可配置生产车间监控系统的设计与研究*
2018-03-20杨悦欣任工昌
杨悦欣 任工昌
(陕西科技大学,陕西 西安710021)
以往的生产车间监控系统都是定制开发的,根据企业生产车间设备的实际布局来开发的,一旦企业的生产流程或者是制造工艺发生变化,需要从上到下来对原有的系统进行改动,这必将耗费大量的财力、人力和物力,导致企业对于采用生产车间实时监控系统的积极性不高。因此开发一款可以根据制造业企业的生产流程或是制造工艺的变动而随时变动的可配置的监控系统具有重要的意义。可配置的监控系统可以针对不同企业的生产实际来快速部署,降低企业的信息化成本,提高企业生产管理的信息化水平[1-5]。
根据企业的实际需求,生产车间监控系统可配置性主要体现在以下两个方面:
(1)生产线模型的可配置性。根据企业的生产流程的变化可以动态地增加或者减少工位,生产线的模型在配置后可以根据配置后的情况展现到监控界面中。
(2)监控系统中所采集的数据的可配置性。生产线上所要采集的生产数据由于设备更换或者是应用需求增加会发生变动,可以在该系统中动态地编辑要采集的数据[6-8]。
1 生产车间情况概述
该企业的生产车间根据生产的工艺和流程划分为5个生产岛区:泵轮岛区、涡轮岛区、导轮岛区、罩轮岛区和总装岛区。每个岛区包含若干个工位,工位之间有着先后顺序,存在有一个工位有两个前导工位的情况,所有工位中又分为自动、半自动和人工3种类型,自动工位不需要有人值守,设备自动运行;半自动工位有设备还需要有人值守;人工工位没有设备,有人值守。同时还存在一个工位有多台同类型设备的情况。
2 配置流程
根据可配置监控系统的可配置性的两个方面的需求,该系统配置模块的功能包括以下4个部分:
(1)岛区及工位配置中主要实现按照生产线的实际布局来配置岛区中的各个工位的顺序,特别是要配置工位的前后逻辑关系,另外配置工位的基本信息比如工位号、工位名称、工位类型(自动、半自动及人工)。
(2)设备配置中要将自动及半自动工位与该工位所使用的设备关联。
(3)班组配置中要将半自动及人工工位与该工位所对应的班组关联。
(4)工位与OPC Item关联配置中要实现工位与对应的OPC Item项的关联。
可配置监控系统的整体配置流程如图1所示。
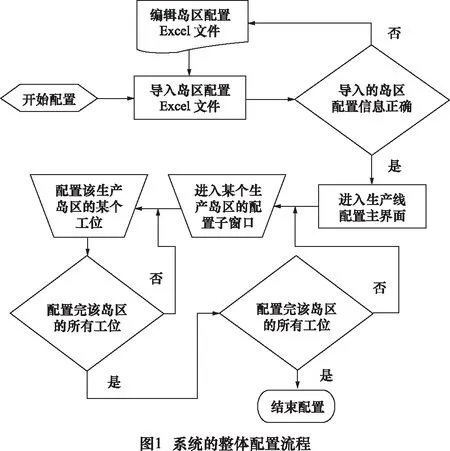
该系统的配置流程具体描述如下:
首先配置岛区配置Excel文件。为了方便用户配置各岛区所含的工位及工位的先后位置关系,设计了岛区配置模板文件,用户可以根据生产车间中各岛区的工位实际情况编辑配置Excel文件。
导入配置好的岛区配置Excel文件。在导入完成后判断配置信息是否正确,如果不正确重新编辑导区配置Excel文件,如果正确则进入生产线配置主界面,导入成功后生成各岛区的配置XML文件。
在主窗口中选择某个岛区,进入该岛区的配置窗口。岛区配置窗口会根据该岛区的配置XML文件动态生成该岛区的配置界面(包含该岛区中的所有工位以及工位之间的前后位置关系)。
配置该岛区中的某个工位。根据工位的不同类型(自动、半自动、人工)来分别配置工位所关联的设备以及数据采集点。
循环配置完所有岛区下所有工位。
其中在配置岛区的工位信息时,详细的配置流程如图2所示。

在进行某个工位的配置过程中,首先配置该工位关联的所有数据采集点(一个数据采集点对应于一个OPC Item。比如某台设备的当前状态、当前电压、当前电流等);然后判断该工位的类型,如果是自动工位则需要配置该工位所关联的设备信息(有一个工位存在多台设备的情况),如果是人工工位则需要配置该工位所关联的班组信息(与人员组织结构树上的某个班组节点关联),如果是半自动工位则同时需要配置该工位所关联的设备信息及班组信息,最后完成该工位的配置。
3 配置数据设计
3.1 岛区配置模板文件
前面描述为了方便企业用户根据生产流程和工艺来快速地配置生产车间的岛区及所含工位情况,设计了岛区配置信息模板。该模板是一个excel文件,企业用户可以很方便地将工位的基本信息填写到该文件中。该模板如图3所示。

在该模板中需要分别把各个岛区中所包含的所有工位的信息填入到模板的指定列中(包括工位的编号、前导工位编号、后续工位编号、工位名称以及工位的类型)。编辑完后可以导入系统,生成各岛区配置XML文件。
3.2 岛区配置XML文件
根据该企业生产车间的实际为每个岛区设计了配置文件(采用XML文件)。以图4所示的泵轮岛区配置文件为例。在泵轮岛区配置文件中,1号工位为泵轮岛区初始工位,所以该工位前导工位号为空;后续工位为2号工位;工位名称为“外环冲窝”;工位类型为1,表示该工位为自动类型工位(半自动工位则工位类型值为2,人工工位则工位类型值为3)。

3.3 OPC Item项与工位关联信息表
各个生产岛区由若干个工位构成,每个工位下面又包含了若干的数据采集点。以半自动工位为例,该类型的工位包含以下的数据采集点:设备运行状态、设备开关机状态、设备温度超限报警、设备压力超限报警、设备故障报警、实际加工数量、人员编号等[9]。为了将数据采集点与对应的工位关联起来,需要建立一个OPC Item与工位关联信息表,该表结构如表1所示。
4 系统的详细设计
4.1 系统的整体架构设计
系统的整体框架如图5所示。生产车间设备上的传感器的实时数据以及生产线上的物料、人员等信息通过PLC、DCS、HMI进行信息的汇总[8]。每个信息点最终被设定为一个OPC Item项,这些信息点的实时数据通过标准的OPC DA协议上传到OPC Server中。OPC数据处理程序通过标准的OPC访问协议将所有变化的OPC Item项的值更新到关系数据库中的OPC Item与工位关联信息表中。业务逻辑处理程序每隔一定的时间(10 s)读取关系数据库中OPC Item与工位关联信息表中的数据,如果出现故障信息(设备温度超限报警、设备压力超限报警、设备故障报警灯)会实时的显示到对应的工位中,同时用户也可以实时的查看该工位所包含的所有的数据采集点最近一次的值。
表1 OPC Item与工位关联信息表结构

序号属性名数据类型长度描述1IDchar50主键2item_namevarchar50OPCItem名称3datatypevarchar20数据类型4descriptionvarchar1000OPCItem描述5station_numint所属工位号6current_valuevarchar100当前值7history_valuevarchar100历史值8last_update_timedatetime最后一次更新时间9memovarchar1000备注

4.2 业务逻辑处理程序
业务逻辑处理程序的作用是读取关系数据库的OPC Item与工位关联信息表中的OPC Item项(数据采集点)的当前值,向可配置生产车间实时监控系统的监控界面提供以下方法:
(1)根据岛区名称返回该岛区状态的方法。该方法遍历属于该岛区的所有OPC Item,如果出现报警信息则返回逻辑假值。
(2)根据工位编号返回该工位状态的方法。该方法遍历属于该工位的所有OPC Item,如果出现报警信息则返回逻辑假值。
(3)根据工位编号返回工位所包含的所有OPC Item的信息(名称、描述、当前值等)。
4.3 OPC数据处理程序
OPC数据处理程序是介于关系数据库和OPC服务器之间的一个桥梁,根据关系数据库中的OPC Item与工位关联信息表中所存储的OPC Item项,通过标准的OPC访问协议去访问OPC服务器。当OPC Item与工位关联信息表中的某个OPC Item项的值发生改变时,更新OPC Item与工位关联信息表中对应OPC Item项的当前值、历史值以及最近一次更新时间。
该处理程序将生产车间实时监控系统的监控界面与OPC服务器隔离开来,避免由于网络的不通畅或者是OPC服务器的故障引起生产车间实时监控系统的监控界面的延迟响应问题[10-14]。
4.4 系统的运行实例
该生产车间实时监控系统的监控主界面如图6所示。该界面显示该车间所包含的5个生产导区,如果某个生产岛区内出现了报警信息则该生产岛区的对应按钮显示为红色,正产情况下为绿色。点击某个生产岛区可进入该岛区的监控界面。某个岛区的监控界面会根据该岛区的工位配置XML文件动态生成该岛区的工位显示窗口。
图7为导轮生产岛区的监控界面。该岛区包含5个工位,在界面上会显示该每个工位的实时状况,当某个工位的图标背景显示为绿色时表示该工位的生产状态正常,当某个工位出现报警信息(设备温度超限报警、设备压力超限报警或者是设备故障报警)时该工位对应的图标背景变为红色。

点击某个工位的图标弹出工位详情显示界面。该界面中会显示该工位的编号、名称、工位类型、所属的生产岛区名称,同时会显示该工位关联的OPC Item项的信息表格和该工位关联的设备信息表格。半自动类型工位详情显示界面中还会显示关联的人员组织结构信息,人工类型工位详情显示界面中也会显示关联的人员组织结构信息但没有关联的设备信息。
5 总结及展望
针对某液力变矩器企业生产车间所开发的可配置的生产车间实时监控系统解决了以往车间实时监控系统定制开发,适应性不强的问题。可以通过编辑生产岛区配置文件并导入系统,来让实时监控系统适应企业生产工艺流程或者是生产流程发生改变的实际情况,同时通过对于工位的详细配置(包括工位所关联的数据采集点以及工位所关联的设备信息、人员组织结构信息)来适应生产车间工位所包含的数据采集点、设备或人员发生变化的情况。该系统具有较强的柔性及适应性,可以提高该企业生产监控的信息化水平,同时可以有效地降低企业生产监控信息化的成本。
目前的系统展示较为简单,将来可以建立工位的生产动画或者是通过实时现场视频的连接来构建可视化动态信息处理模块。同时考虑将生产调度、物料配送、质量控制、设备与工具等也采用可配置的方式来进行管理。采用相关算法对于系统的完备性的验证也是本文的研究目标。
[1]Feng Z W, Wang G T. Real Time Monitoring System of Heat Treatment Intelligent Workshop[J]. Key Engineering Materials, 2014, 621(621):599-604.
[2]Li T D, Qin W, Zhang J, et al. Research and Application of Visualized Real-Time Monitoring System for Complex Product Manufacturing Process[J]. Key Engineering Materials, 2013, 579-580:787-791.
[3]Morgan J, O’Donnell G E. Cyber physical process monitoring systems[J]. Journal of Intelligent Manufacturing, 2015:1-12.
[4]曹伟, 江平宇, 江开勇,等. 基于RFID技术的离散制造车间实时数据采集与可视化监控方法[J]. 计算机集成制造系统, 2017, 23(2):273-284.
[5]张存吉, 姚锡凡, 张剑铭. 制造车间基于RFID与CEP的工作实时监测[J]. 湖南大学学报:自然科学版, 2017(4):38-45.
[6]刘旭东, 孙文磊, 崔权维. 基于物联网的车间制造系统实时信息提取与控制[J]. 组合机床与自动化加工技术, 2016(3):154-157.
[7]金光云, 孙召芹. 机床电能在线监测系统设计与开发[J]. 制造技术与机床, 2017(4):65-68.
[8]于乃功, 方林, 王新爱,等. 异构数控机床数据采集系统的设计与实现[J]. 现代制造工程, 2016(7):56-60.
[9]王德权, 吴盼, 黄鹏. 汽车发动机装配线监控系统的设计与实现[J]. 制造技术与机床, 2011(6):125-127.
[10]李德芳, 张朝俊, 蒋白桦,等. 面向流程企业的可配置MES体系结构[J]. 化工学报, 2010, 61(2):352-358.
[11]周伟, 饶运清, 邵新宇,等. 基于工作流的装配车间可配置制造执行系统[J]. 机械科学与技术, 2009, 28(9):1162-1166.
[12]王炳刚, 周伟, 饶运清,等. 装配流程可配置的制造执行系统的研究与应用[J]. 现代制造工程, 2007(11):8-12.
[13]胡新元, 鄢萍, 童亮. 基于可配置链路驱动的车间信息单元集成[J]. 计算机集成制造系统, 2012, 18(9):1903-1910.
[14]洪鸿, 张维, 何卫平,等. 制造执行系统中可配置自动采集技术的研究[J]. 现代制造工程, 2009(8):14-18.
