面,一些细节的调节,主要是对型面、过渡面、特征、匹配关系等进行更改。此阶段一般情况下都是抛开了点云,在C级表面的基础上进行优化,达到G2连续。此时,数据表面质量调整的工作大约完成了70%。
第三阶段
主要是精确的制作A级曲面,此阶段不需要对型面、过渡面、特征、匹配关系等进行更改,仅需要进行面的精细化调整。对于A级曲面,必须满足相邻曲面之间的间隙在0.005mm以下(有些汽车厂甚至要求到0.001mm),切向改变(tangency change)在0.16°以下,曲率改变(curvature change)在0.005°以下等,符合这些标准才能确保汽车表面覆盖件的环境反射不会存在瑕疵(各企业的标准和要求不一致,对面的质量要求可能存在差异,此处数据仅供参考)。此时,数据表面质量调整的工作大约完成了98%。
最后根据完成的A面铣削整车模型,显示真实效果如图1所示,再根据实物效果进行评估和改进。此时,修改的地方已经极少了。
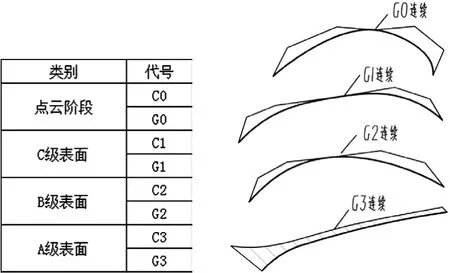
图1 数据模型A面连续性的对比示意图
从点云扫描一直到冲压模具调试出件,大约需要近三年时间,在这个较长的阶段,我们所接触的都是油泥模型和数据模型,如何在此阶段内进行数据表面质量评估和改进,就涉及到我们现在常用的数据模拟分析。
设计阶段数值面品模拟评价方法
汽车A级曲面,是能被用户直接观察到的表面。对于A级曲面,主要的模拟评价方法有三种,斑马线、曲面曲率法和色彩光照图,常用的方法为前两种。
⑴斑马线法主要是通过软件模拟曲面的高光。高光对曲面上点的法矢方向的变化十分敏感。轮廓图的杂乱无章表明曲面上相应区域内曲率分布不均。在G1连续的边界处,高光轮廓图有断点,对G0连接则不连续如图2所示。
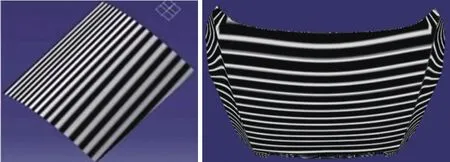
图2 斑马线分析
⑵不规则的轮廓图表明曲面上相应区域质量不好(不光顺)。曲率半径检查比高光检查容易,因此在设计阶段常采用这种方法。但是,仅用曲率轮廓图检查对于评估曲面质量是不够的。因为有时曲率轮廓图看起来很好,但是高光分布图(图3)有波动,必须对曲面进行修改——曲面断面线法。
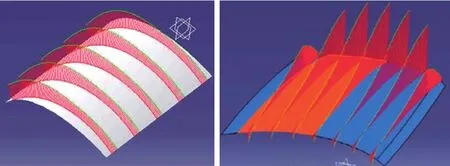
图3 高光分布图分析
设计阶段数值面品模拟的开展实例介绍
对CAS面质量进行检查(free style环境下)并提出工艺问题,推动产品进行同步更改。首先利用CATIA软件,斑马线检查面视觉效果:点击斑马线检查命令,设置如图4所示,检查CAS面钣金部分是否存在叠加、不连续、不对等等现象。
例如对某车型门外板进行斑马线检查,检查结果见表1和图5。
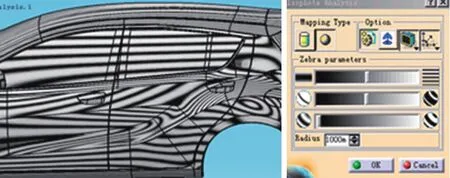
图4 CATIA斑马线分析示例

图5 CATIA斑马线分析缺陷部位详细展示

表1 某后门斑马线检测缺陷列表
设计阶段面品控制的前期工艺要求输入
在油泥模型制作前期和数据优化的第一阶段、第二阶段,工艺开发部门可以优先将工艺需求发送至造型部门,在项目的前期进行规避。可提高数据的表面质量、工艺性,也可减少后期优化所浪费的人力、物力及时间。
例如:前翼子板相关尺寸和结构形式的需求,如图6所示的油泥造型,就存在四个问题需要在设计前期考虑。

图6 数字样车翼子板缺陷图
大灯配合区域
零件尖角θ小于30°(2D),零件此处表面变形;大灯尖角处R角值太小,成形、翻边质量差;模具强度弱、寿命短,如图7所示。
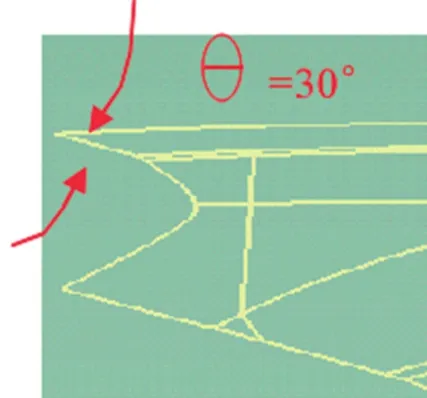
图7 翼子板尖角示意图
以上问题的更改建议方案以及相应的推荐更改方案,如图8所示。
前翼子板与发动机罩分界线区域
分界原则:尽量增大发动机罩的面积,减少翼子板的面积,分界线尽量为直线。
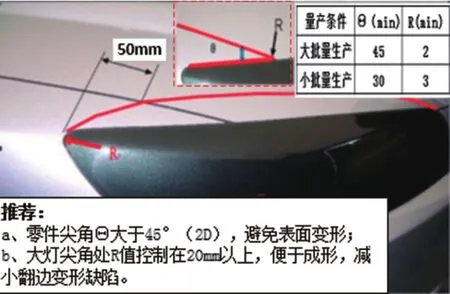
图8 翼子板尖角更改推荐方案
原因:减少翼子板的面积可以有效改善翼子板上部侧整的量,进而减轻翼子板回弹;同时可以降低间隙对外观的影响,图9为问题描述和更改建议示意图。
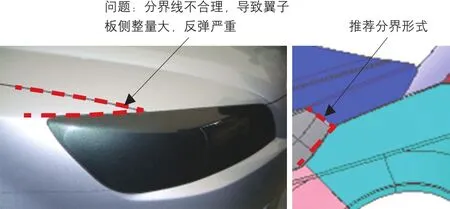
图9 翼子板分块建议示意图
翼子板与侧围、前门配合区(三角区)
问题:翼子板与侧围、三角块的分界线不佳,导致翼子板三角块区成形困难,面品不佳。翼子板与侧围、三角块的分界线不佳,导致翼子板三角区成形困难,翻边开裂;翼子板与侧围尺寸配合很难控制,如图10所示;翼子板三角区域更改建议,如图11所示。
门槛配合区
问题:翼子板下部与门槛配合区为A面,与侧围门槛匹配困难,成形复杂,更改建议,如图12所示。
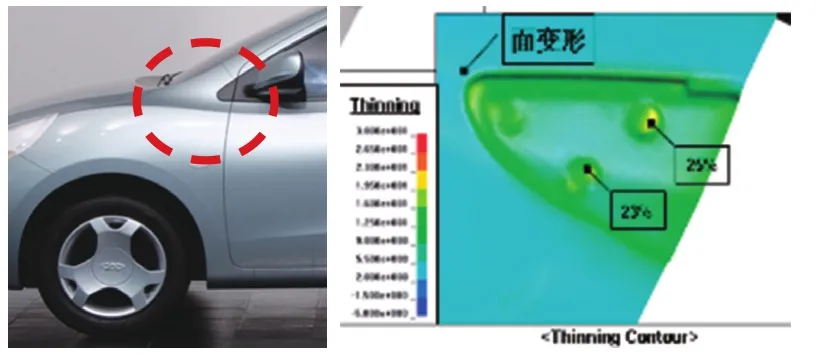
图10 翼子板三角区域问题
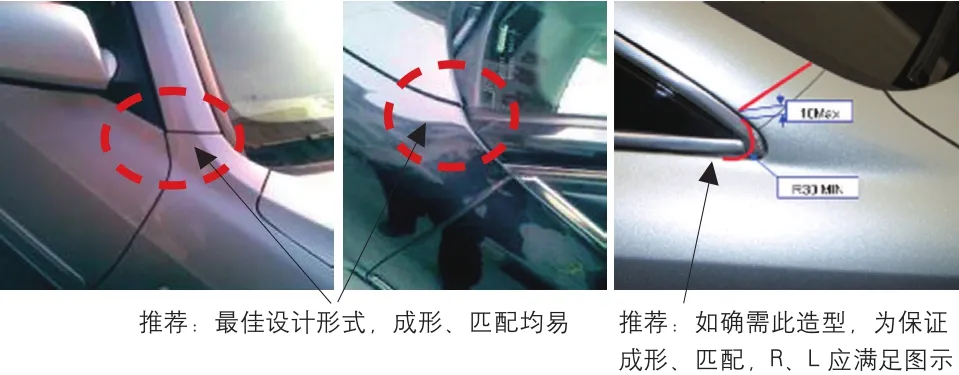
图11 翼子板三角区域更改建议
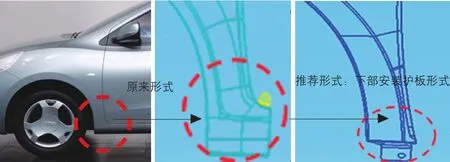
图 12 翼子板下部分块建议
结束语
本文通过对油泥模型到数据完成的整个过程,各阶段的表面质量工作开展、质量要求等进行介绍。简述了一种最为常用、简单、快捷的表面质量检查方式,并通过实例讲解,建议将工艺对造型、数据的要求等提前输入给造型部门及表面数据处理部门,做到提前控制、规避。
表面质量较高的A面数据是车身表面质量控制的基础,没有好的数据,必定没有好的实物质量。车身表面质量控制需要从油泥模型及初步数据开始,贯穿整个项目开发。
