浅析轻型汽车后桥桥壳焊接工艺
2018-06-01杨阳陈龙李柯刘新亚
杨阳 陈龙 李柯 刘新亚
河南奔马股份有限公司 河南省许昌市 461500
1 引言
后桥是汽车的关键零部件之一,其焊接质量的好坏直接关系到汽车的安全性问题,它不但要承重和传力,还要承受由动载荷和静载荷所引起的较大的弯矩和扭矩,为此要求后桥应具有足够的强度、刚度和韧性,这就对桥壳的焊接质量提出了很高的要求,进而来满足桥壳的使用功能。
2 冲焊桥壳的基本结构形式
我公司生产的桥壳的基本结构形式如图1所示,两端半轴套管材料为45,桥壳上、下片材料为Q345,板厚为8mm;桥壳后盖材料为Q235,板厚为4mm。
3 焊接工艺性分析及方案制定
桥壳母材采用Q345板材冲压而成,Q345为低合金结构钢,它比Q235类型的低碳钢抗拉强度和屈服强度高一等级,具有良好的可焊性。半轴套管是该汽车后桥的重要组成部件,连接桥壳中段和两端法兰盘,因此,需要有较高的刚性和耐磨性。我司半轴套管采用45,45属于中碳钢,此种材料具有较好塑性,但焊接性较差,空冷时焊缝热影响区会出现针状马氏体组织,硬度大,塑性差,易产生脆性断裂,而且可供选择的焊接规范非常小,当电流过小时则熄弧,焊缝成形不良,电流过大时则咬边,冷却速度稍大时则产生热裂纹[1]。因此,为提高焊接接头的综合性能,在焊接过程中需要控制焊接线能量及焊接接头含氢量[2],焊前需要预热,焊后需要缓冷。
考虑到焊接接头的综合性能和生产效率,在生产过程中我公司采用了生产效率高、便于机械化和自动化生产、焊缝中含氢量少的CO2气体保护焊的焊接方法。
4 焊接方法及焊材选用
由于桥体的母材材质分别为Q345和45钢,我公司选用气体保护焊实心焊丝ER50-6,Φ1.2mm焊丝,采用富氩(Ar(80%)+CO2(20%))气体保护焊作为桥体的焊接方法。CO2气体纯度达到99.5%以上,Ar气体纯度达到99.9%以上。
5 焊接工艺及要求
4.1 焊前处理
(a)坡口制备
①为了保证坡口的平整和无裂纹、分层、夹杂等缺陷,设计母材上下片对接边缘坡口型式如下图2,并采用冷加工方法进行加工。坡口角度α:60~65°,根部间隙b:0~1mm,钝边为 c:0~2mm。
②在母材与半轴套管对接边缘开V型坡口如下图3所示,并采用冷加工方法进行加工,坡口角度α:65°~75°,根部间隙b:4~5mm,钝边为c:0~2mm;半轴套管坡口边到轴肩的距离:d≥12mm。
(b)坡口表面及两侧(以离坡口边缘的距离计算20mm)应将水、铁锈、油污、积渣和其它有害杂质清理干净。
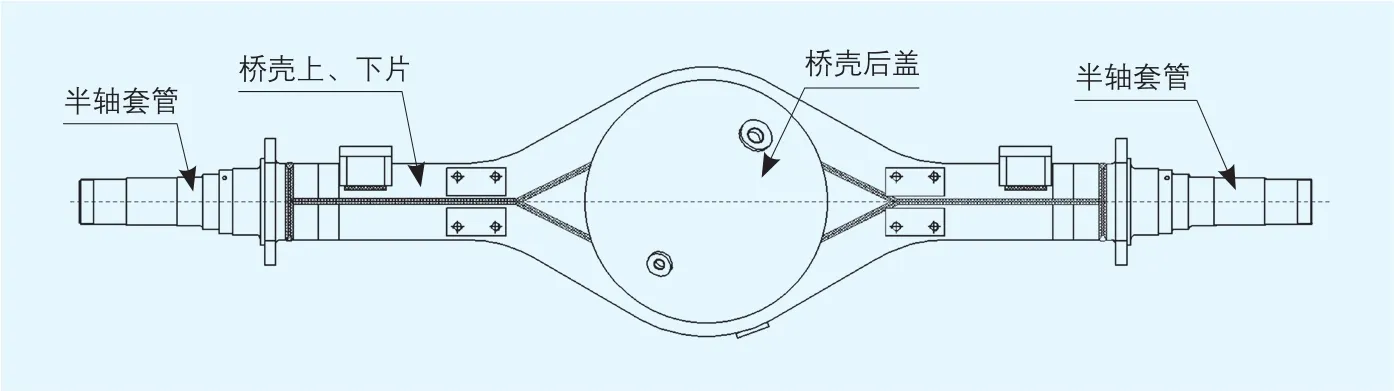
图1 桥壳基本结构

图2 桥壳上下片组对
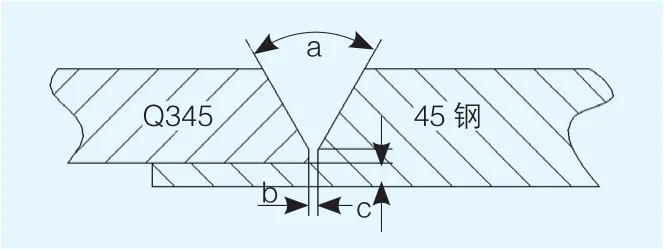
图3 桥壳与半轴套管组对
(c)为防止粘附焊接飞溅,坡口两侧各50mm范围内涂刷防飞溅剂。
(d)焊丝进行除油、锈、烘干处理,并保持保护气体干燥、纯净。
4.2 组焊流程,见图4
4.3 施焊过程控制
(1)桥壳Y型焊缝焊接一般坡口为60°,焊接示意图如图3所示,打底焊焊后应对工件进行检查,不得出现焊穿、漏焊等缺陷,对缺陷及时修补并去除焊渣和浮锈层,合格后进行下一层焊缝的焊接,要求焊透率为75%以上,焊缝余高2~3mm,焊缝宽度12mm左右。
(2)半轴套管环缝焊接一般坡口为60°,焊接示意图如图5,为防止焊接冷裂纹,焊前必须进行预热处理,预热方式采用氧乙炔中性焰加热,预热温度150℃~250℃,重点偏向45钢一侧,范围在焊缝两侧各100mm内,焊接过程中严格控制层间温度。
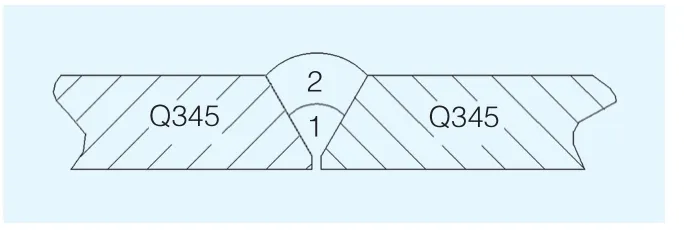
图5 Y型焊缝形式
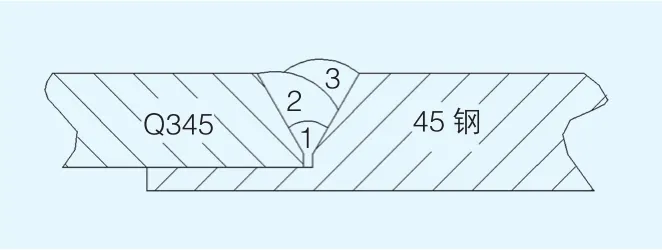
图6 半轴套管环焊缝形式
焊接时应对焊缝附近螺纹孔进行防护,避免进入焊渣、飞溅,要求焊透率100%,焊缝宽度12mm左右,焊缝余高2~3mm。
(3)桥壳定位点焊附件:点焊时电流要调大一些,一般要求焊缝高3~4mm、焊缝长为20~30mm。
(4)桥壳后盖及主减固定板焊接:一般为角焊缝,焊缝高3~8mm,要求焊透率为75%以上。
4.4 焊后处理
焊后清理干净焊缝表面的氧化皮及周边的焊接飞溅。如出现焊缝成型差、有缺陷、焊接不到位等情况,应及时采取补焊、修磨等措施进行处理。
桥壳与半轴套管环缝焊后应进行消除应力热处理,温度为600℃~650℃。可在焊接过程中用锤击法减小焊接应力,焊后用氧乙炔中性火焰加热焊缝缓冷,避免热裂纹的产生。
5 桥壳焊接质量及检测要求
(1)焊接三角板、直缝焊、后盖、加强圈等焊透率为75%以上,检测方法为焊缝剖开后用20倍放大镜检测。
(2)对桥壳与半轴套管对接环焊缝进行超声波100%全探伤,达到关键焊缝Ⅱ级质量要求。
(3)后桥总成气密性检测100%全检测。由于后桥壳密封性要求较高,所以一般采用高压充气后浸液试漏检验,如果出现焊接不良导致渗漏,需进行补焊焊接,直至不再渗漏为止。
(4)大批量生产时,每月需随机抽样1根当月生产的后桥壳总成,对其轴管环焊缝进行切片取样,用20倍放大镜检测环焊轴管焊透率为100%,并检查其热影响区的金相组织、硬度。
(5)桥壳总成垂直弯曲疲劳台架试验必须达到国家汽车行业标准《QC/T534-1999汽车驱动桥台架试验评价指标》中规定:取其中值疲劳寿命不低于80万次,试验样品中最低不得低于50万次的国家安全标准。
6 结语
通过对我司汽车后桥桥壳焊接工艺流程进行描述,表明了汽车后桥桥壳焊接的关键工艺要求,采用此工艺保证了桥壳的焊接质量,达到产品的设计要求。

图4 组焊流程
