地铁车辆大架修工艺匹配关系分析
2018-03-27王瑞
王瑞
(广州地铁设计研究院有限公司,广东 广州 510010)
1 概述
随着国内各大城市地铁线网规模的不断扩大,地铁车辆运营的需求量也不断增加,这使得车辆检修的工作量也越来越庞大。为了降低运营维修成本,各个城市均在推举资源共享的理念,考虑线网多条线车辆大架修任务集中在一个车辆基地进行。车辆的检修模式主要以移位修为主,相比传统定位检修工艺,移位修的检修能力或规模的计算是十分复杂的。由于大架修修程中各检修模块的设计规模《地铁设计规范》中也未明确规定计算方法,目前各大设计院的计算方法不一致。
本文对大架修工艺中与设计规模相关的主要工序进行模块化分析,把架车线(架车线特指带架车机的大架修线)、车体线、静调线和试车线列位数为研究对象,以广州地铁3号线厦滘车辆基地(6节编组B型车)为数据源,得出模块检修列位的工艺匹配关系,重点分析了架车线与车体线的匹配关系,吹扫、静调、试车线的设计规模。
2 检修数据统计
大修移位作业的工艺流程主要包括:入库→吹扫→列车解编→拆卸车顶设备→架车→换工艺转向架→拆卸车底设备→拆卸门窗内装→喷漆预处理→喷漆→安装门窗内装→安装车底设备→落车→安装车顶设备→称重→列车编组→静调→动调→运营。
架修移位作业的工艺流程主要包括:入库→吹扫→列车解编→拆卸车顶设备→架车→换装工艺转向架→拆卸车底设备→安装车底设备→落车→安装车顶设备→称重→列车编组→静调→动调→运营。
一般吹扫在吹扫线进行;列车解编连挂、拆装车顶设备、架落车、拆装工艺转向架在架车线进行;拆装车底设备、拆装门窗内装在车体线进行;喷漆预处理、喷漆在喷漆线进行;静调在静调线进行;动调在试车线进行。其中车底设备的拆装可在架车线进行作业,也可在车体线进行,具体实施情况可以根据两条线的使用情况进行调整。
根据2017年厦滘的大架修的实际检修时间,将一整年中各工序的检修时间进行统计分析后,得出大架修工艺流程中在各检修线上的占用时间。

表1 大架修工艺流程检修时间表
从表1中可以看出:
(1)架车线与车体线的检修时间较长,在大修的工艺流程中,车体线的检修时间约为架车线的两倍,架修中检修时间大致相同。根据地铁设计规范,检修修程中车辆大修与架修的工作量相等。
(2)吹扫、静调与试车线的检修时间较短,且在大修与架修中的检修时间大致相同。
3 匹配关系分析
大架修车辆基地各条检修线的设计主要遵循以下原则。
(1)由于架车线的投资金额最高,所以以架车线充分利用为基本原则。
(2)各条检修线优先以一个列位为单位进行设计,整列入库,整列检修。
(3)各条检修线的设计列位尽量充分利用。
(4)各条检修线的设计以大修与架修检修任务量相等进行设计。
根据广州地铁3号线厦滘车辆基地大架修的数据统计结果,并结合以上设计原则,以1条架车线为基准,可以得出各检修线的匹配关系如表2。

表2 各条检修线匹配关系表
根据设计原则(2),每条检修线的设计均为整数,若想实现原则(3)每条检修线的利用率都达到100%显然是十分困难的,总会存在一定的不匹配性。所以在设计过程中,应尽量以满足原则(1)为目标进行设计。
3.1 架车线与车体线
地铁车辆的大架修主要工作是在架车线与车体线上完成的。从表1可以看出,车辆大架修在架车线与车体线的检修时间最长,其余部件检修均围绕这两条线开展工作,因此,这两条检修线的规模设计就尤为重要了。架车线与车体线按不同比例设计时,其各自使用频率如表3。
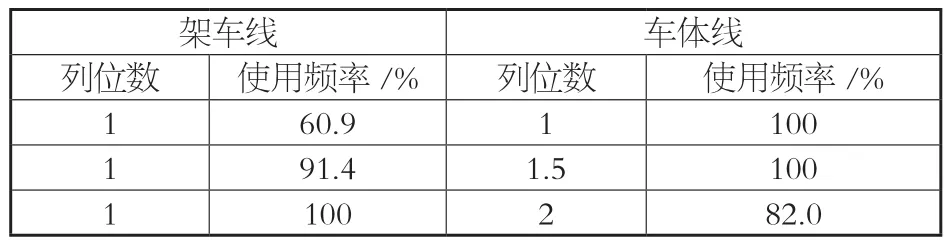
表3 架车线与车体线匹配关系与使用频率表
从表3中可以看出,当架车线与车体线按照1:1与1:1.5进行设计时,架车线均未完全利用,有一定的空闲时间,这与原则(1)相冲突。若架车线与车体线按照1:2进行设计,则架车线被完全利用,车体线存在部分空闲,这样在满足架车线充分利用的基础上,可以实现移位修最大的检修能力。
3.2 吹扫、静调、试车线
地铁车辆的大架修工艺流程中,车体线和喷漆线列位设计较为灵活,可以以一单元或一节车为基本单元进行设计,但吹扫线、静调线一般优先按一个列位进行设计,试车线设计要求更为苛刻,且也是以整列车为基本单元进行。一般车辆基地内的吹扫线、静调线和试车线各设一条,但随着全国各大城市线网规模的增加,车辆大架修规模的集中,检修工艺流程中的吹扫能力、静调能力、试车能力逐渐出现缺口。
在实际的设计过程中,应根据大架修任务量,确定相应规模的吹扫、静调与试车线数量。以下仅根据大架修任务,同时满足原则(1)架车线充分利用的情况下,以架车能力为参考依据进行分析。
从表4中可以看出,吹扫线只有到架车线大于7列位以上才会出现能力不足,此种工况基本不会发生,所以一般吹扫线仅设一条即可满足检修要求;静调线在架车线大于3列位时就会出现能力不足的情况,所以在架车线大于3.5列位时,需要设置2条静调线;试车线在架车线大于2列位时就会出现能力不足,所以在架车线大于2.3列位时,需要设置2条试车线。
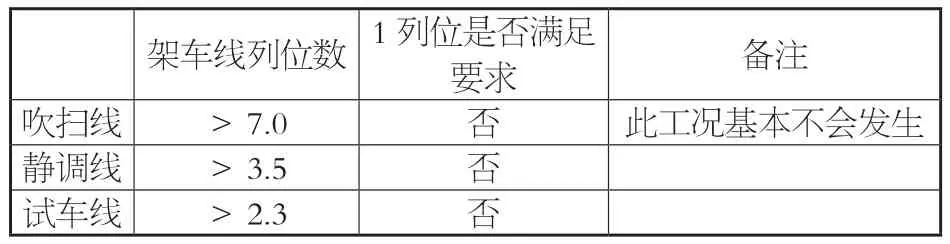
表4 吹扫、静调、试车线与架车线匹配关系表
4 结语
(1)大架修移位修的工艺流程复杂,各检修模块之前的匹配关系也十分复杂,若想实现各检修线的使用率均达到100%是十分困难的。在实际设计过程中,应根据计算所需的大架修列位数,结合现场的工艺流程与当地运营水平、组织架构等因素综合考虑大架修的设计规模。
(2)目前大部分大架修车辆基地,架车线与车体线的设计比例按1:1进行设计。但根据本次研究结论,在满足架车线充分利用的基础上,架车线与车体线按1:2可以实现移位修最大的检修能力。
(3)在车辆基地中,一般吹扫线设计1个列位即可满足大架修检修需求,当架车线大于3.5个列位时,需设置2条静调线以满足大架修检修需求;当架车线大于2.3个列位时,需设置2条试车线以满足大架修检修需求。
[1]张雄.地铁车辆段大架修移位作业工艺设计研究[J].铁道工程学报,2016,33(10):122-128.
[2]王亚平.从车辆大架修作业内容谈检修设施模块化配置[J].城市轨道交通研究, 2014,17(7):73-75.
[3]王力.南昌地铁2号线大架修车辆基地工艺设计研究[J].铁道建筑技术,2014(s1):444-447.
[4]Irizarry J, Karan E P, Jalaei F. Integrating BIM and GIS to improve the visual monitoring of construction supply chain management[J].Automation in Construction,2013,31(5):241-254.
