基于PLC控制的竹片颜色在线分选系统设计
2018-03-30夏颖怡
刘 红 夏颖怡
(云南机电职业技术学院,昆明 650203)
随着国家对绿色环保的要求越来越高,利用价格低廉、易于取材的竹材制作竹地板深受消费者喜爱,市场发展迅速。竹地板的制作主要分为基材(竹片)的加工、选片分拣和基材组合后加工三个过程。其中,选片分拣是按照生产企业的要求,对竹片的主检测面(通常为正面)进行4~6种的颜色分类。传统的人工分色分拣效率低,误差大。
基于竹片颜色特征的在线选片分拣系统主要由机器视觉模式识别系统(称之为上位机)和机械分选控制系统(称之为下位机)两大子系统组成。上位机采用配有USB接口、工业以太网接口的工业相机对竹片样品进行拍照取样,将采集到的图像传输到计算机内的指定路径下进行数字图像的读取。而数字图像处理、特征提取、图像分类和结果输出等模式识别算法则利用计算机系统软件MATLAB7.0来实现。下位机由上料装置、传动装置、分选装置以及PLC控制装置组成。上位机将识别结果传输到下位机,下位机根据识别结果,通过PLC控制装置控制相互配合的三个机械装置完成竹片的上料、传动、分拣和入库工作,实现竹片分选的自动运行,如图1所示。

图1 机械部分结构
1 下位机机械结构设计
1.1 上料装置
上料装置的上料功能主要由离心振荡器来完成。通过中心底部的电磁离心振动形成从中间向两边的扩散式振动效果,使竹片向四周扩散并逐步振动到装置内壁的平台上,并以一定的速度沿四周螺旋式向上移动,经过多个压紧装置以及只允许一个竹片通过的轨道,竹片以后面推着前面为动力,紧密排列移动到振动上料装置的出口,进入传动装置。
1.2 传动装置
传动装置由电机驱动输送带进行传动。电机采用转动震动、噪音小,对电子硬件设备干扰小的220V单项交流电机,转速为1000r/min。
1.3 分选装置
分拣装置主要由步进电机、步进电机驱动、分选槽、分类仓组成。步进电机采用42J1834-810型步进电机,步进电机驱动使用M415B驱动器,二项驱动输出,电流≥1A,细分≥12800步/圈。分选槽由丝杆螺母配合工作,带动气缸运动,由气缸杆(滑竿)完成分选动作。分类仓按照竹片四种颜色分类需求设置了四个分选库和一个废料库,如图2所示。
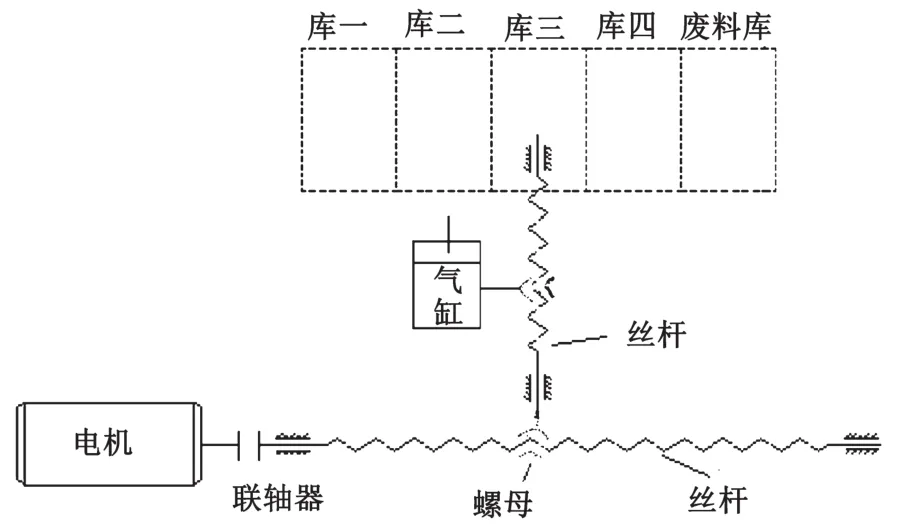
图2 分拣装置机械原理
1.4 下位机的工作过程
上料装置通过离心振荡器不断工作,使后面竹片推着前面竹片呈紧密排列状螺旋上升,来到振动上料装置的出口,之后进入一个有弧度的四槽连接杆,四连杆只有一个竹片宽。由于自身的重力作用和后方竹片的推动作用,竹片在连接杆中匀速滑落,平稳落到输送皮带上,此时竹片彼此是相切的。竹片随输送皮带向工业相机移动,工业相机的红外检测装置探测到竹片来到工业相机下方,此时发送一个脉冲信号给上位机。上位机收到信号后发送一个上升信号给工业相机模块,命令相机对竹片进行拍照,之后相机将采集到的数字图像发送到上位机。上位机接收到数字图像后对图像进行处理和模式识别,完成识别后向下位机发送识别结果。下位机收到识别结果后,控制分拣装置工作。此时,竹片已经随着传送皮带落入分拣槽中。下位机根据收到的识别结果控制分拣装置移动到对应竹片种类库边,由分拣装置中的滑竿推出部件将竹片推入库中完成分拣。如果上位机的识别表明样品竹片不属于4类标准竹片中的任何一件,则发指令给下位机控制分拣装置将竹片推入废料库中。
2 PLC控制装置
PLC(Programmable Logic Controller),作为一个专门为工业现场应用而设计的以微处理器为核心的数字运算操作的电子系统装置,具有操作方便、功能强大、硬件配套齐全、用户使用方便、可靠性高、抗干扰能力强等特点。它用软件代替了传统电气控制线路中极多的中间继电器和时间继电器,这样由触点接触不良而形成的故障得到有效降低。PLC拥有一系列的硬件和软件抗干扰措施,具有很强的抗干扰能力,其每一万小时故障率在1%以下,在工业生产领域被认为是最可靠的控制设备之一。同时,PLC自带BUS缆线或RS-232通信接口,较高阶的带有USB或以太网路方式做通信接口,这些通信模块能使它很方便地和上位机(计算机)进行联机,组成在线系统。
为验证PLC是否能够按照人预设的工作流程进行工作,通过PLC软件编程设置将PLC工作流程以梯形图、语句表或功能块图的方式编制后进行虚拟仿真,以验证PLC控制程序是否能可靠稳定运行。
2.1 PLC硬件设计
CPU224型具有AC/DC/RE,即220V交流/24V直流/继电器等三种输出,它正可以满足机械装置220V单项交流电机、24V步进电机的控制和供电需要。因此,采用西门子S7-200PLC作为下位机主控部件,配合步进电机、电磁阀控制整个机械装置正确工作。它可以自己进行单机调试,也可以和上位机联机构成完整功能的竹片在线分选系统。输入输出分配如表1所示,S7-200 CPU224 AC/DC/RE的接线图如图3所示。
2.2 PLC软件虚拟仿真设计
STEP7-MicroWIN SMART是基于Windows平台专为SIMATIC系列S7-200研制开发的编程软件,可方便地与工业相机、计算机的数据图像信号进行传输,也可使用计算机作为图形编辑器,用于联机或脱机模拟仿真的开发用户程序,并可在线实时监控用户程序的执行状态,故采用STEP7-MicroWIN SMART编程软件来编制在线分选系统的梯形图、指令语句表、功能块图,实现PLC控制在线分选系统的虚拟仿真,在调试过程的虚拟仿真中不仅可以进行自动演示也可以进行手动分步演示。
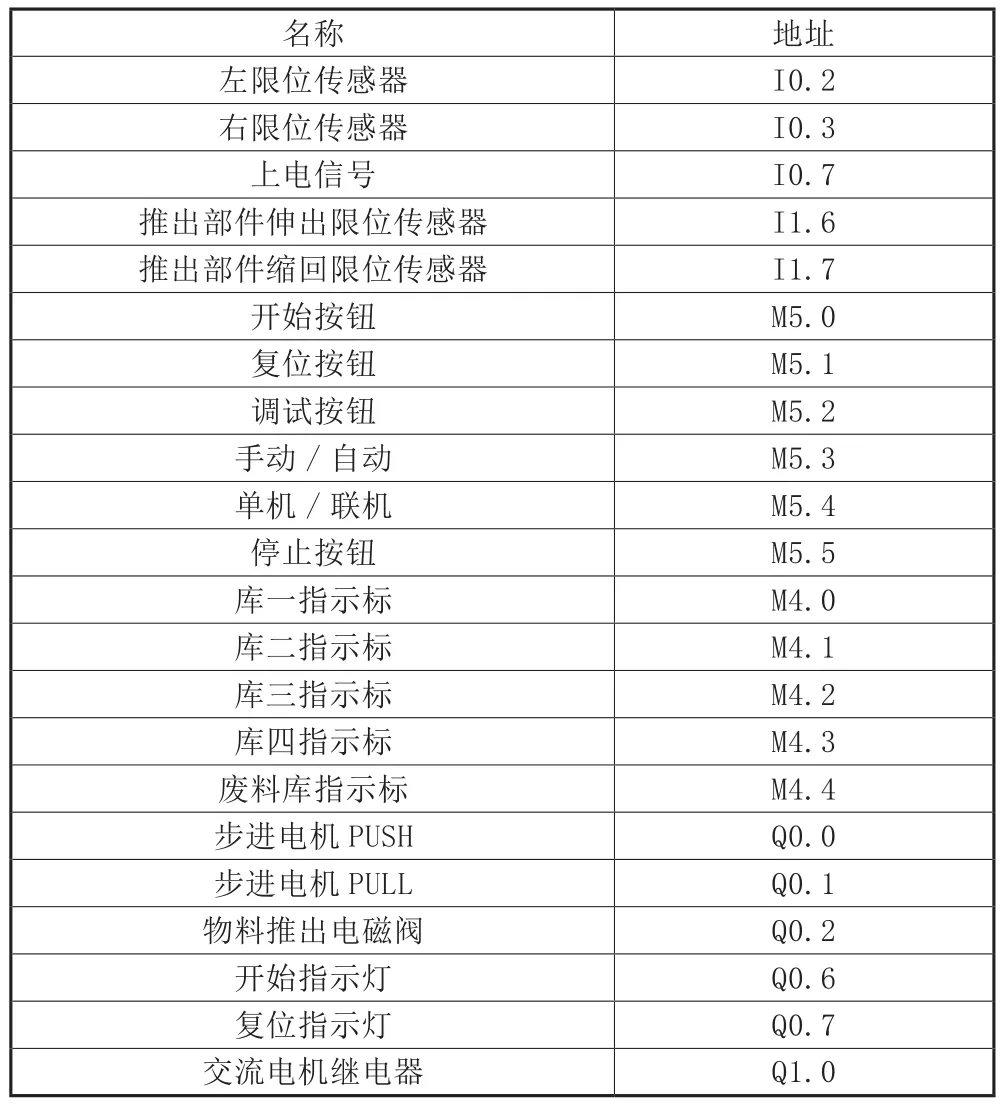
表1 PLC输入输出分配
3 上、下位机的通信与联机调试
3.1 上、下位机的通信
OPC(OLE for Process Control)技术是基于微软公司COM和DCOM技术,创造的一种适用于自动化领域的软件接口标准,具有传输可靠、速度快的特点。每个支持OPC接口标准的硬件厂商为其设备开发一个OPC服务器,提供必要的OPC数据访问标准子接口。采用OPC技术,使上位机由MATLAB7.0软件编制的模式识别主程序,可以直接和PLC实现数据互换,实现主程序和PLC之间的通信。

图3 PLC接线图
MATLAB7.0软件包含了OPC客户端数据访问软件OPC Toolbox,通过OPC Toolbox可以连接所有的OPC数据服务器。参照主程序中的OPCToolbox对象模型,以S7-200 OPC Server为OPC服务器,Matlab7.0软件为客户端,建立OPC通信,把主程序识别数据传送到下位机中,同时通过这一通信通道接收PLC发来的反馈分类完毕信号。
3.2 联机调试
为验证PLC控制程序的可靠性,应用STEP7-MicroWIN SMART软件进行系统上下位机联机调试虚拟仿真。
在STEP7-MicroWIN SMART中编译所要调试的程序,将程序装载到S7-200 SIM 2.0中。打开MATLAB7.0主程序调试OPC接口,在主程序窗口中运行分选主程序。通过运行得出分类结果为第一类。在S7-200 SIM 2.0软件中模拟PLC运行结果为第一类的运行情况,说明主程序和PLC通信完成,联机调试成功。
4 结论
通过对竹片颜色自动分选系统机械分选装置和PLC控制装置的优化设计,人们实现了PLC对机械分选部分的上料、传动、分选、入库的过程控制。利用软件进行虚拟仿真对上、下位机进行通信联机调试,使得系统开发周期缩短、现场调试容易,需要修改程序或者需要改变控制方案时不需要改动硬件架构,并且可以实现单机/联机运行、手动/自动控制、故障自动停止和报警等。整个系统在PLC的控制下可靠运行,解决了人工分类的烦琐、精确度不高的问题。
