电动车用4812型LFP模组开发
2018-08-03朱明海周寿斌
朱明海,黄 毅,周寿斌
(江苏华富储能新技术股份有限公司,江苏 扬州 225600)
1.引言
中国是全球电动自行车生产和销售第一大国,目前社会保有量约2亿辆,年产量3 000多万辆,已成为老百姓中短途出行的重要交通工具。
随着对日常消费品环保和轻便的精神需求,老百姓越来越青睐配有锂电池组的电动自行车。磷酸铁锂电池(LiFePo4,LFP)不含任何重金属与有害元素,无论在生产和使用过程中都和环境友好,避免了传统铅酸电池对环境的污染问题[1];相同容量的48 V12 Ah电池组,锂电池组重量仅4.5 kg,约占铅酸蓄电池重量的27%,质量轻便的特点受到了中老年、妇女群体以及学生一族的广泛喜爱。
设计开发的48 V12 Ah磷酸铁锂电池组在保证安全的前提下,相对于同型号铅酸电池组,续行里程更远,充电速度更快,使用寿命更长。
2.实验
(1)设计方案
电动自行车用锂电池模组开发,优先考虑民用产品的安全性问题。
第一,主要原材料采用进口品牌和国内一线生产厂家,最大程度保障电芯在滥用状态下的安全性能。
第二,通过对DSC的数据对比,磷酸铁锂电极允许的过充电电压达到了0.7 V,远大于其它3种锂正极材料,所以磷酸铁锂电极是目前为止所有开发出来的产业化正极材料中最稳定和安全的[2]。
第三,电芯封装采用铝塑膜软包结构,万一发生短路隐患,软包电池会鼓气膨胀,破坏热失控条件,而不像钢壳或铝壳电芯那样发生燃烧或爆炸。
第四,保护板由国内品牌电动汽车用BMS供应商设计研发,按照车用锂电池模组的控制级别和保护策略定制。
(2)实验材料
磷酸铁锂粉末:Li,Fe,P的质量含量分别在4.2%~4.9%,32%~35%和18%~21%范围,D90=15 um,振实密度≥0.8 g/ml,比表面积在(15±2) m2/g;人造石墨:灰分≤0.03%,D90=18 um,振实密度≥1.04 g/ml,比表面积在(1.4±0.1) m2/g,电化学性能≥340m Ah/g;电解液:TJ-0907CHF高温低阻型凝胶态聚合物电解质,密度(1.23±0.02) g/ml,电导率(9.1±0.5) mS/cm,HF≤15 ppm,Fe≤1 ppm,Cl≤1 ppm;隔膜采用20 um湿法拉伸隔膜配合4 u三氧化二铝陶瓷涂层。
涉及的其它材料为江苏华富储能新技术股份有限公司正常采购目录产品。
(3)电池制作
电芯由公司自产,磷酸铁锂正极配合电动汽车级别人造石墨负极,采用双油性工艺,经涂布、高温热压、裁切装配、注液化成等工序制作软包结构HF1866133LFP12.5 Ah单体锂电芯。每只电芯进行铝层和极耳之间的耐压测试,确保电芯长期使用寿命。
电池制作按照16串串联方案,可以保持和市场上电动车用48 V12 Ah铅酸电池组的互换性及充电器的通用性;采用PCB电路板、无铅焊锡工艺先焊接主电路,再接插保护板控制电路。
电池组完成电路连接后,放入环氧或塑料壳子进行封胶,把电池底部和极耳部分用硅胶灌封,最大程度保护电池,防止电池在强振动环境中损坏,另外也可以彻底隔绝水汽,防止凝水,保障电池在冷热交替环境中正常使用。
电池模组三视图及尺寸如图1所示,针对具体车型,可以定制塑料或者钣金形式永久支撑结构。
(4)仪器与测试
检测仪器采用高精度BTS-xcf08(10 A/12 V-48 V)型动力电池组综合测试系统(湖北德普电气股份有限公司)。
容量测试:25 ℃±5 ℃条件下,充满电的锂电池组用6 A放电至终止电压42 V,记录放电时间。
充电测试:25 ℃±5 ℃条件下,按设定电流充电至锂电池组电压上升到58.8 V,再恒压58.8 V充电至电流下降到0.4 A停止。
100%DOD循环测试:①放电测试,按容量测试方法进行;②充电方法,25 ℃±5 ℃条件下,按设定电流充电至锂电池组电压上升到58.8 V,再恒压58.8 V充电至电流下降到0.4 A或续充3 h停止,静置1 h;③重复步骤①②,直至放电时间连续3次低于96 min停止。
3.结果与讨论
(1)安全性
第一,单体电芯按QC/T 743--2006《电动汽车用锂离子蓄电池》 6.2.12.4,6.2.12.6,6.2.12.7的试验方法,满足5.1.11跌落、抗挤压、抗穿刺的技术要求。
第二,磷酸铁锂电池组经过充电、过放电、高温充电、外部短路等极端条件试验,保护板能动作自动切断电路,未发生漏液、起火和爆炸等现象;锂电池组故障排除后能自动恢复正常工作。
(2)放电特性
挑选容量相当的48 V12 Ah铅酸和锂电池各1组,做6 A放电容量测试,时间-电压曲线如图2所示。放电过程中,经过相同放电时间对应的电压,锂电池组比铅酸电池组高6%以上,即使相同放电Ah容量,锂电池组比铅酸电池组能多输出6%以上的Wh能量,对应行驶多6%以上的续行里程。电动自行车用电机的电磁力矩M与蓄电池输入电压U的平方成正比,在相同的负载状态下运行时,锂电池组输入电源电压高,则电磁转矩更大,电动自行车启动、爬坡显得“有劲”[3];同时转子的转速也快,蓄电池组放电后期,配套锂电池组的电动自行车速度明显快得多。
(3)充电特性
表1是48 V12 Ah铅酸电池组和铁锂电池组分别用普通充电器充电的测试参数,铁锂电池组的充放电效率能达到98.01%,比铅酸电池组高出2.4个百分点,具有节能降耗优势。
铁锂电池组的恒流充电比95.02%,铅酸电池组的恒流充电比仅85.71%,一个全充电过程,铁锂电池组比铅酸电池组快了1.3 h左右,对于快递物流、外卖小哥等需要中途快充补电延长续行里程的群体再适合不过了。当然如果采用高功率充电器,在不影响实际使用寿命的前提下,铁锂电池组充电电流最大支持1 C充电,铅酸电池组仅0.25 C,对于一个放完电的全充电过程,铁锂电池组1 h基本充满了,而铅酸电池组最少5 h以上才能充满[4]。
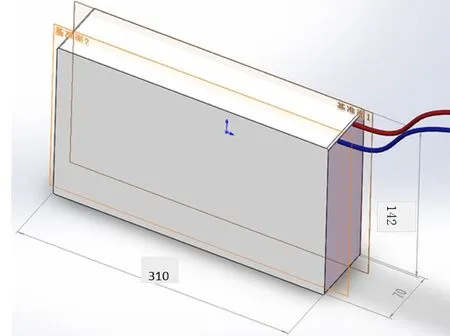
图1 电池模组三视图
48 V12 Ah铅酸电池组循环485次剩余容量9.66 Ah,占初始容量的72.80%;磷酸铁锂电池组循环510次剩余容量12.27 Ah,占初始容量的93.52%,磷酸铁锂电池组循环寿命比铅酸电池组优势明显,48 V12 Ah铅酸电池组与铁锂电池组2hr 100%DOD循环寿命曲线如图3所示。按照剩余容量/初始容量=70%作为循环寿命终止条件,根据循环寿命曲线走向趋势分析,铅酸电池组循环寿命实验已基本结束,而磷酸铁锂电池组预计循环寿命在1 500次以上。
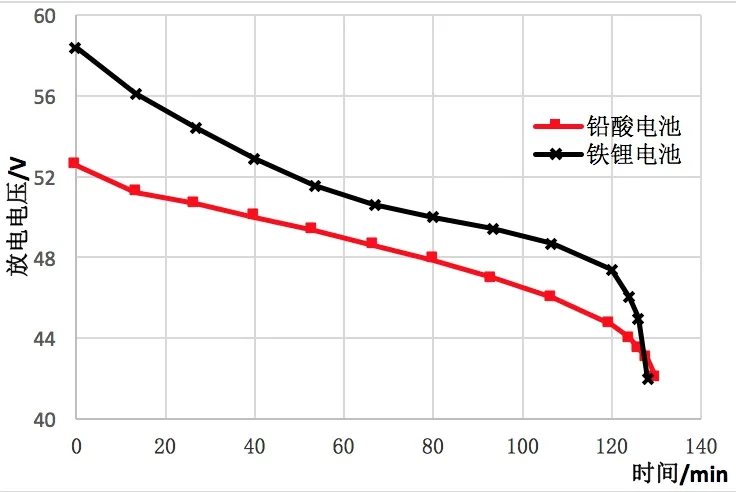
图2 铅酸与铁锂电池组放电特性曲线
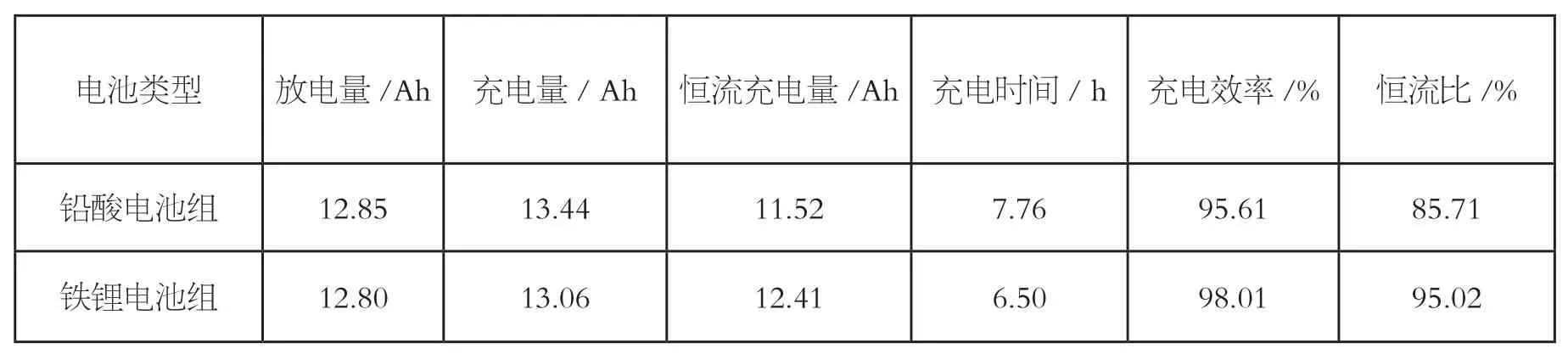
表1 铅酸与铁锂电池组充电参数表
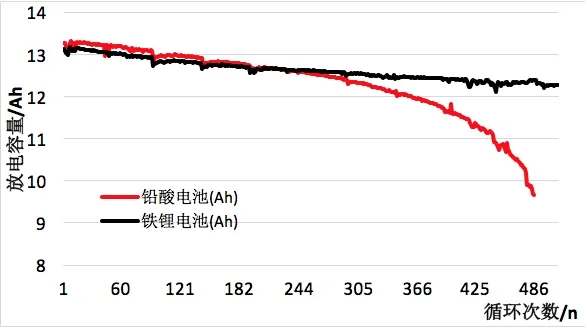
图3 铅酸与铁锂电池组2hr 100%DOD循环寿命曲线
通过建模和SEM分析法,在正常充、放电过程中,正极锂离子在层状结构的负极碳材料和层状结构氧化物的层间来回嵌入和脱出,完成对负载的供电[5]。整个电化学反应过程,化学结构基本不变,正极磷酸根化学键的结合力比传统的过渡金属氧化物化学键强,结构更加稳固;负极只引起材料的层面间距变化,不破坏晶体结构。
磷酸铁锂晶体中的P-O键稳固,难以分解,即便在高温或过充时也不会发生结构崩塌发热或是形成强氧化性物质,拥有较好的循环使用寿命[6]。
(5)其它特性
磷酸铁锂电池组对高温的容忍性比铅酸电池要好,可长时间在70℃以内的高温状态下工作而不影响电池使用寿命[7],特别适合南方高温环境使用,表现的循环寿命等电性能优势更加明显。
如果需要更长的续行里程,通过合理排布和布局,现行48 V12 Ah铅酸电池盒可装下48 V20 Ah磷酸铁锂电池组,一次充电续行里程可增加80%左右,重量不到48 V12 Ah铅酸电池组的一半。
4.结论
早在2014年,中华人民共和国工业和信息化部就印发了推动电动自行车用锂离子电池产业发展的综合标准化技术体系,经过几年的发展,磷酸铁锂电池解决了在安全性、性价比、互换性和回收处理等方面的问题,促进了我国锂电池电动自行车呈现快速增长态势,特别是在经济发达的东部地区和大城市,它以轻便、环保、时尚、高科技成为最大卖点。电动车行业正逐步向“锂电化”“轻量化”“智能化”和“环保型”的方向上发展。
磷酸铁锂电池特有的电化学稳定性,平稳放电电压平台,快速充电接收能力,稳固的P-O化学键晶体结构,具有优良的安全性和特别长的循环使用寿命,同时,所使用的原辅材料具有无毒、无污染、可在高温环境下使用等优点,在电动车领域具有较为广阔的应用前景。
