铸件数值模拟参数优化
2018-05-21赵亚楠赵晓光
赵亚楠 赵晓光 何 毅
(一重集团天津重型装备工程研究有限公司,天津300457)
使用ProCAST软件进行模拟计算时,参数设置不同,得到的结果也有一定的差异。为了明确一套符合一重铸件缩孔缺陷预测的基本计算模型,本文以3 t试验件为例,开展了正交试验分析,明确影响缩孔分布的主要因素。同时,进行单因素分析,明确该因素对缩孔分布的影响趋势。最后,结合3 t试验件的实际浇铸结果,给出合理的模拟参数取值。
1 前处理设置
1.1 有限元模型
以3 t试验件为研究对象,建立几何模型并划分网格,试验件三维计算模型见图1。试验件材料为ZG270-500,成分见表1。其物性参数均由ProCAST软件计算得出。ZG270-500导热系数、密度、热焓和固相分数随温度的变化见图2。
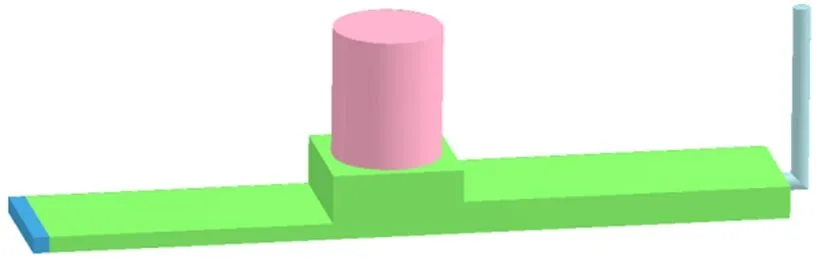
图1 3 t试验件三维计算模型Figure 1 Three dimensional calculation model of 3t test piece

表1 ZG270-500合金成分(质量分数,%)Table 1 Composition of alloy ZG270-500 (mass fraction, %)
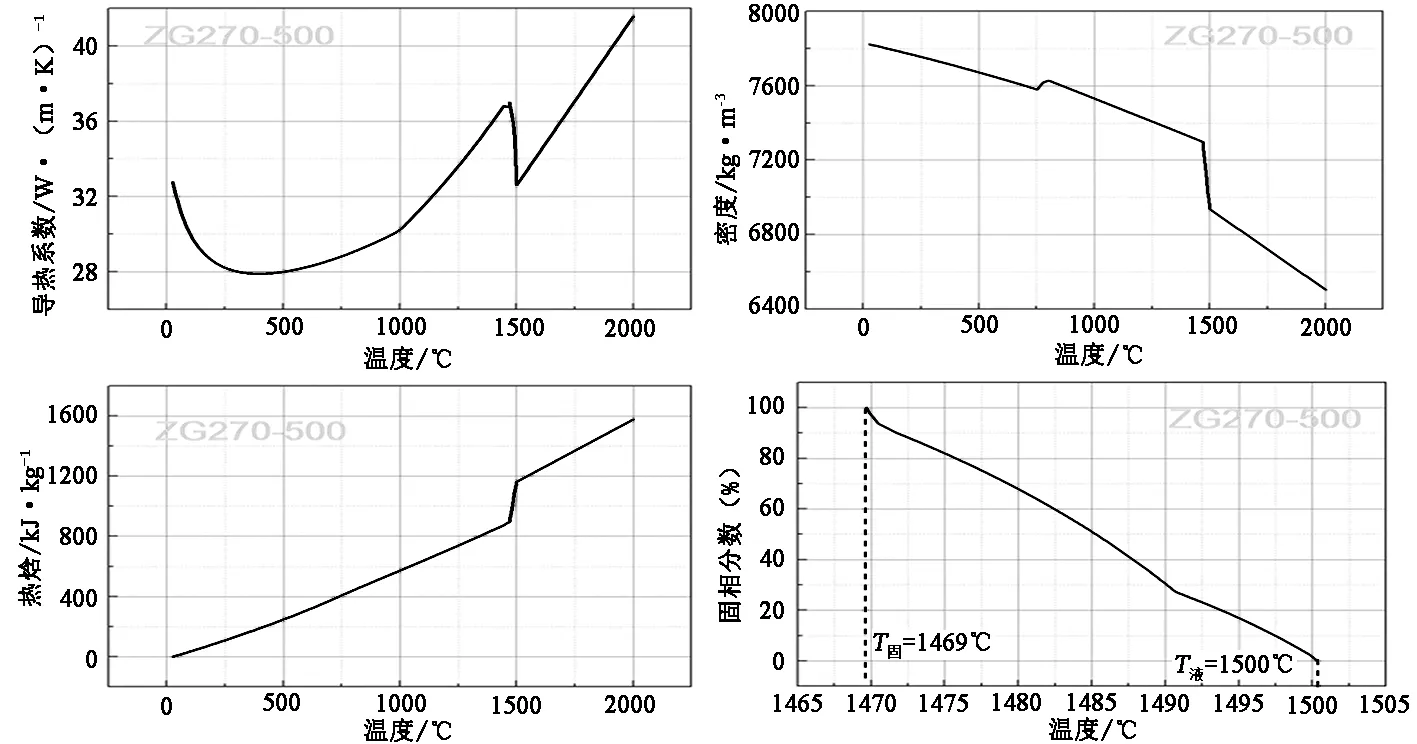
图2 ZG270-500导热系数、密度、热焓和固相分数随温度的变化图Figure 2 Change drawing of ZG270-500 coefficient of thermal conductivity, density, enthalpy, and solid fraction with temperature
冷铁材料为ZG230-450,砂箱为呋喃树脂砂(面砂)和硅砂。所有物性参数均为随温度变化的曲线,提高计算的可信度。
1.2 边界条件设置
本计算在冒口顶部设置合理的热流密度和换热系数来取代发热剂的作用。各个界面之间的换热系数视重要程度分别设置常数与随温度变化的曲线,界面换热系数设置见表2。其中,砂箱外侧采用空冷,试验件与砂箱之间的界面换热系数是随时间变化的曲线(见图3),浇注温度为1546℃。
2 正交试验设计
ProCAST软件中用于计算缩孔缩松的参数主要有3个[1],分别为MACROFS、PIPEFS和FEEDLEN。除软件本身的计算参数影响外,冒口上方发热剂覆盖剂的保温性能也是影响冒口补缩能力的重要因素,因此,本文选取MACROFS、PIPEFS、FEEDLEN、发热剂覆盖剂的保温性能作为影响缩孔的因素,进行了四因素三水平的正交试验设计(见表3)。

表2 界面换热系数设置(单位:W/(m2·K))Table 2 The coeficient setting of interface heat transfer(Unit: W/(m2·K))
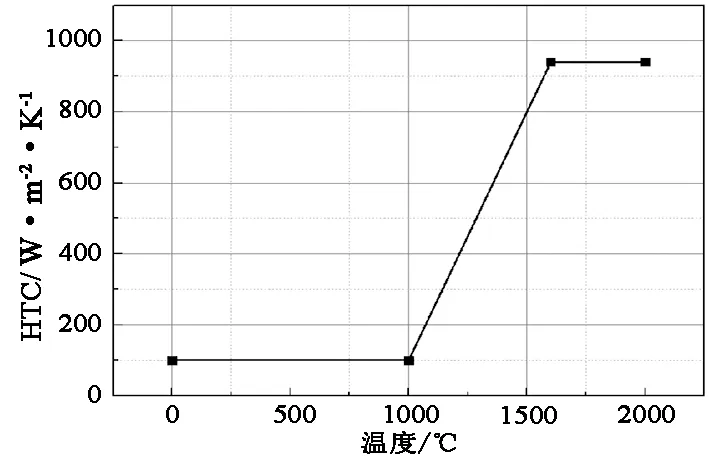
图3 铸件-砂型换热系数随温度的变化图Figure 3 Change diagram of heat transfer coefficient of casting sand mold with temperature
根据模拟结果(见图4),以一次缩孔深度与二次缩孔深度作为分析标准,通过正交分析(见表4)发现,对于一次缩孔的深度,MACROFS因素对其影响最大,HTC、FEEDLEN次之,PIPEFS影响最不明显;对于二次缩孔的深度,4个因素的影响程度由大到小依次为PIPEFS、HTC、MACROFS、FEEDLEN,但4个因素的影响程度相差不大。综合来看,对于缩孔的位置判定,明确MACROFS、发热剂覆盖剂的保温性能十分关键。
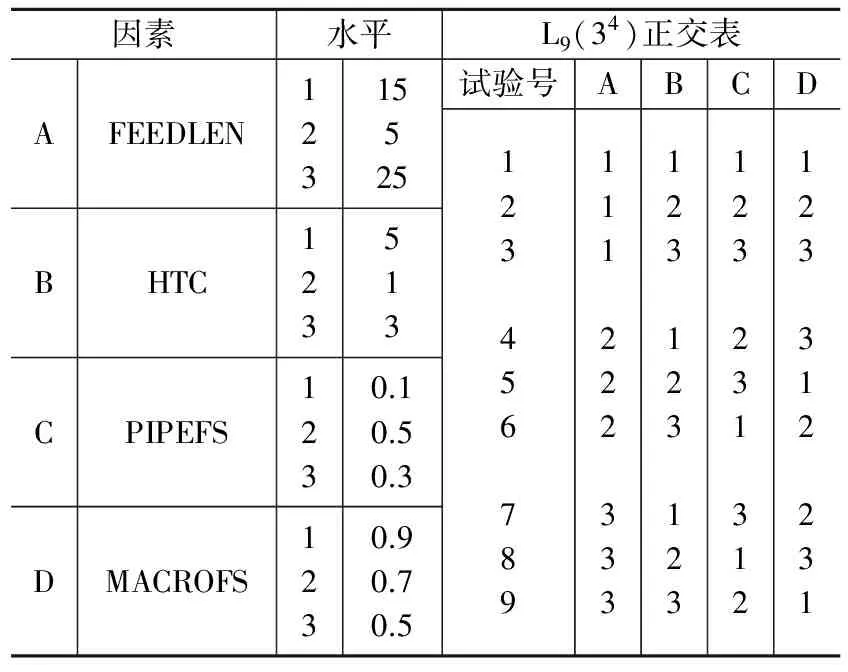
表3 四因素三水平的正交表设计Table 3 Orthogonal table design of four factors and three levels

图4 9个正交试验的缩孔分布图Figure 4 The porosity distribution diagram of 9 orthogonal experiments

表4 缩孔深度正交分析Table 4 Orthogonal analysis of porosity depth
3 缩孔敏感因素分析
3.1 ProCAST计算缩孔的参数对缩孔的影响
PIPEFS增大,一次缩孔上方的形状由直锥形变为圆滑的碗形(见图5)。理论上讲,PIPEFS增大,一次缩孔深度增大,而本计算中PIPEFS对一次缩孔影响较小,可能原因:冒口上方的保温效果较好,PIPEFS对其影响有限。
MACROFS增大,一次缩孔上方的形状由圆滑的碗形变为直锥形(见图6)。MACROFS增大,钢液的补缩能力提高,配合FEEDLEN,能够将已凝固结壳的自由表面重新熔化,达到PIPEFS值以下,液面继续下降,因此,一次缩孔深度增大。同理,二次缩孔上升,形状变圆。
MACROFS=0.7的水平中,FEEDLEN增大,对自由表面的重新熔化影响有限(见图7),因此,一次缩孔几乎没有变化;FEEDLEN增大,钢液的补缩能力提高,铸件更加紧实致密,二次缩孔变大。初步判断,相较而言,MACROFS对缩孔的影响要大于FEEDLEN。
3.2 冒口上方界面换热系数对缩孔的影响
冒口上方的界面换热系数增大,散热量增多,自由表面的钢液凝固加快,导致一次缩孔深度变浅(见图8)。钢液凝固变快,导致钢液的补缩能力下降,因此,二次缩孔增大。
图5 PIPEFS对缩孔的影响Figure 5 The effects of PIPEFS to porosity
图6 MACROFS对缩孔的影响Figure 6 The effects of MACROFS to porosity

图8 冒口上方界面换热系数对缩孔的影响Figure 8 The effects of heat transfer coefficient at the upper interface of the rise to porosity
3.3 模拟结果与试验结果对比
图9 模拟的冒口形貌与实际形貌对比图Figure 9 Comparison of simulated riser morphology with the actual morphology
图10 冒口形貌尺寸对比图Figure 10 Contrast diagram of the shape and size of the riser
通过上述一系列的敏感性试验,设置合理的模拟参数,得到的最终模拟结果(见图9)显示,一次缩孔与冒口底部距离87 mm,二次缩孔距离43 mm,其中,模拟计算中的二次缩孔区域不代表此处有孔洞,而是该位置处致密度没有达到100%。实际铸件的冒口处一次缩孔与冒口底部距离98 mm,且未出现二次缩孔。从模拟计算与实际冒口中的缩孔形貌对比图(见图10)可以看出,模拟计算结果与实际结果吻合较好。
4 结论
本文开展了一系列缩孔敏感性试验,结合实际浇铸结果,得出一套适用于一重实际生产的铸件模拟计算方法,具体参数推荐值如下:
(1)现场冒口上方保温效果较好,推荐使用HTC=1 W/(m2·K);
(2)MACROFS选取较大值,推荐使用0.99;
(3)PIPEFS选取较大值,推荐使用0.5;
(4)FEEDLEN影响不大,推荐使用较小值1 mm。
以上结论是在一次浇铸实验基础上得出的,模拟参数的通用性还有待进一步的实验验证。
