胜利埕岛油田海底管道内壁防腐补口技术探索
2018-03-30王智晓
王智晓
(中国石化胜利油田分公司安全环保处,山东东营 257000)
1 埕岛油田海底管道简介
埕岛海区是位于黄河三角洲前缘、渤海湾中东部南岸的极浅海海域,截止到2006年埕岛油田已建成为300万吨级的浅海大油田。埕岛油田从1994年自行研究、铺设海底管道,进行油气水的输送,经过20多年,现已建成较为完善的海底管网,已建成管径大小不一的海底输油管道、海底输气管道和海底输水管道152条,累计长度超过310 km。这些错综复杂的综合海底管网成为埕岛油田的动脉,实现埕岛油田高效生产及输送,在油田开发中发挥了至关重要的作用,为埕岛油田的高速发展和稳产增产奠定了基础。
但是管道的腐蚀严重影响油气管道系统的可靠性及使用寿命,也是造成管道事故、管道泄漏污染的最主要原因。统计表明总腐蚀穿孔量的90%都来自于管线内壁腐蚀。对于管道内腐蚀控制措施,主要有加强输送介质的净化、在输送介质中添加缓蚀剂、采用耐蚀管材,对管道内壁做内衬处理等。而对管道内壁做内衬处理是解决各种输送介质管道内腐蚀的最方便有效的方法,内衬处理首选的就是涂装涂料技术,它适用于输送不同介质管道内壁的防护,也是较容易实现的方法,而如何进行防腐补口,保持内防腐层的连续性,是影响管道的内壁涂装技术发展的主要瓶颈,埕岛油田在多年的海底管道建设中对内壁补口技术进行了不断的探索。
2 补口车内补口技术
补口车内补口技术就是由携带涂料、除锈设备和喷涂设备的补口车进入管道内部,对管道对接焊缝处进行涂层补涂,形成连续涂层的内补口技术,补口车有遥控和线控2种,补口车在管内通过定位摄像头寻找到焊缝后进行除锈、喷涂。
2.1 施工准备
2.1.1机具、材料准备
按照管道直径选择对应的补口车,并调试好除锈装置和喷涂装置。涂料选择双组份环氧无溶剂涂料,由A、B组分组成,主要以改性环氧树脂为主要成膜物,具有良好的粘接力、化学稳定性和机械性能,配套固化剂粘度低,固化后涂层具有良好的防腐性能、硬度、韧性和密实性,并可以通过调整A、B组分配比获得合适的使用期和固化时间。将涂料A组分和B组分按比例分别装入补口车对应的两个料仓里。
2.1.2补口试验
在拟进行补口施工的管道上截取一个管段作为试验段,进行内补口试验,检验除锈质量和涂层质量是否达到标准要求,不能达到标准要求的重新进行试验,直到合格为止。
2.2 焊缝除锈
补口机在管内行走,通过定位摄像头找到焊缝后,按下除锈工作按键,两组正、反向高速旋转的钢丝刷对焊缝进行除锈,同时补口机做往复慢速运动,将焊道两边60 mm范围内的管道表面上的锈蚀或焊接时发生的焊渣清除干净,其表面除锈等级应达到GB8923-2011《涂装前钢材表面锈蚀等级和除锈等级》[1]规定的St2等级,即彻底手工和动力工具除锈,钢材表面没有可见油脂和污垢,没有附着不牢的氧化皮、铁锈或油漆涂层等附着物。
2.3 焊缝喷涂
当完成除锈作业后,补口机准确定位在除完锈的焊缝处,启动喷涂系统的供料泵和旋转喷杯,随着补口机的往复运动,将涂料均匀地喷在焊口两边100 mm范围内,喷涂幅宽可在120~150 mm范围内调节,为确保防腐层厚度,可反复喷涂。
2.4 涂层检验
外观检查,涂层目测检查,要求表面平整均匀,颜色一致,无流挂、漏涂、针孔、气泡等现象;厚度检查,使用涂层测厚仪检查涂层干膜总厚度,厚度应不小于200 μm[2];漏点检查,用涂层检漏仪对涂层进行检查,以无针孔为合格[3];粘接力检查,用锋利刀刃垂直划透防腐层,形成边长约为40 mm、夹角45°的V形切口,用刀尖从切割线交点挑剥切口内的涂层,实干后只能在刀尖作用处被局部挑起或固化后很难将涂层挑起,涂层粘接力检查合格。
3 玻璃钢套内补口技术
玻璃钢套内补口装置由玻璃钢保护套、密封圈、焊接钢垫圈、隔热层和异径管等组成,见图1。该装置安装完成后,由玻璃钢保护套和密封圈与防腐涂层组成连续的防腐结构,达到防腐补口的作用,玻璃钢保护套和密封圈直接与介质接触,承受介质压力、温度及腐蚀作用,其质量的优劣直接关系到管道的运行安全、使用寿命。

图1 玻璃钢套内补口装置示意
3.1 玻璃钢保护套
玻璃钢保护套以3201 TDI改性乙烯酯树脂为基体树脂、以无碱玻璃纤维为增强材料机械缠绕制作而成。3201 TDI改性树脂是以双酚A型低分子量环氧树脂为基础原料,用丙烯酸和甲苯二异氰酸酯进行加成化学反应制得的一种改性环氧丙烯酸树脂,3201 TDI改性树脂分子主链和支链均有一定含量的双键,并降低了树脂交联分子量,提高了耐腐蚀性。
3.2 密封圈
密封圈采用氟橡胶制做,具有良好的机械和抗腐蚀性能,长期使用温度高达280 ℃,拉伸强度12.9 MPa,扯断伸长率428%,邵氏硬度74度,压缩永久变形40%,催化温度-28 ℃。
3.3 安装步骤
a)将异径管安装在需要对接的管道两端,安装完成后对焊缝进行手工除锈、防腐处理。
b)将玻璃钢套内补口装置装配好,“O”型密封圈处涂抹好胶黏剂,利用胶黏剂使玻璃钢套和管体之间形成比较光滑的密封面,防止腐蚀介质进入衬套和管线之间的环形空间,使管道内涂层与衬套完整连接,从而保证了内涂层的连续性。
c)将补口装置顺序安装到管道两端的异径管内,安装时要保护好“O”型密封圈,以免损伤后影响密封效果。
d)补口装置安装完成,管道两端对接,进行焊接。焊接过程中控制焊接速度,避免焊接产生的高温损伤“O”型密封圈,焊接完成后进行焊缝检验、防腐处理。
4 管端不锈钢喷焊内补口技术
管端不锈钢喷焊内补口技术就是利用不锈钢优良的耐腐蚀性能,预先在管道两端喷焊不锈钢材料,形成不锈钢防腐层,然后管内壁其余部分仍喷涂防腐涂料,最后在管道对接焊接时用不锈钢焊条进行打底焊接,这样管道接口处内壁便获得由不锈钢涂层、不锈钢焊缝与防腐涂层形成的连续、封闭的防腐层,有效地对管段间对接焊缝进行防腐补口,见图2。
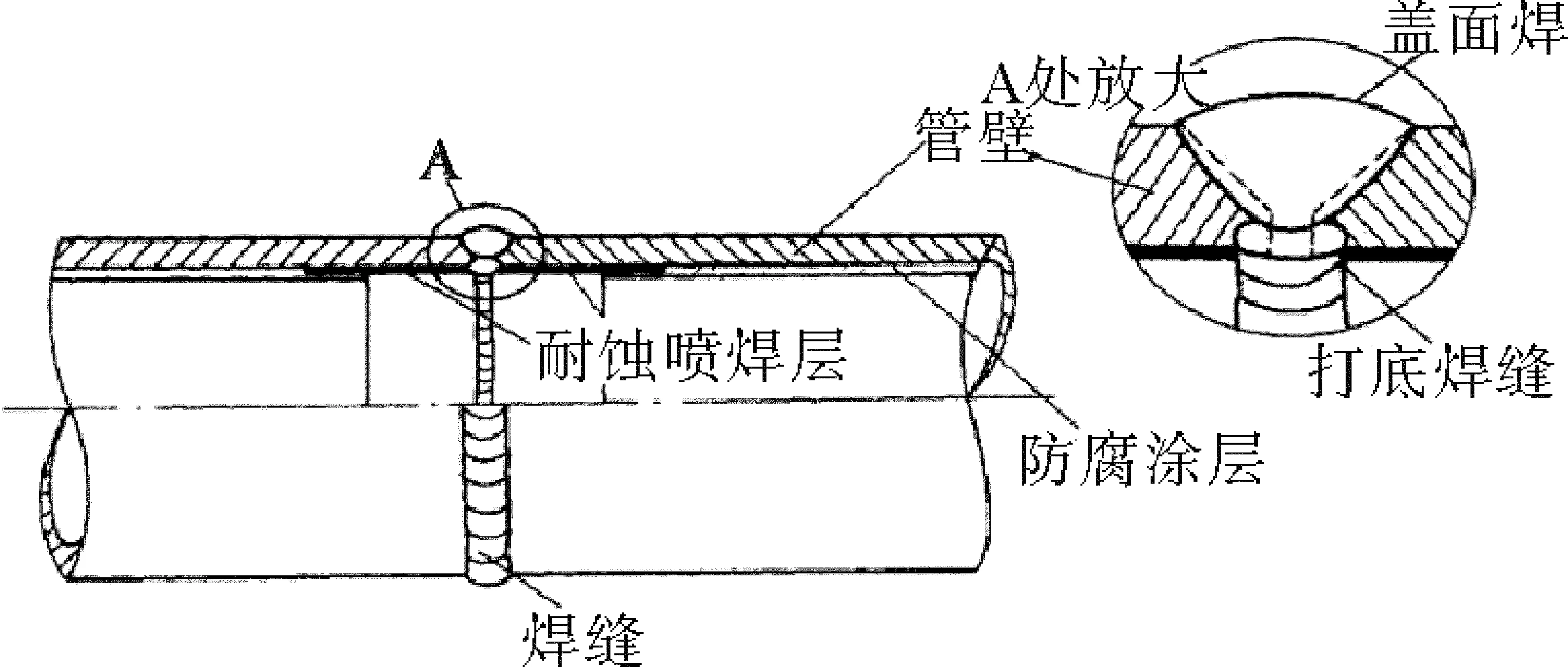
图2 内补口技术示意
4.1 不锈钢喷焊材料选择
对管道拟输送介质成分进行分析,选用适宜的不锈钢管材。
4.2 管端喷焊
在管端内壁焊接热影响区内堆焊不锈钢金属合金,底层宽度80 mm,厚度1.3~1.5 mm;覆盖层宽度50 mm,厚度1.3~1.5 mm。喷焊完成后对喷焊层进行外观检查和无损探伤检验,应达到规范要求。
4.3 管道内壁除锈、涂覆
先将管端已进行不锈钢喷焊的管材逐根进行内壁抛丸除锈,其表面除锈等级应达到GB8923-2011规定的Sa2.5等级,再在内壁上喷涂内防腐涂料,涂层应与喷焊层底层完整搭接,涂层外观、厚度、硬度和粘接力硬度达到规范要求。
4.4 管段对接焊缝焊接
管段对接完成,使用不锈钢焊条进行定位焊接和打底焊接,然后使用与管材适宜的焊条进行填充和盖面焊接。焊接完成后对焊缝进行外观检查和无损探伤检验,应达到规范要求。
5 结语
a)补口车内补口技术主要用于海底管道采用拖管法施工托运段陆地预制时内补口和海底管道采用铺管船法施工海上铺管作业时内补口。补口车内补口技术用途广泛,在海底管道托管法施工和铺管船法施工时均可应用,但补口时焊缝表面除锈质量和涂层喷涂质量无法保证。
b)玻璃钢套内补口技术主要用于海底管道拖管法施工托运段间水平口连接和立管安装时内补口,使用方便、工艺简单,但玻璃钢套安装时“O”型密封圈易损坏,影响内防腐效果。
c)管端不锈钢喷焊内补口技术用途最广泛,既可用于海底管道托管法施工陆地预制、海上水平口连接和立管安装内补口,也可用于海底管道铺管船法施工海上施工及立管安装补口,并且该补口技术防腐蚀效果较好,但补口费用较高。
[1] GB8923-2011.涂装前钢材表面锈蚀等级和除锈等级[S].
[2] SY/T 0066-1999.钢管防腐层厚度的无损测量方法(磁性法)[S].
[3] SY/T 0063-1999.管道防腐层检漏试验方法[S].
