基于陶瓷基复合材料的磨削力试验研究
2018-06-21赵晓燕齐晓白
赵晓燕 齐晓白
(1. 河南工业职业技术学院 河南南阳 473000;2. 河南新天合农牧机械有限公司 河南南召 474650)
以氧化硅、碳化硅等为基体的高温结构陶瓷具有耐高温、高刚度和强度、抗腐蚀、低密度等优异性能,但这些普通陶瓷在加工和使用过程中,易产生裂纹和材料断裂失效,从而产生灾难性后果。陶瓷基材料是以陶瓷为基体与各种纤维复合的一种复合材料,具有耐热耐高温、高强度、高韧度、低密度等特性,如连续碳纤维单向补强的“碳/石英”陶瓷基复合材料的拉伸强度达600 MPa,断裂韧性为熔融石英的12倍;断裂功为7.9×103 J/m2,较熔融石英高2~3个数量级;密度小于2 g/mm3,与同样能在高温下使用的难熔金属相比,降低了4.5倍,而且在高温下碳与石英的强度损失小;碳/石英复合材料的热膨胀系数接近于石英陶瓷(0~900℃,0.69×10-6℃,),适合空间技术对产品材料性能提出的特殊要求,是理想的航天防热材料,正日益广泛地得到应用。
目前,陶瓷基复合材料成型后大都需要机械加工来获得所需要的尺寸精度和表面质量,但由于复合材料具有硬度高、强度大、导热性差和各向异性的特点,属于难加工材料。针对陶瓷基复合材料难加工的特点,着重研究了磨削参数对磨削力的影响,分析磨削参数对磨削力的影响规律,并最终总结得到磨削力经验公式,为实际生产过程中磨削力的预测和参数的选取提供参考。
1 试验条件与方法
本试验采用乔福VMC-2000S立式加工中心(如图1所示),主轴转速范围为80~8000 rpm;主轴功率18.5 kW,主轴扭矩263 Nm;加工尺寸范围:(2050×1100×800)mm;进给速度 0~8000 mm/min;最小增量0.001mm。在线检测磨削力,试验中采用瑞士产KISTLER-9272型测力仪传感器,与之匹配的KISTLER 5070A 10100型号电荷耦合放大器可通过4个通道同时接收来自测力仪水平、竖直和轴向以及一个方向的扭矩,其磨削力测试系统如图2所示。

图1 乔福VMC-2000S立式加工中心

图2 磨削力测试系统
试验砂轮选取直径 Φ150 mm青铜结合剂80#的金刚石砂轮。
试验材料为“碳—石英”陶瓷基复合材料,其机械特性如表1所示。

表1 “碳-石英”陶瓷的机械特性参数
2 试验结果与分析
2.1 砂轮转速对磨削力的影响
图3为砂轮转速与磨削力的关系曲线,该组曲线是在固定的工件速度与磨削深度(ap=1mm)情况下,只改变砂轮转速得到的。由图中不难看出:随着砂轮转速提高,单位磨削力减小。而随着进给速度增大,单位磨削力略有增加。分析:增加砂轮转速ns,由于单位时间内参加磨削的总磨粒数增多,使每颗磨粒的切削厚度减小,因此磨削力减小。

图3 砂轮转速对磨削力的影响曲线
2.2 磨削深度对磨削力的影响
图4为磨削深度与磨削力的关系,该组曲线是在工件速度和砂轮转速固定的情况下,只改变磨削深度得到的。由图中不难看出:在其它磨削条件不变的情况下,磨削深度增大,磨削力也随之增加。分析:增加磨削深度ap时,不仅使每颗磨粒的切削厚度增大,而且使砂轮与工件的磨削接触弧长度增加,同时参与切削的磨粒数量增多,因而使磨削力增大。

图4 磨削深度对磨削力的影响曲线
2.3 工件进给速度对磨削力的影响
图5为工件进给速度与磨削力的关系,该组曲线是在磨削深度与砂轮转速固定的情况下,改变工件进给速度得到的。由图中很容易看出:在其它磨削条件不变的的条件下,进给速度增大,磨削力也随之增大。分析:增大工件进给速度vw时,砂轮单位时间内切削余量增大,使每颗磨粒的切削厚度增大,因而使磨削力有增大的趋势。在进给速度低于200 mm/min时,进给速度对磨削力的影响不明显,当大于200 mm/min时,磨削力会显著上升,因此进给速度不宜高于200 mm/min。

图5 工件速度对磨削力的影响曲线
2.4 磨削力的理论计算式的建立
德国人 Werner G等在建立磨削力理论计算式时,考虑了磨削力在磨削过程中与动态参数间的关系。磨削时,一个磨粒切刃的磨削力Fg与切削面积A的关系如图6所示,其关系式为:

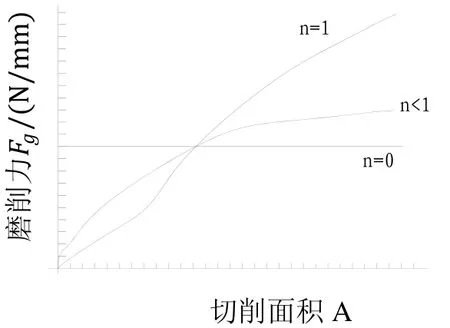
图6 一个磨粒切刃磨削力与切削面积的关系
式中:K(N/mm2)为单位切削截面积的磨削力,可理解为微切削状态下的比磨削力,其大小取决于被磨工件材料;指数n反映了磨粒切削过程中变形力和摩擦力所占的比例,n =1时,可理解为纯剪切变形过程,n=0时,可理解为纯摩擦过程;n值趋近于零,则说明摩擦力部分占总磨削力的比例增加。
磨削力理论计算式可利用图6所示的关系建立。
得到的单位宽度法向磨削力的计算式为:

式中:
由式(1)可知,ε、γ值取决于指数n、α以及β。α和β与磨粒在砂轮圆周表面上的分布有关,理论上可取0<α,β<1;指数n也取在该范围内。因此,磨削力计算式中的指数γ及ε在理论上可取为:

因此式(1)也可用当量磨削厚度aeq及砂轮与工件速度比q表示。
由于则有

若对式(2)的磨削力理论计算式加以变换,则可分别建立平面磨削、切入外圆磨削以及缓进给磨削的磨削力计算式。
平面磨削de=ds,则有:

切入外圆时,则有:

缓进给磨削时,假定单位宽度金属切除率常数,则磨削力计算式为:

2.5 磨削力的经验计算式建立
磨削力的经验计算式是先用测力仪器实测磨削力,再利用概率统计法中的回归分析和方差分析,进行多因素试验数据处理后建立。由于取得参数和试验方法不完全相同,因此所建立的经验计算方式会不完全一致,但几乎都是以磨削条件的幂指数函数的形式来表示的。
本次磨削试验采用了分别改变三个磨削因子磨削深度ap,砂轮线速度vs,工作进给速度vw的方法进行试验的。
切削力的经验公式多设定为指数形式,如:

对公式求数得到:


可变为:

在数据处理过程中采用三元线性回归,即用最小二乘法估计参数,求得回归方程。并采用MATLAB编程计算,可得出青铜80#砂轮磨削碳/石英复合材料经验公式:

上面给出的经验公式可为实际生产中选用磨削参数提供磨削力计算参考。
校正R判定系数是判断线性回归直线拟合度的重要指标,R判定系数越接近1说明拟合效果越好。含K量对切削力F的相关系数为vk,越接近1说明拟合效果越好。校正R判定系数值和K的相关系数为R=0.9616,vk=0.9672。系数R和K值均大于 0.9,线性回归效果较好。
3 结语
本文主要讨论了直径 Φ150 mm青铜结合剂80#的金刚石砂轮,在不同工艺参数下磨削力的变化规律。结论如下:
(1)随着砂轮转速提高,即线速度的提高,单位时间内参加磨削的总磨粒数增多,使每颗磨粒的切削厚度减小,磨削力有下降的趋势,在24 m/s~54 m/s范围内下降趋缓。
(2)增加磨削深度时,不仅可使每颗磨粒的切削厚度增大,而且也使砂轮与工件的磨削接触弧长度增加,同时参与切削的磨粒数量也增多,因而使磨削力增大。切削深度在1 mm~2 mm范围内磨削力上升较快。
(3)增大工件进给速度时,砂轮单位时间内切削余量增大,因而使磨削力有增大的趋势。在进给速度小于200 mm/min时,进给速度对磨削力的影响不明显,当进给速度大于200 mm/min时,磨削力显著上升,因此进给速度不宜高于200 mm/min。
(4)青铜80#砂轮磨削碳/石英陶瓷基复合材料经验公式:

[1]钱源,徐九华,傅玉灿,等. CBN砂轮高速磨削镍基高温合金磨削力与比磨削能研究[J].金刚石与磨料磨具工程,2011 (6):33-37.
[2]杨长勇,徐九华,顾珅珅,等.超高强度钢CSS-42L磨削力与比能研究[J].航空制造技术,2015(15):53-56.
[3]吴玉厚,王宇,李颂华,等.氧化锆陶瓷轴承套圈内圆磨削力的试验研究[J].机械设计与制造,2015(9):159-161+165.
[4]陈烈民,杨宝宁.复合材料的力学分析[M].北京:中国科技技术出版社,2006.
[5]王平,张权明,李良.CfSiC陶瓷基复合材料车削加工工艺研究[J].火箭推进,2011(2):67-70.
[6]王国荣,武卫莉,古万里.复合材料概论[M].哈尔滨:哈尔滨工业大学出版社,1999.
